Существующие станки (прессы) для стыковой сварки имеют два или три силовых привода для зажатия и сдавливания свариваемых деталей. Это услолсняет коиструкцию стайка, его настройку и увеличивает вес.
Предлагаемая конструкция станка отличается от существующих наличием одиого силового иривода для зажима и сдавливания свариваемых деталей. Такое решение уирощает конструкцию станка, его настройки и снижает вес.
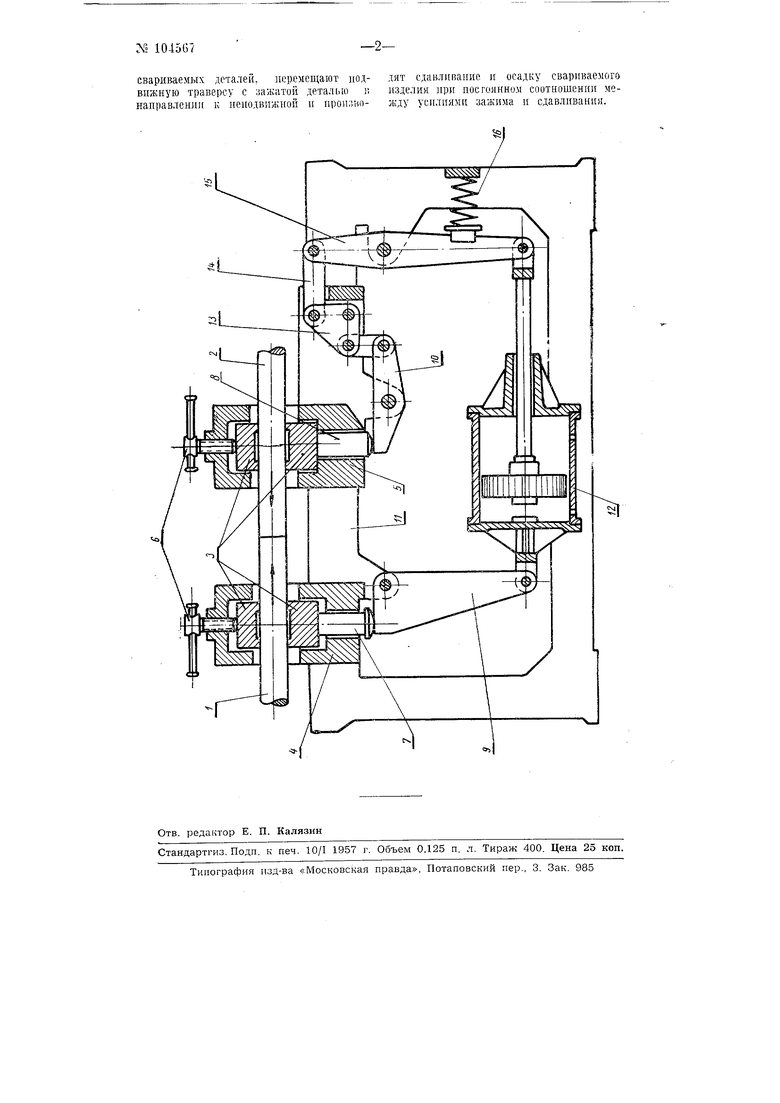
На чертеже представлена конструктивная схема станка.
Две свариваемых детали (1) и (2) закладываются в зажимные платки (3). установленные иа неподвижной траверсе (4) и иодвижиой (о) и поджимаются ручными зажимами (6). Нижние плашки опираются на толкатели (7) и (8), которые в свою очередь опираются иа рычаг:: (9) и (10). Рычаг (9) иодвешеи к раме пресса (И) и нижним коицом связан с цилиидром силового привода (12), а рычаги (10) и (13) подвешены к кориусу подвижной траверсы. Рычаг (13) при помощи серьги (14) связан с верхним коиJIOM рычага (15), нижний конец которого связан с норшнем цилиндра (12). Средняя точка рычага (15) иодвеишиа к 1)аме пресса.
Возвратная иружина (16) при отсутствии давления в цилиндре сдвигает ioiвижную траверсу вправо, а поршень и цилиндр (12) - влево до тех иор, пока толкатель (7) уирется своим заилечцко.м в корпус неподвижной траверсы.
llpir иодаче давления в цилиндр (12) усилие, развиваемое )1м через оиисанную систему рычагов, перемещает иодвижную траверсу влево до соприкосновения свариваемых деталей и одновременно зажимает их в нлашках. Носле нагрева етыка деталей иод действием того же усилия нроисходит осадка и сваркл их.
Нагрев свариваемых деталей осущест ляется постоянным источником тепла (газовым пламенем, электрическим током и др.).
Конструкция позволяет осуществлять центровку свариваемых деталей в одиок плоскости (в плоскости чертел;а) без доиолн1гтельных устройств, которая выполняется вращением зажима (6) (без давлеиня в силовом цилиндре) на неподвижной траверсе.
Соотношение между усилием зажнма деталей и усилие м их сдавливання всегда постоянно (КО 1СТРУКТИВИЫЙ nS.:dметр) } не зависит от давления в силовом цилиндре.
Н р е д м е т и з о б р е т е и и я
Сварочный иресс, состоящш из станиИ1,1, неподвп;);ной и подвижной т))ав1фс для зажатия свариваемых деталей и их центровки, о т л и ч а ю щ и и с я тем, что, с целью умепьипшия веса пресса п упрощения его обслуживания, для однсврсменпого зажима и сдавлива пгя деталей ирнменеи один и тот же сиювоГх привод, усилия от которого через систему рычагов производят зажатие ойсих
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для стыковой электроконтактной сварки труб большого диаметра | 1973 |
|
SU500934A1 |
| Машина для сварки трением | 1984 |
|
SU1253754A1 |
| Штамп для чистовой вырубки | 1977 |
|
SU662207A1 |
| Станок для фрезерования карманов во втулках | 1983 |
|
SU1151376A1 |
| Пресс | 1983 |
|
SU1165545A1 |
| ШТАМП ДЛЯ СТЫКОВОЙ СВАРКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1971 |
|
SU288957A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU284208A1 |
| СТАНОК ДЛЯ СТЫКОВКИ концов ЗАГОТОВОК АВТОКАМЕР | 1970 |
|
SU284292A1 |
| Способ навивки на сетконавивальных станках сеток для приемно-усилительных радиоламп и устройство для осуществления способа | 1955 |
|
SU114089A1 |
| Зажимное устройство | 1986 |
|
SU1324803A1 |