Изобретение относится к сварке трением, а именно к конструкции машин для сварки трением длинномерных стержней.
Целью изобретения является упроще- кие конструкции и облегчение условий эксплуатации.
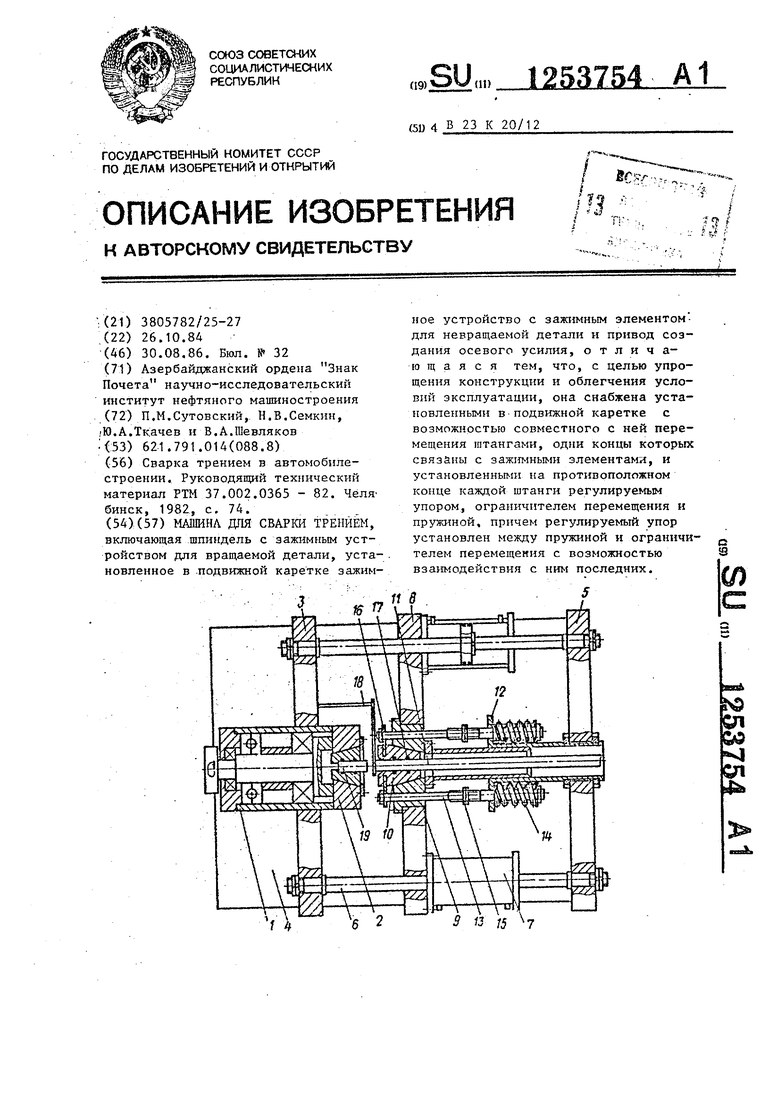
Па чертеже изображена машина для сварки трением, общий вид.
Машина состоит из шпинделя 1с укрепленной яа нем цангой 2 - задаем вращающейся детали, имеющий бурты, в которые унирается заготовка. Шниндель установлен на неподвижной траверсе.3, закренлениой на станине 4, На стани- не 4 закреплена, коггтртраверса 5, которая соединена с неподвижной тра- версой 3; двумя стяжками 6. 1а стяж- ; как 6 установлены Ц1шиндрь 7 - приводы осевого усилия, соединенные гид- равлическм параллельно. Стяжки б являются штоками ц шиндров 7, опирающихся на подвижную каретку 8, в центре которой установлена планшайба 9 зажтма 10 для закрепления иевра- щаюи1ейся детали 11 . Регулируемый yjTop 12 закреплен па контртраверсе 5. Штанги 13 установлены в подвижной , каретке 8 и предназначены для обес- гпечения раскрепления и закрепления зажима 10, На штангах 13 установлены пружины сжатия 14, которые упираются в регулируемый упор и гайки, уста- новленные на концах штанг. На штанга установлены с возможностью перемеще- иия по ней ограничители 15. При помощи ограни чителей 15 устанавливается момент раскрытия цангового зажима 10. Кулачки зажима связаны со штацгами опорным диском 16. Пружины 17 установлень внутри зажима 10. На траверсе 3 установлен откидной упор 18, обеспечиваюишй требуемый вьшет невращающе)1ся детал.и .11 / Вращающуюся деталь 19 устанавлт1вают в цангу 2.
Машина работает следующим образом , Перед сваркой давление с гидропривода подается в правую полость цилиндров 7. Каретка 8 дв гжется по стяжкам б вправо, освобожд.ая пруяп ны сжатия 14 и продвигаясь далее, опирается орг анкчцтелямп 15 на регулируемый упор 12. Штангп 13, связанные с кулачками зажима 10 через опорный диск 16; выдвигают кулачки планшайбы 9. и кольцевые пруж1П ы 17 разводят nXj обеспечивая проход для свариваемой детали 11. Продвигаясь далее
каретка паезжает на конечные выключатели (не показаны) и останавливаются, отключая через электросхему управления гидрорзснредйлители. В этом исходном положении Г роизводят загрузку деталей в зажимы, подавая певращающ пося деталь до откидного упора 8, обеспечивая требуемьш выле детали и устанавливая вращающуюся деталь 19 в цангу 2.
Загрузив детали, подают команду Пуск, при этом каретка движется влево, откидной упор убирается, кулачки иод действием штанг начинают сдвигаться, пружины 14 при этом сжимаются и обеспечива.ют предварительное зажатие невращающейся детали Далее неврап(ающаяся деталь своим торцом давит на торец вращаюгцейся детали, которая, опираясь на бурты цанги перемещает ее внутрь планшайбы, вследствие чего происходит зажатие детали.
Далее следует процесс сварки трением по общепринятой схеме. После окончауиш сварки детали раскрепляются таким образом: каретка движется в исходное положение. При этом из-за того, что пружины 14 создают догголни тельное сопротивление раскрепленпю невращающегося зажима, сначала раскрепляется враща101цийся зажим, сваренное изделие транспортируется из него па длину, определенн то установкой ограничителей 15 относительно регулируемого упора 12, После упора ограничителей кулачки цангп останавливаются вместе со сваренной деталью а каретка продолжает двигаться дальше самостоятельно до ее крайнего исходного положения, при этом нружи- 17 кулачков разводят их, освобождая сваретише изделие. После этого возможен съем сварного изделия с машины.
Предлагаемая конструкция машины кинематически обеспечивает предварительное сведение кулачков цанги на зажимаемой детали (закрепление ее), транспортирование певращлющейся де- тапп до упора в торец ранее установленной вращающейся детали, окончательное закрепление свариваемых деталей воздействием макс :мального осевого сварочного усилия, сварку, освобождение CBaponjiofi детали мз в р а L la юща г о с я з ажи Nra , у с т л и о ил е н но г о на гапинделе машинь, трЛ Юпортирование сваренного изделия на определен нее расстояние, достаточное для вывода конца изделия из вращающегося зажима, и только после этого раскрепление зажима невращающейся детали.
Предлагаемая конструкция позволяет отказаться от индивидуальных при- I водов Зажимов вращающейся и невращающейся деталей. Оба зажима приводятся от силового привода осевого
Редактор Т. Парфёнова Заказ 4666/16
Составитель И. Фелицина
Техред М.Ходанич Корректор А. Тяско
Тираж 1001
Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
2537544
усилия, являющегося принципиально необходимым, при сварке трением. Отсутствие дополнительных приводов позволяет значительно упростить конструк- 5 цию шпиндельного узла. Отсутствует и фрикционно тормозной механизм. И, следовательно, отсутствуют необходимые цепи управления, что существенно облегчает наладку и обслуживание ма- 0 ,шины. При этом значительно уменьшается энергоемкость .машины, ее металлоемкость, габариты и масса.
Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки трением | 1981 |
|
SU1061961A1 |
| Машина для инерционной сварки трением | 1986 |
|
SU1412913A1 |
| Машина для сварки трением | 1988 |
|
SU1611647A1 |
| Машина для сварки трением | 1978 |
|
SU806323A1 |
| МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ ТЕЛ ВРАЩЕНИЯ | 2011 |
|
RU2506146C2 |
| Зажимное устройство машин для сварки трением | 1984 |
|
SU1376379A1 |
| Пресс | 1983 |
|
SU1165545A1 |
| Механизированная поточная линия для сборки и сварки металлоконструкций | 1983 |
|
SU1174219A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ ИЗ ПОЛИПРОПИЛЕНА | 2015 |
|
RU2598014C1 |
| Машина для ориентированной сварки трением длинномерных изделий из 3-х деталей | 1987 |
|
SU1418018A1 |
| Сварка трением в автомобилестроении | |||
| Пишущая машина | 1922 |
|
SU37A1 |
| Челя бинск, 1982, с | |||
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
