Известны штампы для выдавливания деталей с утолщенными законцовками. Однако выталкивание деталей из таких 1итампов затруднено.
В описываемом штампе для облегчения выталкивания готовых деталей под матрицей помещена направляющая втулка для вытекающей из матрицы части детали. Эта втулка имеет зазор относительно размеров поперечного сечения детали. Подача охлаждающей жидкости в зону отверстия втулки, непосредственно )римыкающую к отверстию матрицы, производится по системе радиальных, кольцевы.х и акспа.чьпых каналов, выполненных во втулке.
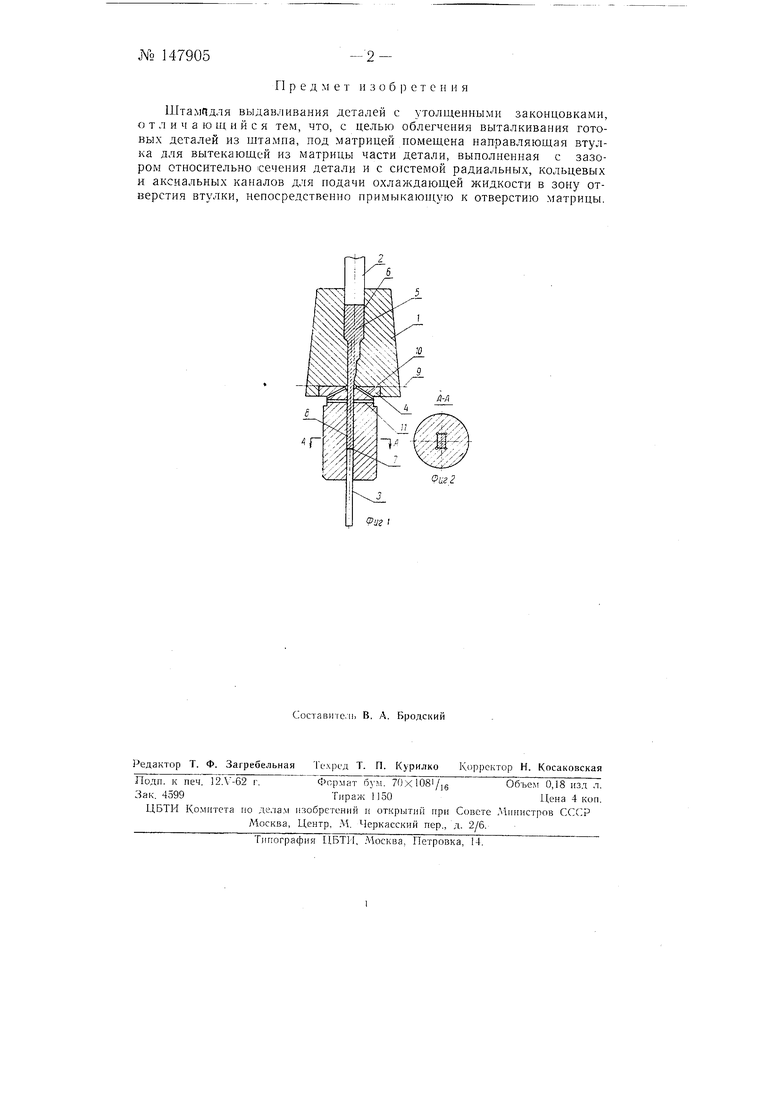
На фиг. 1 изображен штамп; на фиг. 2 --разрез по Л-.4 на фиг. I.
Штамп для выдавливания состоит из матрицы /, пуансона 2, выталкивателя 3 и направляющей втулки 4.
Исходгная заготовка 5 укладывается в контейнер пгга.мпа, гтосле чего в результате воздействия на нее пуансона 2 осуществляется ее выдавливание сквозь отверстие 6 в матрице /, имеющее соответствуюП1ИЙ профиль. В тот момепт, когда нижний торец 7 стержневой части 8 заготовки 5 находится па границе 9 матрицы / и наиравляю1цей втулки 4, по каналам 10 и /У последней подается охлаждающая жидкость, сильная струя которой непрерывно охлаждает выходящую из матрицы / стержневую часть 8. В результате этого о.хлаждения металл стержневой части 8 упрочняется и претерпевает усадку, благодаря чему готовая деталь беспрепятственно выходит под воздействием выталкивателя 3 вверх из щтампа. Кроме того, струя охлаждающей жидкости охлаждает контейнер штампа и матрицу, одновременно вымывая из последней кусочки окалины, стружки, заусеницы и т. д., что повышает стойкост1 матрицы.
Описываемый штамп позволяет повысить производительность процесса прессования, увеличить время службы его деталей, например матрицы, и улучп ить качество выдавленных дета.той.
П р е д м е т и з о б р е т е м и я
Штампдля выдавливания деталей с утолщенными законцовками, о т л и ч а ю 1Ц и и с я тем, что, с целью облегчения выталкивания готовых деталей из штампа, под матрицей помещена направляющая втулка для вытекающей из матрицы части детали, выполненная с зазором относительно сечения детали и с системой радиальных, кольцевых и аксиальных каналов для подачи охлаждающей жидкости в зону отверстия втулки, непосредственно примыкаюн;ую к отверстию матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки фасонных деталей сложной формы из трубных заготовок | 1956 |
|
SU122126A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1997 |
|
RU2111824C1 |
| Штамп для выдавливания инструментов | 1978 |
|
SU749532A2 |
| Штамп для прямого выдавливания | 1980 |
|
SU884812A1 |
| Штамп для прямого выдавливания стержневых деталей | 1985 |
|
SU1311834A1 |
| Штамп для выдавливания | 1983 |
|
SU1156792A1 |
| Штамп для выдавливания инструментов спиральной формы | 1977 |
|
SU656732A1 |
| Штамп для выдавливания удлиненных изделий | 1977 |
|
SU662226A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |