О
i
9Ь
О
о
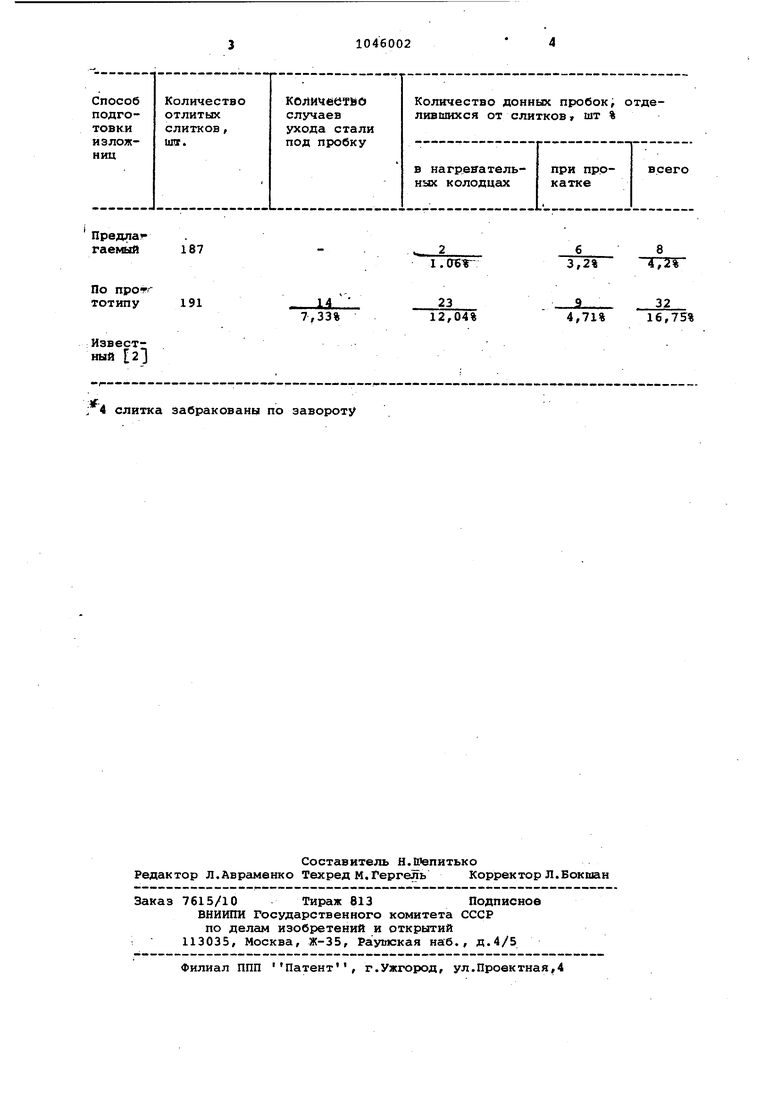
SD И,зобретение относится к производству стальных слитков, а именнр к способам подготовки изложниц к разливке, стали. Известен способ подготовки изложниц к разливке стали, включающий их установку на поддон и загрузку на дно изложницы алюминиевой дроби- tl. Недостатком известного способа является необходимость применения относительно дефицитного и дорогостоящего материала - алюминия, расхо которого при отливке крупных слитков очень велик. Кроме того, засыпк алюминия с целью повышения вязкости стали и устранения ее ухода из изло ницы требует, применения специальных приспособлений. Наиболее близким к предлагаемому по технической сущности и достигаемому результату явл-яется способ под готовки изложницы к разливке стали, включающий, ее охлаждение, чистку, покраску, установку на поддон и установку донной пробки Г ЗОднако устанавливаемые в изложницы пробки по разным причинам (несоответствие их размеров размерам донного отверстия, небрежная устано ка, износ или размыв донного отверстия и т.д.) неплотно закрьшают отверстие в дне изложницы, что прив дит к уходу стадии под донную пробку При.этом необходимость вести разлив ку, приторможенной струей создает опасность получить бракованный слИ ток. Кроме того, применяемые обычно пробки имеют корродированную поверх ность. Слой окислов препятствует удовлетворительной свариваемости слитка с пробкой, что приводит к их отрыву. Цель изобретения - предотвращение ухода стали под донную пробку и. улучшение ее свариваемости со i слитком. Поставленная цель достигается .тем, что согласно способу подготовк глуходонных изложниц к разливке ста включающему ее охлаждение, чистку, покраску, установку на поддон и установку/пробки в донное отверстие изложницы, установку осуществляют путем заливки металла в донное отверстие изложницы с последующей его кристаллизацией. Залитый металл, затвердевая, образует пробку, плотно закрьшанвдую дояное отверстие. Максимальный литейный зазор межд пробкой и поверхностью донного отверстия не превышает 1,01,2 мм. Перекос пробки исключен. К моменту заливки температура .затвердешией ( пробки составляет 1000600С, а на ее поверхности отсутствует ржавчина, что способствует, хорошей .свариваемости пробки со слитком. Пример. При отливке 6,2-тонных слитквв из стали 35 ХНЛ эксплуа тируют 24 изложницы, из которых 12 подготавливают по обычной технолоиии . (по прототипу), а остальные - предлагаемым способом. В последнем случае донную пробку получают, заливая в каждую изложницу порцию стали, оставшейся в сталеразливочном ковше после предыдущей разливки. Дозировку стали контролируют по заполнению полости, образованной донным отверстием и поддоном. Изложницы выдерживают 40 мин до полного затвердевания стали, образукнцей; пробку. Контроль затв.ердевания осуществляют проволочным щу пом. Разливку стали в изложницы производят параллельно по обычной технологии и фиксируют количество случаев ухода стали под пробку, а также количество отделившихся от слитков донных пробок. . . Данные эксперимента сведены в таблицу. Из таблицы видно, что-подготовка изложниц предлагаемым способом позволяет .полностью устранить уход стали под пробку, в то время как при обычной технологии подготовки изложниц число случаев аварийной заливки составляет 7,33%. Кроме того,, предлагаемый способ позволяет улучшить свариваемость донной пробки со слиткам: в 4 раза сокращается число случаев обламывания пробки со слитка. Экономический эффект от применения предлагаемого способа составляет 1,47 руб./т.
4 слитка забракован( по завороту
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЕРАЗЛИВОЧНЫЙ КОМПЛЕКТ | 1993 |
|
RU2043831C1 |
| Способ подготовки глуходонных изложниц | 1980 |
|
SU984646A1 |
| Способ получения плоских слитков направленной кристаллизацией | 1990 |
|
SU1825323A3 |
| Способ разливки спокойной стали сверху | 1978 |
|
SU854557A1 |
| Способ разливки стали сверху | 1989 |
|
SU1811968A1 |
| Глуходонная сифонная изложница | 1991 |
|
SU1803253A1 |
| Способ сифонной разливки стали | 1979 |
|
SU829320A1 |
| Изложница для разливки стали | 1979 |
|
SU793698A1 |
| Способ сифонной разливки стали | 1989 |
|
SU1685593A1 |
| Способ подготовки глуходонных изложниц для сифонной отливки слитков | 1989 |
|
SU1775217A1 |
СПОСОБ ПОДГОТОВКИ ГЛУХОДОННЫХ ИЗЛОЖНИЦ К РАЗЛИВКЕ СТАЛИ, включающий ее охлаждение, чистку, покраску,, установку на поддон и установку пробки в донное отверстие изложницы, Отличающийся тем, что, с целью предотвращения ухода стали под пробку и улучшения ее свариваемости со слитком, установку пробки осуществляют путем заливки металла в дфнное отверстие изложницы с последующей его кристаллизацией.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Повышение стойкости изложниц | |||
| Сборник, М., Металлургия вып.3, 1974, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Заверюха Н.В.и др | |||
| Подготовка изложниц и составов для разливки стали | |||
| М., Металлургия, 1970, с | |||
| Шкив для канатной передачи | 1920 |
|
SU109A1 |
