Прессование пластмассовых изделий с отверстиями или арматурой, оси которых перпендикулярны к наiipaEiiciimo прессования, связано с больпI и м i i-|)удностями.
Значительное количество таких изделий вообще не мол.ет быть изготовлено методом прессования, так как обн|,енрииятые конструкции прессформ и технология изготовле1П1Я 1аких издел1п1| не обеспечивают надле/кан1их условий для заш,иты от деформации деталей прессформ, оформ.пяющих отверстия или поддержи арматуру.
При недопустимости установки ;1,сно,;П1Ительных опор приходится отверстия сверлить в ютовых изделиях после прессования. Запрессовать в вертикальную стенку арматуру небольнк)1-о сечения, ось которой перпендикулярна к направле1П1Ю прессования, было весьма трудно.
Для изготовления таких изделий может быть применен метод литьевого прессования, при котором размягче Н1ак пластмасса из загрузоч)10Й камеры продавливается через
сопло в закрытую камеру прессформы, где оформляется изделие.
Однако этот метод имеет ряд педостатков:
1.Сложность прессформ ы и ее обслуживания.
2.Бо.тее низкая механическая прочность изделий, изготовленных этим способом.
3.Исключена возможность оформлять в пласт.массовых изделиях глухие отверстия, у которых отношение длины к диаметру слишком велико.
Предлагаемый епособ прессования пластмассовых изделий значительно расширяет ассортимент изделий, которые могут быть изготовлены в компрессионных стационарных прессформах и дает возможность.
1.Пресеовать изделия с глухими
или сквозными отверстиями малых диаметров и болыной длины, а также расположенных в несколько ярусов.
2.Запрессовать в пластмассовом изделии боковую арматуру самого незнач11тельно10 диаметра и в любом месте по сечению изделия.
3. Заменить во многих сл)чаях применяемые разъемные матрицы на цельные.
Су1н,ност1з разработанного способа прессования заключается в следующем.
Пластическая масса некоторый проме/к}ток времени носле смыкания н)сссс()ормы до нача.па, отверждения находится в тестообразном cocTOHHini и практически, по ii 6ju депиям, не оказывает почти сопроЧив.леиия п.р,олш новен.и.к) в н.ее твер.ЛО1-О тела.
Этим состоянием l. можно воспользоваться для оформления отверстий и запрессовки арматуры.
Горизоитальный стержень, который во время прессования выведен из по.постн матрицы, закрывая направ.тяющсс o.TBejJCTHe. в стенке, после полного, смыкалня, и.рессформ.Ы;, вдав.чнвается небольшнм усилне.м в тестообразную массу, в которой, оп остается до rio.niioio отвер.ж.аення изде.шя. После выдержки стержень извлекается из изделия и последнее выталкивается из прессформы.
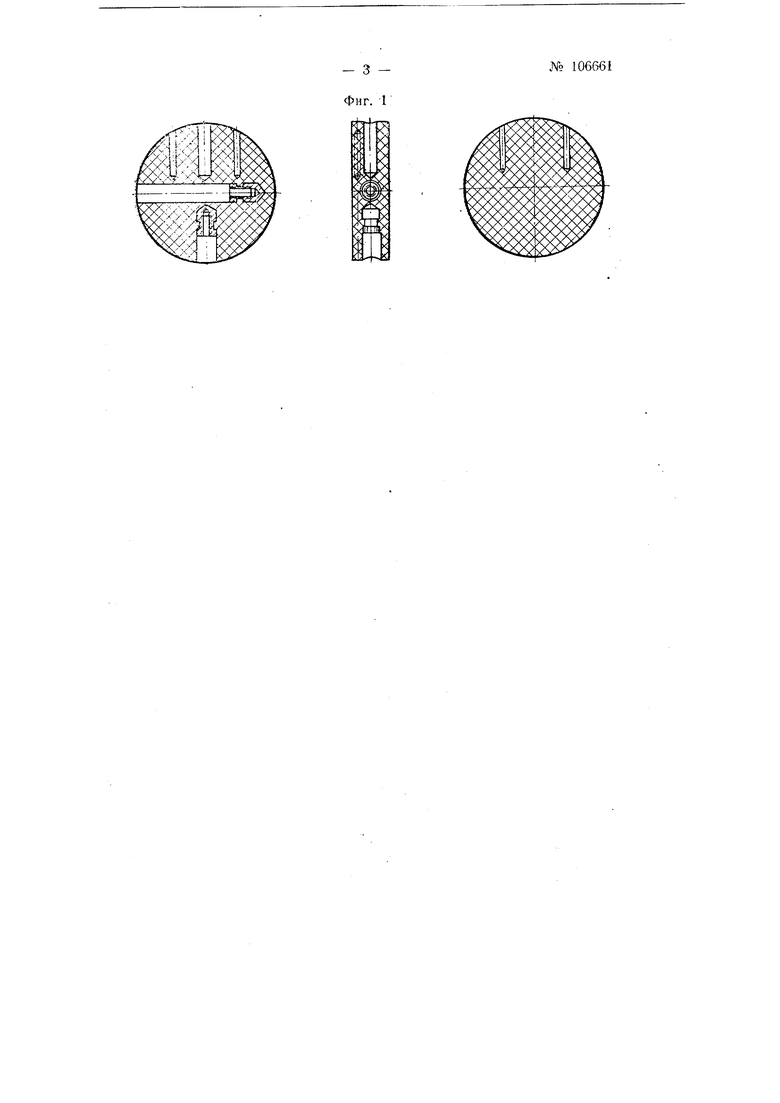
На фиг. I изображен в трех ироекциях диск с оформленными отверстиями в днаметра.;1ьпо нротивоиоложных напраилеииях и с запрессованными дета.;|ямн, оси которых перпс11дику,тяриы к паправлеиию прессования.
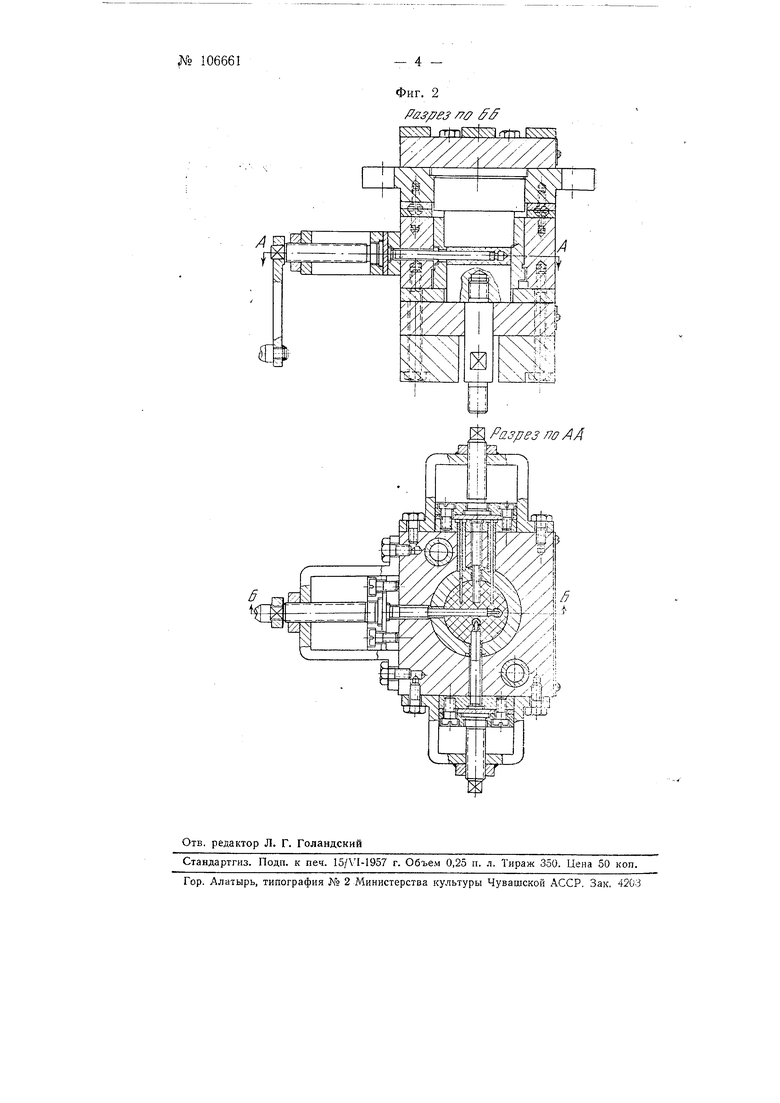
На фиг. 2 изображены разрезы прессс}зормы. д.1я прессоваиия .
Прессформа имеет с иаружнон стороны три випта, которые служат ДЛЯ: перемещения стержней, укрепленных на соединительных планк х. Стержни, оформляющие отверстия в. диске, могут быть введены в полость
МЛТ.рИЦЫ И; Г|ОЛПОСТЫО: ВЫ. ИЗ:
нее. KoHiibi в; веденных стер/кней устанавлнвакггся. заподлицо со ст.е;иг кой, мат()нны.
Прессование диско13 прр.чзводится. следуюн;иы образо.м. После нагрева Прессформа раскрывается, все стержни выводятся из полости матрицы, в двух отверстиях на боковой стенке матрицы устанавливаются две буксы. Затем в матрицу загружаются подогретые таблетки и пресс-форма смыкается. После смыкания прессформы стержни с трех сторон матрицы небольшим усилием выдавдиваются ир.и помощи винтов в размягченную массу.
В та,крм виде прессформа остается до полного отверждения диска.
Ди,С-к,и. мюгут быть, Н:з.го-тоа,;1:ен:ы & различных пластмасс.
Усилие для вдавливаиня стержией в пластмассу незначительно. Для вдав;1ивания в пластмассу стержией мо,гут бы,,ть в необходимых случаях установлены специальные ги.Jpaвлические цилиидры.
Вредл агаемый способ п,рессования .м-ожет быт-ь применен- для- и-зготовлен.ил целого рЯ-да изделий-, которые изготовляются методом механичес-кой ,бот14и, п.рессованием в прессформ-ах с разъемными матрицами, литьевых съемных прессформах и т. п.
П, р е д м с т изобретения
1. Спо,соб прессова.ння пластмассовых изделий с боковымн отверстиями и, а.р-л1атурой, о т .т н ч а юн.1;Ц|й.;С, Я; - тем,, ЧТО, С цел-ью загциты оформЛЯ,10н1нх ,.-1,еталей прессформы от деформаинн, оформление отверстий; и, запрессовку арматуры осу|цест;В-Ляют после смыкания прессформЫ: путем вдавливания в размягченную- п.1астмассу стержией или стержней, иесунщх детали (арматуру), подлежащие запрессовке.
2: Иресеформа для-, осуихествления способа по н. , отличающаяся:тем, что для вдавливант-гя стержней и запрессовки арматуры матрицы на боковых стенках снабжены винтами или гидравлическими цилиндрами.