Ё настоящее время полые изделия преимущественно изготовляют способом раздува, центробежным литьем или спеканием.
Однако указанным способом невозможно получить изделия со стенками заданной толщины.
Изделия, получаемые в нрессформах способом компрессионного прессования, имеют заданную толщину стенки.
При изготовлении полого изделия, например пневматического буя, в прессформах отформовывают обе половины буя, а затем их совмещают и шов сваривают. Для лучшего и более быстрого охлаждения, а также для герметизации шва в буе отформовывают вертикальное надувное отверстие.
Целью настоящего изобретения является создание прессформы, позволяющей отформовывать верхнюю половину пневматического буя и использовать ее при совмещении верхней половины буя с нижней, отформованной в другой прессформе.
В прессформе, выполненной по предлагаемому способу, пуансон укреплен на горизонтально перемещаемой плите, а знак выполнен в виде втулки, снабженной вертикальной перегородкой и подпружиненным обратным клапаном.
пользовать пуансон прессформы с матрицей другой прессформы, т. е. расширить Диапазон ее применения.
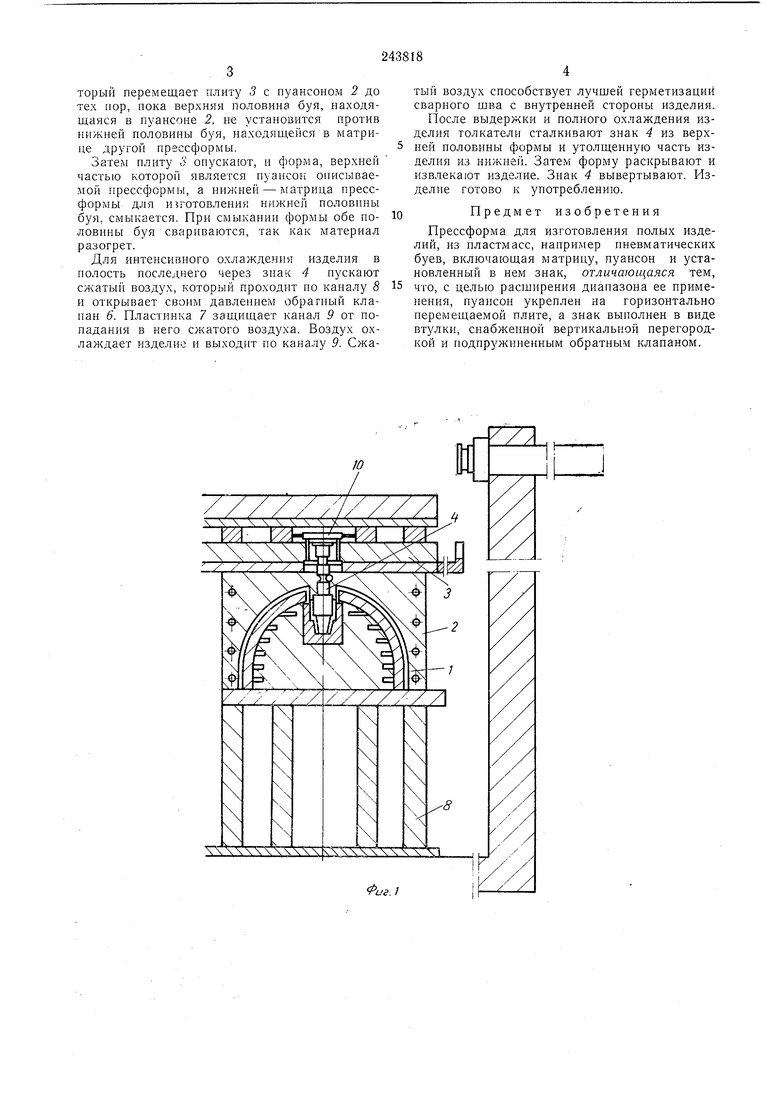
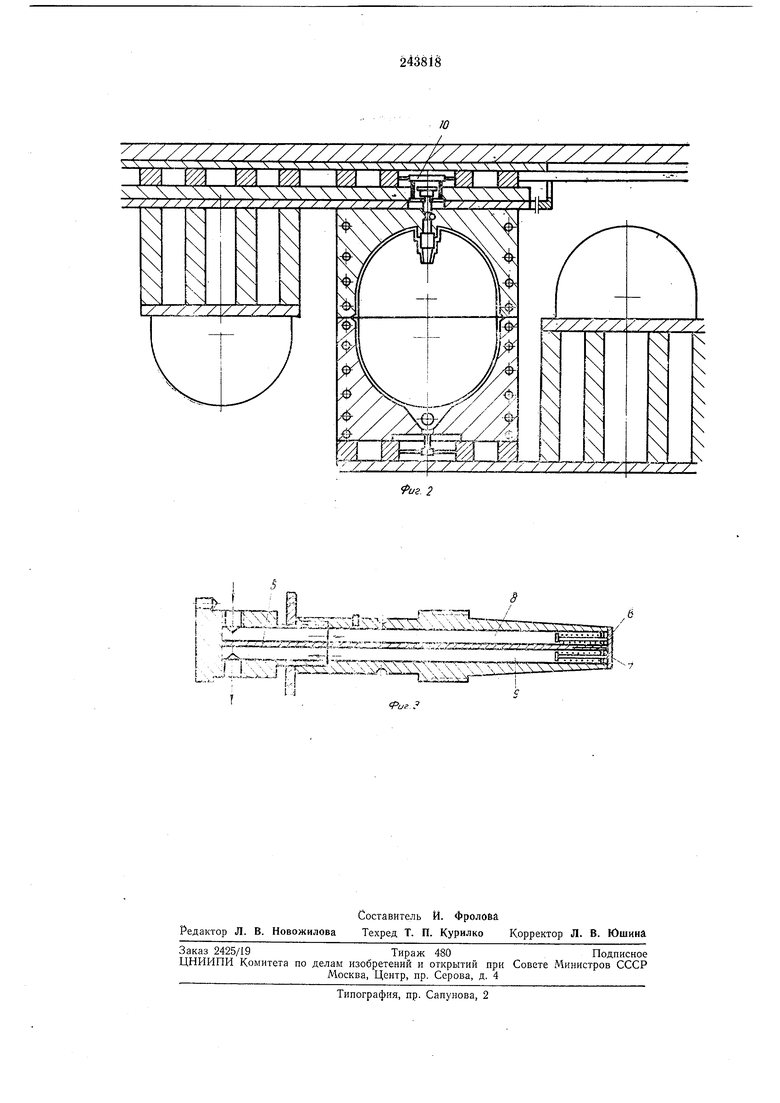
На фиг. 1 изображена прессформа, продольный разрез; на фиг. 2 - продольный разрез на форму, верхней полуформой которой является пуансон описываемой прессформы; на фиг. 3 продольный разрез знака, установленного в пуансоне.
Описываемая прессформа состоит из матрицы 1, пуансона 2, укрепленного на перемещаемой плите 3j и установленного в пуансоне 2 знака 4, выполненного в виде втулки, снабженной вертикальной перегородкой 5 и подпружиненным обратным клапаном 6.
К клапану 6 прикреплена вертикальная пластинка 7, которая может перемещаться в щели перегородки 5. Перегородка 5 делит втулку на два канала 8 и 5.
Для сталкивания знака прессформа снабжена толкателем 10.
Изготовление буя с помощью описываемой прессформы осуществляется следующим образом.
В раскрытую прессформу загружают материал в виде вальцованных прогретых полос. Затем плиту 3 опускают, прессформа смыкается и при этом отпрессовывается половина буя. После этого прессформу раскрывают, выступ торый перемещает плиту 3 с пуансоном 2 до тех пор, пока верхняя половина буя, находящаяся в пуансоне 2. не установится против нижней половины буя, находящейся в матрице другой прессформы. Затем плиту 3 опускают, и форма, верхней частью которой является пуансок описываемой прессформы, а нижней - 1 атрица прессформы для изготовления нижней половины буя, смыкается. При смыкании формы обе ноловины буя свариваются, так как материал разогрет. Для интенсивного охлажденп изделия в полость последнего через знак 4 пускают сжатый воздух, который проходит по каналу и открывает своим давлением обратный клапан 6. Пластинка 7 защищает канал 9 от попадания в него сжатого воздуха. Воздух охлаждает изделие и выходит по каналу 9. Сжа8тый воздух способствует лучщей герметизаций сварного щва с внутренней стороны изделия. После выдержки и полного охлаждения изделия толкатели сталкивают знак 4 из верхней половины формы и утолщенную часть изделия из нижней. Затем форму раскрывают и извлекают изделие. Знак 4 вывертывают. Изделие готово к употреблению. Предмет изобретения Прессформа для изготовления полых изделий, из пластмасс, например пневматических буев, включающая матрицу, пуансон и установленный в нем знак, отличающаяся тем, что, с целью расщирения диапазопа ее применения, пуансон укреплен на горизонтально перемещаемой плите, а знак выполнен в виде втулки, снабженной вертикальной перегородкой и подпружниенным обратным клапаном.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ | 1971 |
|
SU318478A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЕВОГО ПРЕССОВАНИЯ | 1971 |
|
SU292807A1 |
| Литьевой термопластавтомат для изготовления армированных изделий из полимеров | 1982 |
|
SU1085843A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПЛАСТМАСС ИЗДЕЛИЙ С АРМАТУРОЙ | 1971 |
|
SU295672A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1970 |
|
SU275356A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИСКУССТВЕННЫХ ЗУБОВ | 1968 |
|
SU221210A1 |
| Форма для изготовления изделий из вспенивающихся материалов | 1976 |
|
SU648424A1 |
| СДВОЕННАЯ ПРЕССФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1966 |
|
SU214756A1 |
| Штамп для объемной штамповки | 1986 |
|
SU1461580A1 |
| ЛИТЬЕВАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЦВЕТТТБТХИЗДЕЛИЙ | 1971 |
|
SU318482A1 |
i-V. /
-prfy.
tr --f( y
