Изобретение относится к электротехнике и предназначено для управления главными электроприводами клетей чистовой группы непрерывного листового стана горячей прокатки, снабжен ной подвижными петледержателями,уста новленными в межклетевых промежутках и осуществляющими регулирование; натя жения и- петли металла путем изменени скорости главных электроприводов. Известно устройство управления главными электроприводами чистовой группы клетей, содержащее регуляторы петли металла, выходы которых под ключены через умножители к входам регуляторов скорости всех клетей,кро ме средней так назьаваемой опорной клети, причем регуляторы петли в межклетевых промежутках, расположенных до опорной клети, воздействуют на скорости клетей, предшествугощих опорной, а регуляторы в промежутках за опорной клетью - на скорости клетей, следующих за опорной l , Наиболее близким по технической сущности к предлагаемому являетсяустройство для управления многодвига тельным электроприводом, включающее в себя блоки, индивидуального задания скорости клетей, выходом соединенные с одним из входов умножителей сигнала индивидуального задания скороети, выход которых подключен к одному из входов регуляторов скорости клетей, умножители сигнала регулятора петли, входы которых подключена к выходам регуляторов петли металла и датчиков скорости клетей, а выходы., кроме последнего, -- к второму входу регуляторов cKoi5ocTH, блок группового задания скорости, своимвыходом соединенный с одним входом сум1 1атора выходом связанного с шиной группового задания скорости 2j . Недостатком известнь1х устройств являетс51 то, что из-за неточного под бора соотношеьшя скоростей клетей регуляторы натяжения и петли последних трех промежутков могут изменять скорость последней клети на величину до 30%. Увеличение этой скорости ведет к образованию складок полосы на отводящем рольганге и препятстззует захвату полосы-моталкой. Этоприводи к тому, что необходимо устанавливать заведомо меньшую заправочную скорость, а это,в свою очередь,ведет к снижению производительности стана и уменьшению температуры ко,нда прокатки, определяющей физико-мехг1нические свойства проката, . его качество. Цель, изобретения - повышение производительнести стана при одновремен ном улучшении качества металла путем обеспечения неизменной величины заданной скорости прокатного двигателя последней клети чистовой группы. Поставленная цель достигается тем, что в устройстве для управления многодвигательным электроприводом, содержащем блоки индивидуального задания скорости клетей, выходом соеди- неннае с одним из входов умножителей сигнала индивидуального задания скорости, выход которых подключен к одному из входов регуляторов скорости клетей, умножители сигнала регулятора петли, входы которых подключены к выходам регуляторов петли металла и датчиков скорости клетей, а выходы кроме последнего - к второму входу регуляторов скорости, блок группового задания скорости, выходом соединенный с одншч входом сумматора, выходом связанного с шиной группового задания скорости, выход блока группового задания скорости соединен непосредственно с другим входом умножителя сигнала индивидуального задания скорости для последней клети, а другой вход сумматора подключен к выходу умножителя сигнала регулятора петли для последнего межклетевого промежутка,На чертеже представлена функциональная схема предлагаемого устройства . Устройство содержит блоки 1 и 2 индивидуального задания скорости, выходом соединенные с одним из входов умножителей 3 и 4 сигнала инди-видуального задания скорости, выход которых подключен к одному из входов регуляторов 5 и -б скоростей клетей 7 и 8, умножители 9 и 10 сигнала, входьл которых подключены к выходам регуляторов 11 и 12 петли металла, и датчиков 13 и 14 скорости клетей 7 и 8, а выход умножителя 9 сигнала к второму входу -регулятора 5 скорости, блок 15 группового задания скорости, выходом соединенный с одним входом сумматора 16, выходом связанного с шиной группового задания скорости, выход блока 15 группового задания скорости соединен непосредственно с другим входом умножителя 4 сигнала индивидуального задания скорости для последней клети, а другой вход сумматора 16 подключен к выходу умножителя 10 сигнала регулятора 12 петли для последнего межклетевого промежутка, .Устройство работает следующим обра 3 ом При отклонении петли еталла в последнем межклетевом промежутке от заданного значения изменяется выходной сигнал регулятора 12 и результирую1дий сигнал иа выходе умножителя 10(, который алгебраически су1 1мируется на входе сумматора 16 с выходным сигналом блока 15 группового задания скорости,.В результате на выходе сумматора 16 меняет310453454
ся напряжение, велгпииа .следней, выходной клети 8 4HCTOBbff
пропорциональна заданному значениюгруппы стана, что повышает его rtpoскорости всех чистовьвс клетей отизводительность.
первой до предпоследней включитель- Предлагаемое устройство обеспечино. Соответственно, скорость послед-вает Неизменную величину скорости ней клети 8 остается неизменной, 5прокатного двигателя последней а скорости остальных клетей пропор-клети чистовой группы стана. Благоционально изменяются,даря этому достигается существенный Таким образсяи, регулирование пет-экономический эффект от использовали в последнем межклетевом промежут-нйя изобретения, выражаемый в повыке осуществляется изменением скорое- 10шении производительности стана при ти предпоследней клети 7 при абсо-одновременном улучшении качества мелютной стабилизации скорости по-талла.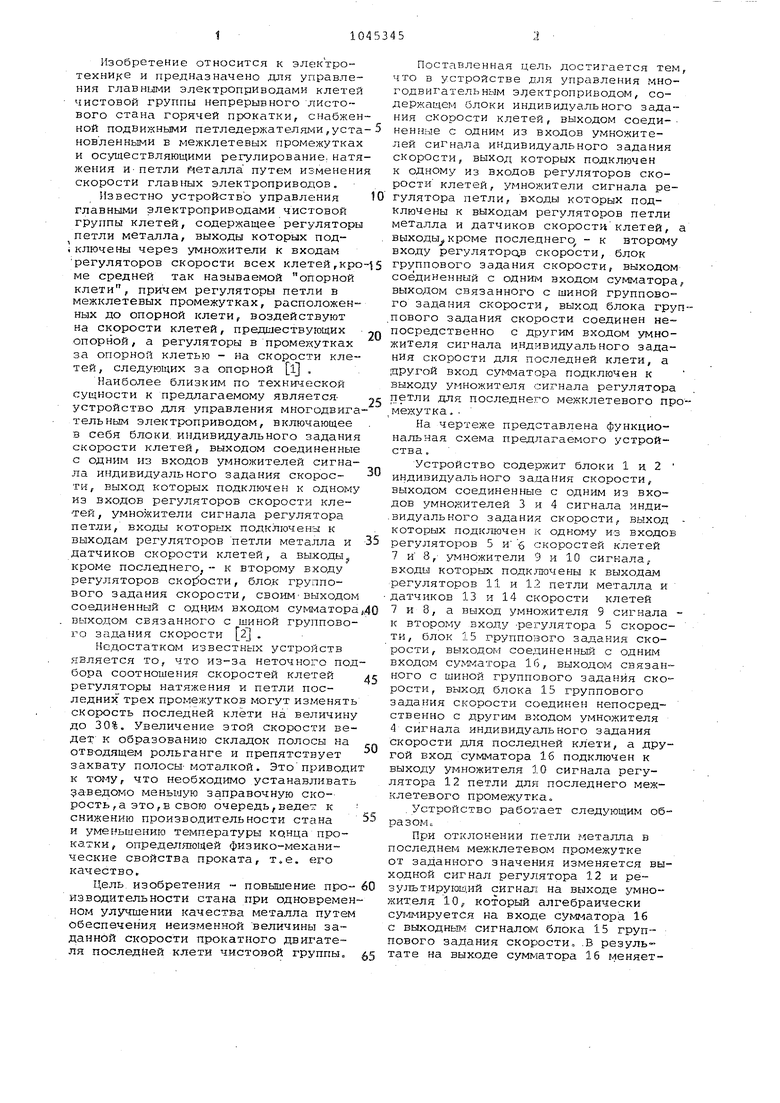
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления многодвигательным электроприводом | 1981 |
|
SU974537A1 |
| Многодвигательный электропривод | 1987 |
|
SU1534740A1 |
| Способ автоматического управления электроприводами петледержателей чистовой непрерывной группы клетей стана горячей прокатки | 1982 |
|
SU1041189A2 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПРОКАТЫВАЕМОЙ ПОЛОСЫ В ПЕРВОМ МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ЧИСТОВОЙ ГРУППЫ СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2016 |
|
RU2646305C1 |
| Электропривод для петледержателя на непрерывном листовом стане горячей прокатки | 1982 |
|
SU1073869A1 |
| Устройство управления скоростными режимами непрерывного стана горячей прокатки | 1976 |
|
SU595024A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2446026C2 |
| Устройство для автоматического регулирования охлаждения полосы в чистовой группе стана горячей прокатки | 1983 |
|
SU1158268A1 |
| Система регулирования температуры полосы на выходе стана горячей прокатки | 1981 |
|
SU971543A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ НАСТРОЙКИ СКОРОСТЕЙ СМЕЖНЫХ КЛЕТЕЙ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПО ЗАДАННОМУ МЕЖКЛЕТЕВОМУ НАТЯЖЕНИЮ ПОЛОСЫ И ВЕЛИЧИНЕ ПЕТЛИ | 1998 |
|
RU2126304C1 |
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ МНОГОДВИГАТЕЛЬНЫМ ЭЛЕКТРОПРИВОДОМ, содержащее блоки индивидуального задания скорости клетей, выходом соединенные с одним из входов умно жителей сигнала индивидуального задания скорости, выход которых 7 подключен к одног-iy из входов регуляторов скорости клетей, умножители сигнала регулятора петли, входь которых подключены к вьоходам регуляторов петли металла и датчиков скорости клетей, а выход, кроме последнего,- к второму входу регуляторов скорости, блок группового задания скорости, выходом соединенный с ОДНШ.1 входом сумматора, выходом связанного с шиной группового задания скорости, oтличaю eecя тем, что, с целью повышения производительности стана при одновременном улучшении качества металла путем обеспечения неизменной величины заданной скорости прокатного двигателя последней клети чистовой группы, выход блока группового задания скорости соединен непосредственно с другим входом умножителя сигнала индивидуального задания скорости для последней клети, а другой вход сумматора подключен к выходу умножителя сигнала регулятора петли для последнего межкпетевого промежутка. Ф Т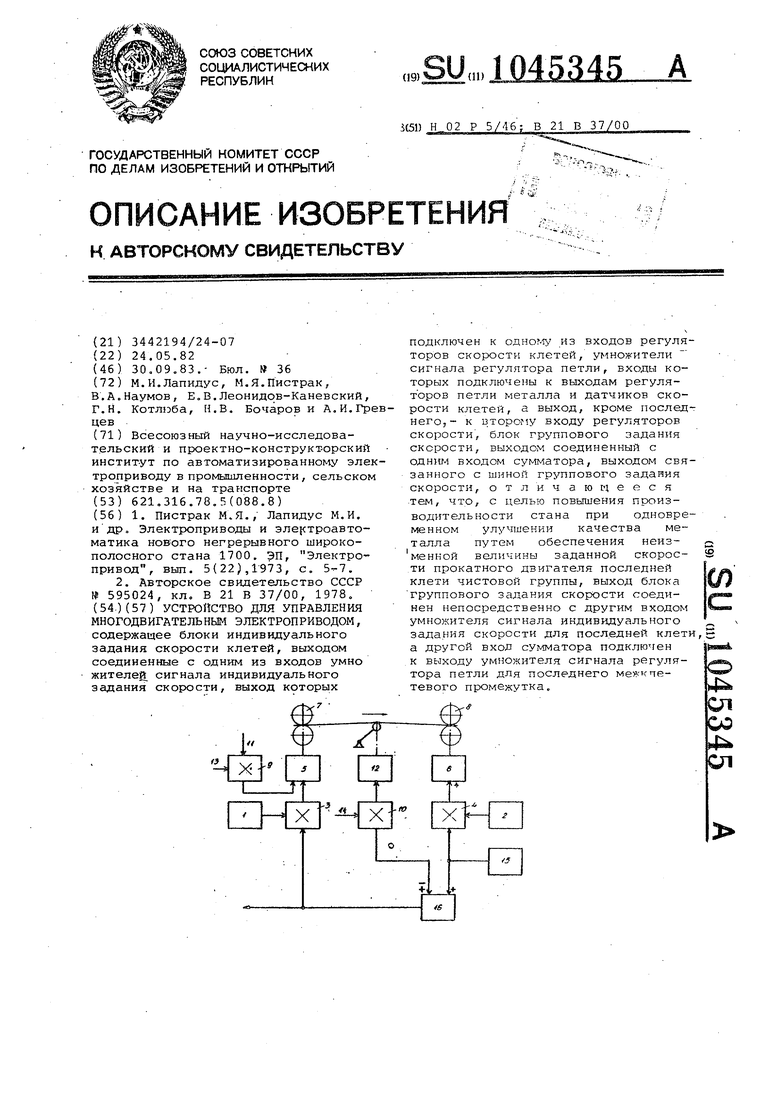
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пистрак М.Я., Лапидус М.И | |||
| и др | |||
| Способ присоединения добавительных трубок инжекторам любой системы | 1921 |
|
SU1700A1 |
| ЭП, Электропривод, вып | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
