Изобретение относится к области электромеханической обработки и может быть использовано при обработке деталей типа валов.
Целью настоящего изобретения является повышение производительности и стойкости режущего инструмента при обработке деталей за счет регулирования силы резания Pz,
Поставленная цель достигается тем, что при электромеханической обработке, включающей формирование поверхности обрабатываемой заготовки перемещаемым вдоль ее оси режущим инструментом измеряют усилие резания и силу тока назначают равной
V2 Ch (ta
sin (р 10 Ср S v kp
Р
где Pz - сила резания;
tp- главный угол в плане инструмента;
S - подача;
v - скорость;
ср, kp - коэффициенты;
С - теплоемкость;
h - высота фаски на задней поверхности инструмента,
t2, ti - температура нагрева и окружающей среды;
у- удельный вес детали;
р электрическое сопротивление.
Измерение силы резания связано с тем что при обработке крупногабаритных деталей из труднообрабатываемой стали происходит снижение жесткости технологической системы при больших величинах снимаемого припуска, возникают значительные силы резания приводящие к снижению стойко-N|
4 CJ
J о
сти инструмента, и при этом занижаются режимы резания. Регулируя силой тока возникающее усилие резания, интенсифицируют режим обработки, что значительно влияет на производительность процесса.
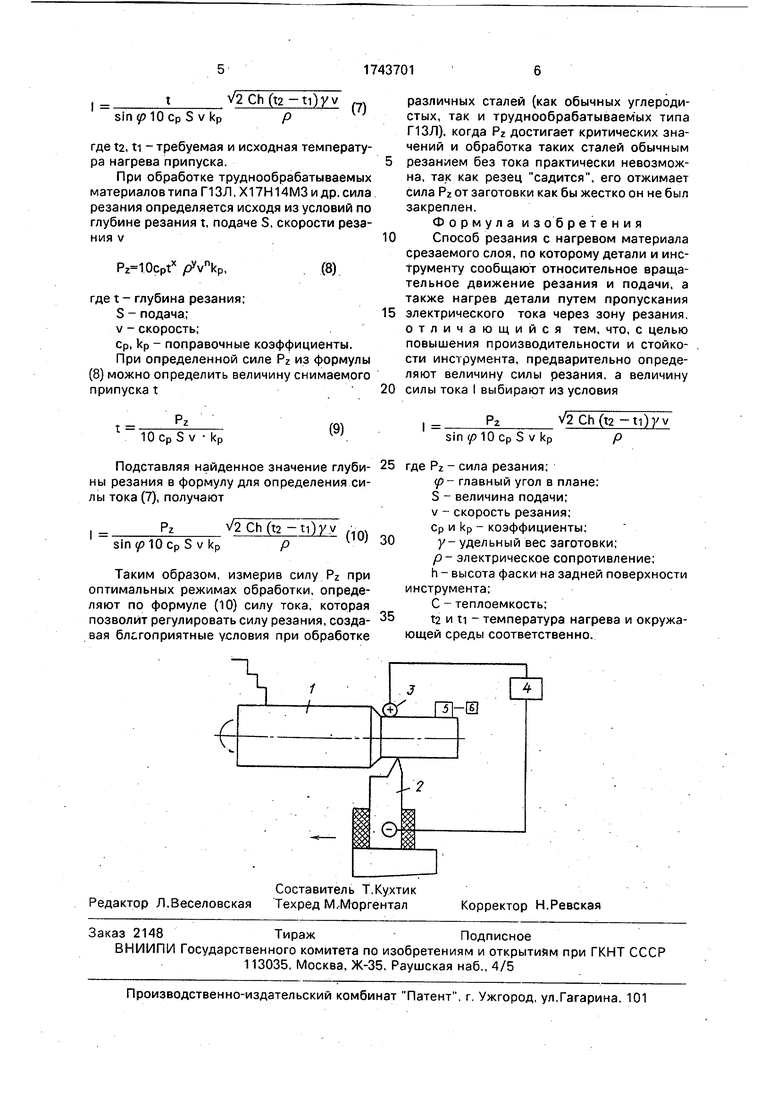
На чертеже схематически показано устройство для реализации способа электромеханической обработки.
Способ осуществляется следующим образом.
В процессе токарной обработки вращающейся заготовки 1 перемещаемым вдоль ее оси режущим инструментом 2 в зону их контакта через инструмент 2 и прилегающий к поверхности заготовки ролик 3 под- водится электрический ток от внешнего источника 4 питания. При этом измеряется сила резания Pz при помощи датчика 5 прибора 6. Сила тока определяется из следующего соотношения:
С - теплоемкость.
При обработке необходим разогрев срезаемого поверхностного слоя на величину припуска I для облегчения условий обработки. Поэтому величину тока рассчитывают из условия равенства количества выделенного проходящим током тепла Qi количеству тепла, затраченного на нагрев припуска Q2
(1) (2) (3)
где I - сила тока;
R - электрическое сопротивление нагреваемой зоны припуска, которое определяется:
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки нежестких деталей | 1990 |
|
SU1798052A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ | 1991 |
|
RU2014972C1 |
| Способ фрезерования | 1986 |
|
SU1468681A1 |
| Способ обработки нежестких деталей | 1986 |
|
SU1407684A1 |
| Способ управления обработкой детали резанием | 1990 |
|
SU1811986A1 |
| Способ фрезерования | 1979 |
|
SU785000A1 |
| ЧАСТОТНЫЙ СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЦ УСТОЙЧИВОГО РЕЗАНИЯ НА ТОКАРНЫХ СТАНКАХ ПРИ НЕЛИНЕЙНОМ ПРОЦЕССЕ СТРУЖКООБРАЗОВАНИЯ | 1998 |
|
RU2152847C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Режущий инструмент для электрохимикомеханической обработки | 1978 |
|
SU764919A1 |
| Способ механической обработки | 1986 |
|
SU1445868A1 |
Использование: изобретение может быть использовано ь машиностроении. Сущность изобретения заключается в том, что предварительно определяют величину силы резания, а величину силы тока выбиPZ рают из условия 1 10 sin p Ср S v kp (T2 -тру , Р .где Pz - сила резания; р - главный угол в плане; S - подача; v - скорость резания. ср и kp - коэффициенты. у - удельный вес заготовки; р- электрическое сопротивление; ti - высота фаски на задней поверхности инструмента; С - теплоемкость; ta - температура нагрева; ti - температура окружающей среды. 1 ил. со
sin 10 Ср S v kp
VCh (t2 -tpy v 2 P
где PZ - сила резания;
р- главный угол в плане: S - подача; v - скорость резания; kp, Ср - коэффициенты: С - теплоемкость:
h - высота фаски на задней поверхности инструмента;
у- удельный вес заготовки р- электрическое сопротивление, Пример. Деталь 1 из стали X 17 Н 14 М 3 обрабатывают на токарном станке мод. 1К62 перемещаемым вдоль ее оси резцом 2 с широкой кромкой с нулевым задним углом, пластина которого изготовлена из В Кб ОМ. В зону контакта резца 2 с деталью 1 подводится электрический ток через контактный ролик 3, связанный с источником 4 питания. Снимают пробную стружку мм, измеряют силу резания Pz датчиком 5 прибора 6, при этом сила тока при дальнейшей обработке определяется из соотношения
sin p 10 cp S v kp
/2 Ch (t2 -Tpyv P
где Pz - сила резания;
tp- главный угол в плане инструмента;
S - подача;
v - скорость;
Ср, kp - коэффициенты;
у- удельный вес заготовки;
р электрическое сопротивление;
h - высота фаски на задней поверхности инструмента;
R р-, r s
(4)
где р- удельное электрическое сопротивление;
I - длина проводника (глубина нагрева припуска);
s - поперечное сечение проводника (площадь фаски на задней поверхности инструмента).
Нагрев припуска зависит от величины главной задней поверхности инструмента, поэтому s равно
s - t h sin p
где - глубина резания, припуск;
h - высота фаски на задней поверхности;
(р- главный угол в плане.
Время нагрева определяется по формуле
h 2v
(5)
где v - скорость резания.
50 Масса нагреваемого объема припуска рассчитывается из соотношения
-у -I,
(6)
где С - теплоемкость материала; у- плотность материала. Подставляя в уравнения (2) и (3) все найденные значения, определяют величину силы тока
V2 Chfe -tpyv
sin p 10 Cp S v kp
где t2, ti - требуемая и исходная температура нагрева припуска.
При обработке труднообрабатываемых материалов типа П ЗЛ, X17Н14МЗ и др. сила резания определяется исходя из условий по глубине резания t, подаче S, скорости резания v
Pz 10cptx /oVkp,
(8)
где t - глубина резания;
S - подача;
v - скорость;
ср, kp - поправочные коэффициенты.
При определенной силе Pz из формулы (8) можно определить величину снимаемого припуска t
Т
10cpS v kp
(9)
Подставляя найденное значение глуби- 25 ны резания в формулу для определения силы тока (7), получают
sin p 10 Ср S v kp
V2 Ch (t2 -ti)yv P
Таким образом, измерив силу Pz при оптимальных режимах обработки, определяют по формуле (10) силу тока, которая позволит регулировать силу резания, создавая благоприятные условия при обработке
f
10
15
20
различных сталей (как обычных углеродистых, так и труднообрабатываемых типа Г13Л), когда Pz достигает критических значений и обработка таких сталей обычным резанием без тока практически невозможна, так как резец садится, его отжимает сила PZ от заготовки как бы жестко он не был закреплен.
Формула изобретения Способ резания с нагревом материала срезаемого слоя, по которому детали и инструменту сообщают относительное вращательное движение резания и подачи, а также нагрев детали путем пропускания электрического тока через зону резания, отличающийся тем, что, с целью повышения производительности и стойкости инструмента, предварительно определяют величину силы резания, а величину силы тока I выбирают из условия
25 30
35
Ch(t2 -tpyv
sin p 10 Cp S v kpp
где Pz - сила резания;
p- главный угол в плане:
S - величина подачи;
v - скорость резания;
Ср и kp - коэффициенты; у- удельный вес заготовки;
р- электрическое сопротивление;
h - высота фаски на задней поверхности инструмента;
С - теплоемкость;
t2 и ti - температура нагрева и окружающей среды соответственно.
| Подураев В.Н | |||
| Автоматически регулируемые и комбинированные процессы резания | |||
| М.: Машиностроение | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Одновальный, снабженный дробителем, торфяной пресс | 1919 |
|
SU261A1 |
