Известные конструкции прессформ с матрицей и пуансоном не обеспечивают полной герметизации камеры прессформы, что ведет к потерям материала. Кроме того, известные конструкции прессформ громоздки, а это не позволяет увеличить производительность существующих прессов за счет размсчцения на плите нресса больнюго количества прессформ.
Предлагаемая конструкция нресс(|.юрмы не имеет указанных недостатков. Для герметизации ее камеры при нрессовапни заготовки из пенопластов она выполнена в виде рамы, служащей матрицей, с замком из двух телескопических рамок с клиповым профилем стенок, скользящих по внутренней поверхности матрицы.
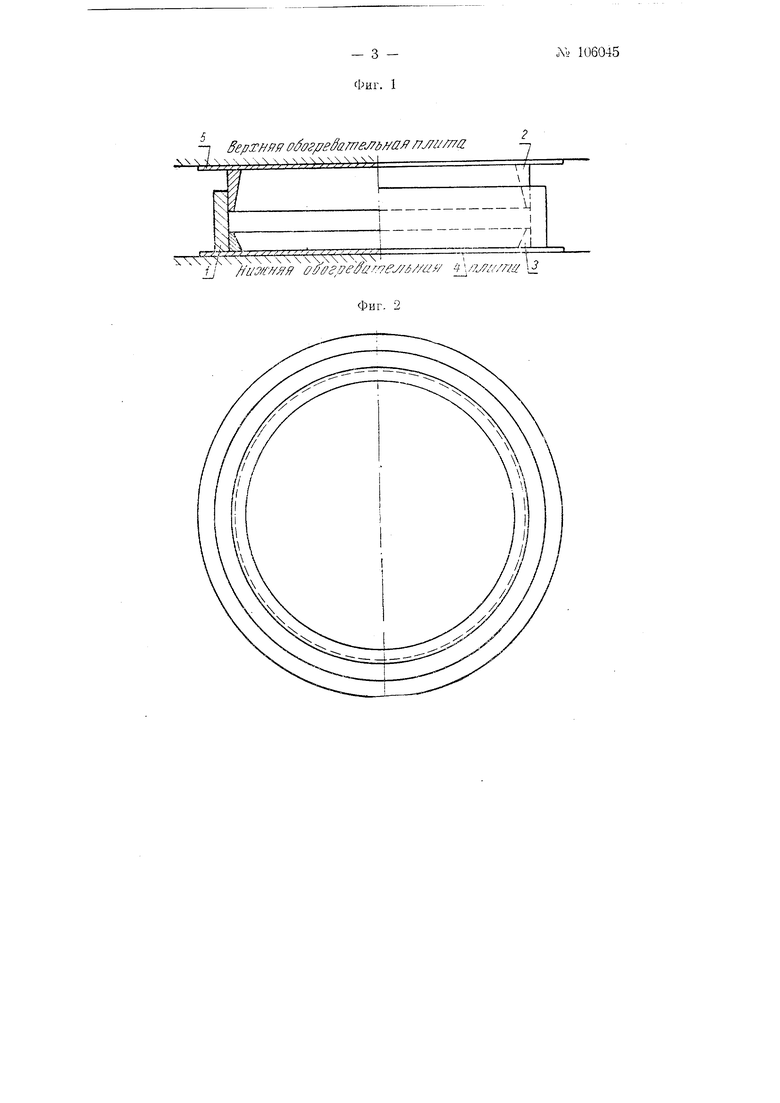
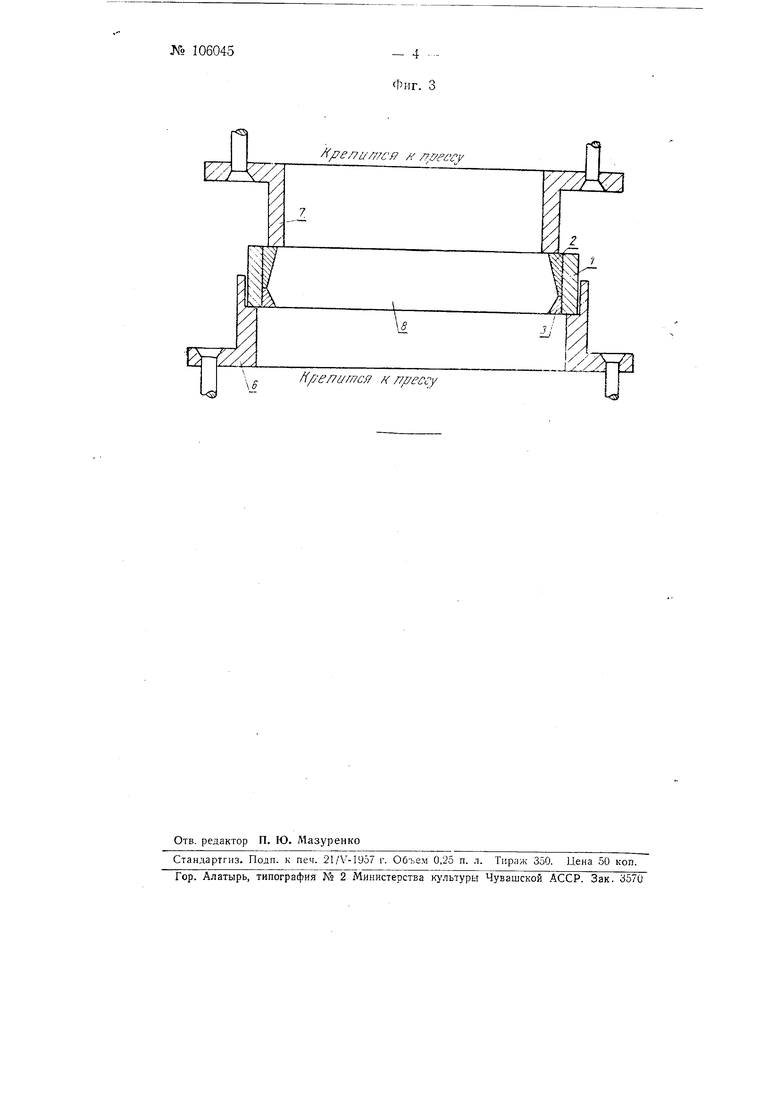
На фиг. 1 изображен разрез прессформы; па фиг. 2-вид прессформы сверху; па фиг. 3-разрез приспособления для разборки замка нрессформы.
Прессформа выполнена в виде рамы, служащей матрицей /, и двух телескопических рамок (большой рамки 2 и малой рамки 3) с клиновым профилем стенок. Прессование производится на гидравлических прессах, для чего между
двумя ооогревательными плитами, устанавливаемыми в прессе, укладывается лист 4 из алюминия или дюралюминия, па который укладывается матрица / с выдвинутой из нее па 12 -;-14 мм большой рамкой 2. Малая рамка 3 вставлена в матрицу и лежит иа листе 4. Затем внутрь пресс(|)ормы номепгают прессуемый материал, после чего ирессформа покрывается вторым лггстом 5 из алюминия нлп дюралюминия. После этого сводятся плиты пресса и подается давление. Прессформа с уложенным в нее прессуемым материалом оказывается между двумя обогревательными п.литами под давлением. Затем вк;почают обогревательные приборы и производят прессование. После охлаждения плиты прессы размыкаются, снимается верхний лист 5, а затем ирессформа с готовой заготовкой. Выем заготовки из ирессформы с одновремениой разборкой замка производится в прессформ ах в виде матрицы 6 и пуансона 7, ирикренляемых к ручному или механическому прессу небольшой монхиости или на том же прессе, где производится ирессоваЕсие заготовок (S.
М р с д м с т и 3 о б р е т е и и я
Прессформа - для пенопластов, отличающаяся Тем, что, с целью герметизации се камеры при прессовании заготовки, она выиол1 ена в виде рамы, служащей матрицей, с замком из двух телескопических рамок с клиновым профилем стенок, скользящих ио виутренней поверхности матрицы.
2 ,
ЛУ 106045
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пенопластов в виде листов | 1949 |
|
SU85866A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ СЫРА ПРЯМОУГОЛЬНОЙФОРЛ^Ы | 1970 |
|
SU258760A1 |
| Пресс-форма для прессования крупноразмерных изделий | 1955 |
|
SU109372A1 |
| УСТРОЙСТВО для одноосного ПРЕССОВАНИЯ ЗАГОТОВОК СУХОЙ ДРЕВЕСИНЫ | 1969 |
|
SU236749A1 |
| МНОГОЭТАЖНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1969 |
|
SU256990A1 |
| Агрегат для прессования изделий | 1956 |
|
SU110963A1 |
| ПРЕСС-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU235978A1 |
| ПРЕСС ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU176382A1 |
| Пресс-форма для прессования пенопластов | 1949 |
|
SU89079A1 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕКУЧЕСТИ СЫПУЧЕГО МАТЕРИАЛА | 1971 |
|
SU316970A1 |
-7 BepTHflf o/ o2fleffamff./7hfyaff f7J7L/77Q -у Л1 . .. .л N-X .
N
r.
i .ff ffi/ffeffef/afr/ey/A/// / ч /: ////7i U
ij
№ 106045
4 Фиг. 3
fe/7ij/77Cf /у
f{/jenurncff / r/f/eccy
r
,