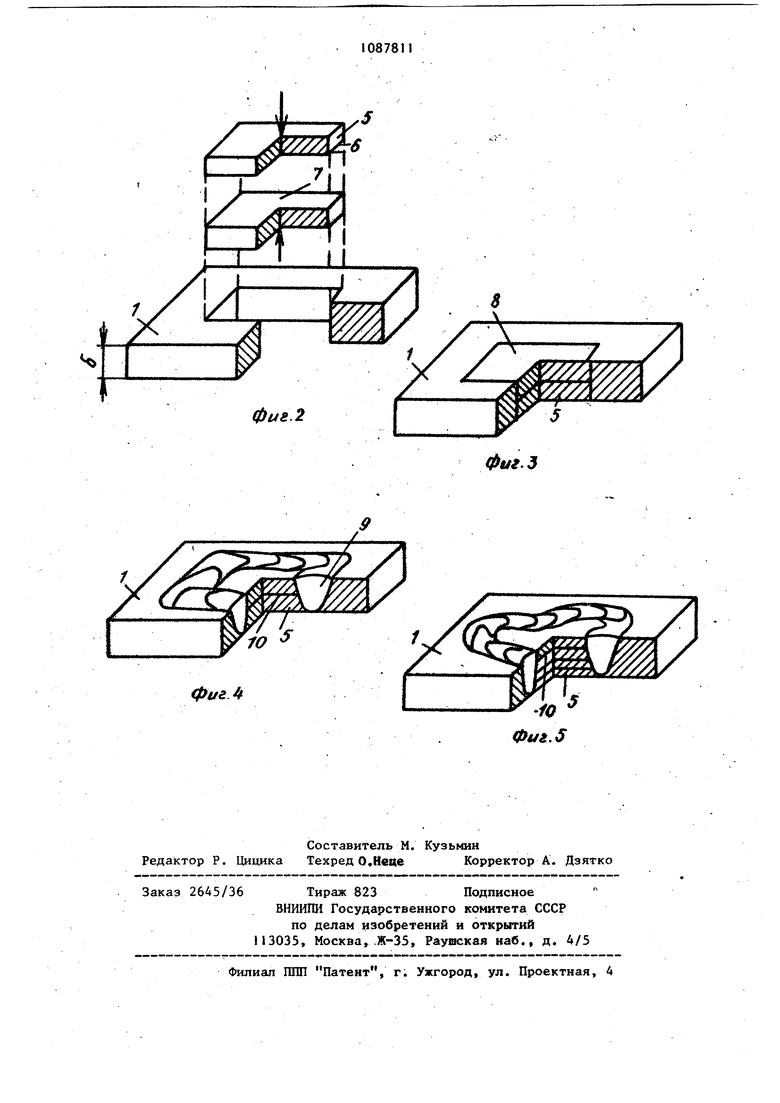
Изобретение относится к исследова нию прочностных свойств материалов и сварных соединений, а именно к спосо бэм изготовления сварного образца в виде пластины с трещиной. Известен способ изготовления составного образца в виде пластины с накладками, расположенными симметрич но на поверхностях пластины. В накла ках выполняют нарезы пёрпенД1 кулярно поверхности пластины и при нагружени образца трещины, развивакивиеся снача ла в материале накладок, переходят в пластину составного образца Cl. Недостатком такого способа являет ся невозможность его использования при исследовании трещинообразования в сварном соединении. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления образца в виде пластины с треИ91НОЙ путем-ее разрезания и нанесения сварного шва. Пластину разрезают в продольном направлении на две части, затем разрезают одиу из образова шихся Частей в поперечном направлении, перпендикулярном продольному разрезу, а образуют соединением разрезанных частей сваркой по кромкам продольного разреза. По известному способу изготавливают образцы с линейными крйевьми треищнаш С2. Недостатком известного способа является невозможность изготовления образца с внутренними тре1данами. Целью изобретения является изготовление образца с внутренними трещинами , Указанная цель достигается тем, что согласно способу изготовления сварного образца в виде пластины с трещиной путем ее разрезания и нанесения сварного DiBa, при разрезании в образце выполняют сквозное отверстие, набирают пакет по форме отверстия из пластинок меньшей толщины, имеющих шлифованные поверхности, устанавливают пакет в вырезанное отверстие, а сварные швы наносят вдоль стыка пакета с пластиной. Кроме того, пакет набирают из i пластинок различной толщины. Это позволяет сформировать трещины в виде несплошностей по плоскостям совпадающим с поверхностями пластинок пакета. На фиг. I изображена пластина после выполнения сквозного отверстия; на фиг. 2 - формирование пакета из пластинок; на фиг. 3 - пакет, установленн в вырезанное отверстие; на фиг. 4 - сварной образец с одной внутренней трещиной; на фиг. 5 - сварной, образец с несколькими внутренними трещинами. Способ осуществляется следующим образом. На поверхности пластины I размечают контур 2 будущей внутренней трещины, разрезанием выполняют в пластине 1 сквозное отверстие 3, вырезая центральную часть 4 пластины I пО контуру 2. Затем набирают из пластинок 5 мень шей толщины и имеквдих шлифованные поверхности 6 и 7 пакет 8 по форме отверстия 3. Пластинки могут набираться как разной) так и одинаковой толщины. Толщина пластинок определяет расположение coздaвae в lx внутренних трещин, Пакет 8 устанавливают в отверстие 3 и наносят сварные швы 9 вдоль стыка пакета 8 с пластиной по контуру 2. После нанесения сварных швов образуются одна или несколько в зависимости от количества пластинок 5, внутренних поверхностных трещин 10, характерных для конструкций, подвергаемых расслоениям при эксплуатации. Изобретение позволяет изготовить образец, содержащей внутренние сквозные трещины, и использовать его при оценке надежности сварного соединения, работающего, например, в условиях агрессивных сред и пониженных температур.
фиг. 5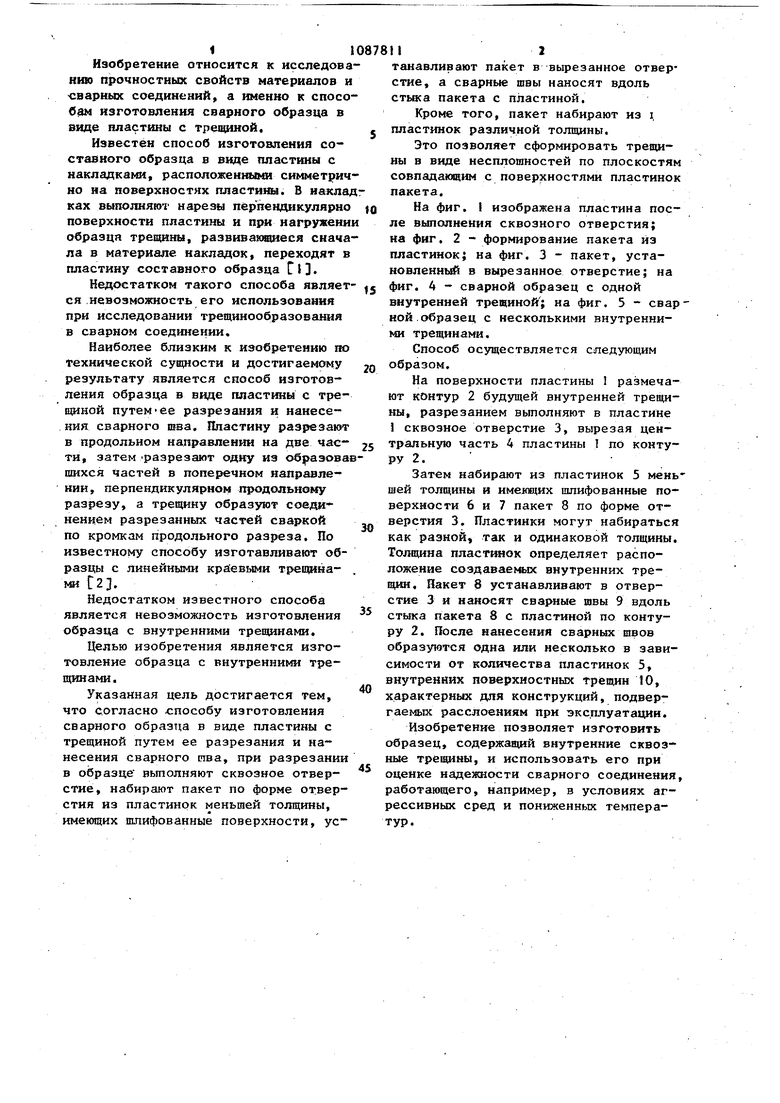
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварного образца в виде пластины с трещиной | 1982 |
|
SU1045061A1 |
| Способ изготовления сварных образцов | 1987 |
|
SU1433695A1 |
| Способ изготовления фланцевой вставки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2016 |
|
RU2625985C1 |
| Способ изготовления стенда сухой протяжки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2017 |
|
RU2653138C1 |
| Способ изготовления многослойных тонколистовых вафельных конструкций из легких сплавов | 1990 |
|
SU1712106A1 |
| Способ оценки свариваемости материала полуфабрикатов | 1987 |
|
SU1479248A1 |
| Способ оценки стойкости металла сварного шва против образования холодных трещин | 1988 |
|
SU1603219A1 |
| Способ испытания сварных соединений на коррозионное растрескивание | 1984 |
|
SU1231437A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 1991 |
|
RU2024375C1 |
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ СВАР НОГО ОБРАЗЦА в виде пластины с трещиной путем ее разрезания и нанесения сварного шва, отличающийся тем, что, с целью изготовления образца с инутренними трещинами, при разрезании в образце выполняют сквозное отверстие, набирают пакет по форме отверстия из пластинок меньшей толщины, имеющих ошифованные поверхности, устанавливают пакет в вырезанное отверстие, а сварные швы наносят вдоль.стыка пакета с пластиной. 2. Способ по п. 1, отличающий с я тем, что пакет набирают из Пластинок различной толщины. (Л 00 ч| 00 0i/P./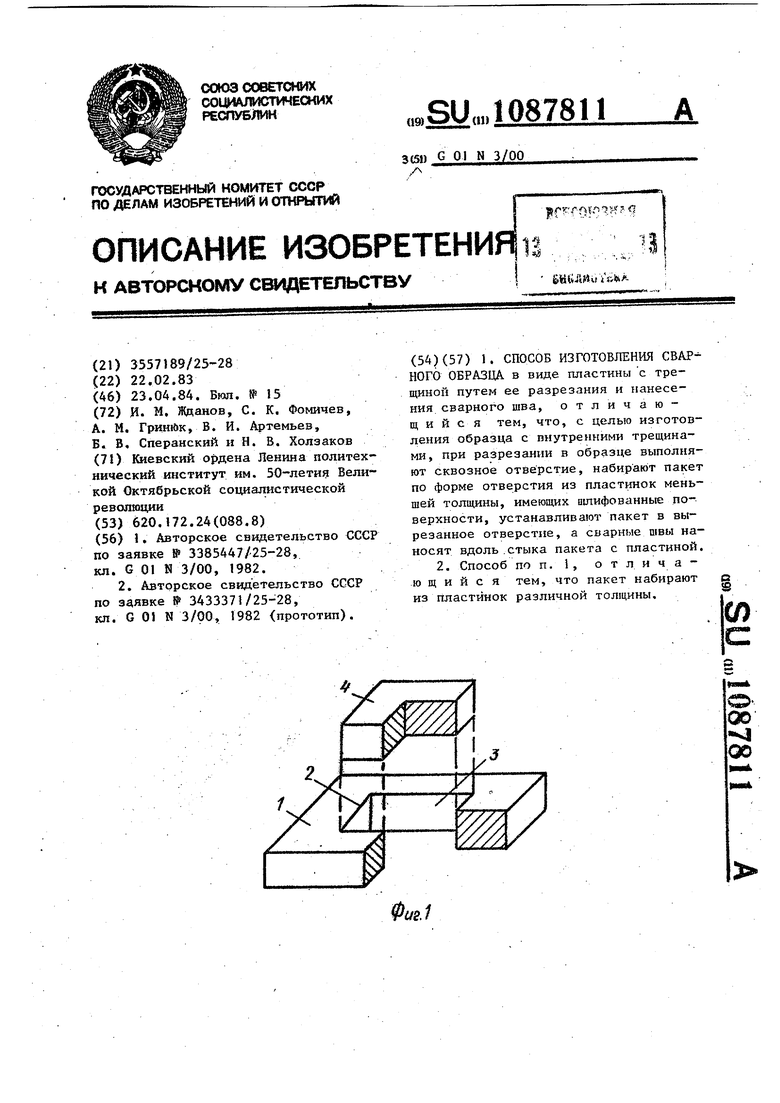
фигЛ
Фи1.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке № 3385447/25-28, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по эдявке № 3433371/25-28, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| fс | |||
| fi , | |||
| : :.:- .-- | |||
| . | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
