РСзобретение относится к электротехнике и предназначено для автоматического управления главными электроприводами клетей чистовой группы непрерывного, листового стана горячей прокатки, снабженной подвижными яeтлeдepжiaтeлями, установленными в межклетевых промежутках и осуществляющими регулирование натяжения и петли металла путем изменения скорости главных электроприводов.
Известно также устройство управления главными электроприводами чистовой группы клетей, содержащее регуляторы петли металла, выходы которых подключены через умножители к входам регуляторов скорости всех петлей кроме средней, так называемой опорной :клети, прячем регуляторы петли Э межклетевых промежутках, раояоложенных до опорной клети, воздействуют на скорости клетей, предшествующих опорной а регуляторы в промежутках за опорной-клетью - на скорости клетей, последующих по отношению к опорной Л.
Как показывает-опыт эксплуатации, из-за неточного, подбора соотношения скоростей клетей регуляторы натяжения
и петли последних трех промежутков могут изменять скорость последней клети на величину до 30%. Увеличение этой скорости ведет к образованиюскладок цолосы на отводящем рольганге и препятствует захвату полосы моталкой. Это приводит к тому, что необходимо устанавливать заведомо меньшую заправочную скорость, а это, в свою очередь, приводит к снижению производительности стана и уменьшению температуры конца прокатки, определяющей физико-механические свойства проката, т.е. его качество.
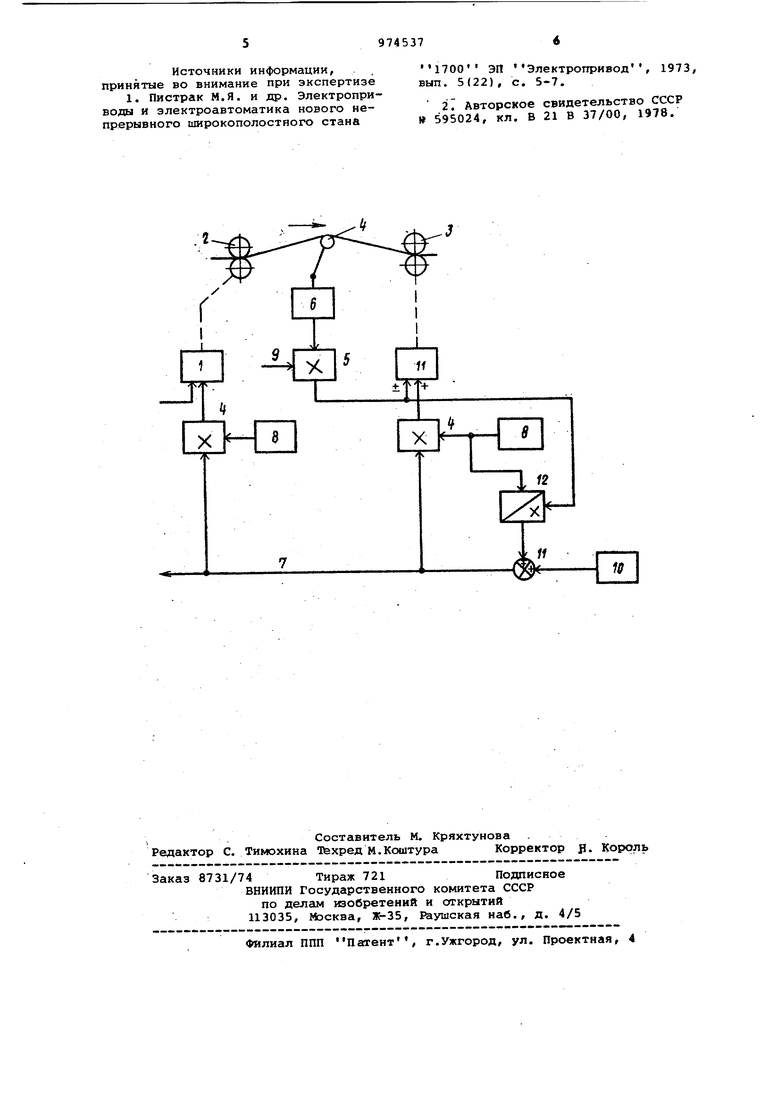
Наиболее близким к изобретению является устройство автоматического управления многодвигательным электроприводом, содержащее регуляторы скорости, каждый из которых соединен своими входами с выходами ум ножителя сигнала индивидуального зада|Ния скорости и умножителя сигнала регулятора петли, причем входы первого из упомянутых умножителей подключены к шине задания заправочной скорости и к выходу блока индивидуального задания скорости, а входы второго умножителя к выходам датчика скорости клети и регулятора петли металла, блок гуппового задания заправочной скорости, своим выходом соединенный с входом сумматора, выходом связанного с шиной, заправочной скорости f 2 Недостаток данного устройства состоит в том, что при изменении петли металла в последнем межклете-j вом промежутке могут возникать значительные динамические и статистические отклонения скорости электропривода последней клети, т.е. выходной скорости чистовой группы. Это приводит к необходнмости соответствующего снижения заправочной скорости и, как следствие, к уменьшению производительности стана и ухудшению качества продукции. Целью изобретения является повышение производительности стана при одновременном улучшении качества продукции. Поставленная цель достигается тем что в устройстве для. автоматического управления многодвигательным электро приводом дополнительно введен лможительно-делительный блок, множительны вход которого присоединен к выходу умножителя сигнала регулятора- петли в последнем м |:клете0ом промежутке, Делительный вхОд - к выходу блока индивидуального задания скорости последней клети, а выход соединен со вторым входом сумматора. На -чертеже представлена функциональная схема предлагаемого устрой ства. Устройство содержит регуляторы 1 скорости, электродвигателей 2,3 непрерывного листового стана горячей прокатки, каждый из которых соединен своими входами с выходами умножителя 4 сигнала индивидульного задания ско рости и умножителя 5 сигнала регулят ра 6 петли,. лричем входы каждого из умножителей 4 подключены к шине 7 задания заправочной скорости и к выхо- ду блока 8 индивидуального задания скорости, а входы каждогО из умножителей 5 - к выходам соответствующих датчиков 9 скорости клети и регулятора б петли металла, блок 10 группового задания заправочной скорости своим выходом соединенный с входом сумматора 11, выходом связанного с шиной 7 задания заправочной скорости множительно-делительный блок 12, множительный вход которого присоединей.К выходу умножителя 5 в последне 1межклетевом промежутке, делительный вход - к выходу блока 8 последней клетки, а выход соединен со вторым входом сумматора 11. Устройство работает следующим образом. Задание скорости клети 3 образуется на выходе умножителя 4 как произведение двух сигналов, первый из которых пропорционален напряжению на шине 7 задания заправочной скорости, а второй - напряжению на выходе блока 8. При отклонении петли металла от зсщанной Изменяется сигнал на выходе регулятора 6, Этот сигнал поступает через умножитель 5, соединенный входом с датчиком 9 скорости последней клети, на вход регулятора 1 скорости указанной клети и одновременно на множительный вход блока 12, на делительный вход которого поступает выходной сигнал блока 8. Выходной сигнал блока 12 алгебраически суммируется в сумматоре 11 с выходным сигналом блока 10, Сигнал с выхода сумматора 11 поступает на шину 7 . В результате суммарный сигнал задания на входе регулятора 1 и, соответственно, скорость клети 3, остаются неизменными, а скорости остальных клетей изменяются пропорционально изменению напряжения на шине 7 задания заправочной скорости. Таким образом, регулирование петли в последнем промежутке осуществляется изменением скорости предпоследней клети 2 при абсолютной стабилизации скорости последней, выходной клети 3 чистовой группы стана, что превышает производительность стана. Формула изобретения Устройство для автоматического управления многодвигательным злектрюприводом, содержащее регуляторы скорости электродвигателей клетей непрерывного листового стана горячей прокатки, каждый из которых соединен своими входами с выходами умножителя сигнала индивидуального згщания скорости и умножителя сигнала регулятора петли, причем входы первого из упомянутых умножителей подключены к шине задания заправочной скорости и к выходу блока индивидуального задания скорости, а входы второго умножителя - к выходам датчика скорости клети и регулятора петли металла, блок группового задания заправочной скорости, своим выходом соединенный с входом сумматора, выходом связанного с шиной заправочной скорости, отличающееся тем, что, с целью повьлиения производительности стана при одновременном улучшении качества продукции, в него дополнительно введен множительно-делительный блок, множительный вход которого присоединен к выходу умножителя сигнала регулятора петли в последнем /межклетевом промежутке, делительнь1й бход - к- выходу блока индивидуального задания скорости последней клети, а выход соединен со вторым входом-сумматора.
Источники информации, принятые во внимание при экспертизе
1. Пистрак М.Я. и др. Электроприводы и электроавтоматика нового непрерывного широкополостного стана
1700 ЭП Электропривод, 1973, вып. 5(22), с. 5-7.
2. Авторское свидетельство СССР 595024, кл. В 21 В 37/00, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления многодвигательным электроприводом | 1982 |
|
SU1045345A1 |
| Многодвигательный электропривод | 1987 |
|
SU1534740A1 |
| Способ автоматического управления электроприводами петледержателей чистовой непрерывной группы клетей стана горячей прокатки | 1982 |
|
SU1041189A2 |
| Устройство управления скоростными режимами непрерывного стана горячей прокатки | 1976 |
|
SU595024A1 |
| Устройство управления скоростным режимом группы клетей непрерывного прокатного стана | 1986 |
|
SU1397111A1 |
| Способ автоматического управления электроприводами петледержателей чистовой непрерывной группы клетей в стане горячей прокатки | 1979 |
|
SU865453A1 |
| Устройство для автоматического регулирования охлаждения полосы в чистовой группе стана горячей прокатки | 1983 |
|
SU1158268A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ НАСТРОЙКИ СКОРОСТЕЙ СМЕЖНЫХ КЛЕТЕЙ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПО ЗАДАННОМУ МЕЖКЛЕТЕВОМУ НАТЯЖЕНИЮ ПОЛОСЫ И ВЕЛИЧИНЕ ПЕТЛИ | 1998 |
|
RU2126304C1 |
| Устройство для управления температурой полосы при прокатке | 1984 |
|
SU1227279A1 |
| Устройство стабилизации ширины полосы на станах горячей прокатки | 1974 |
|
SU534265A1 |
