1Л
Ji
9д
О
4 ;О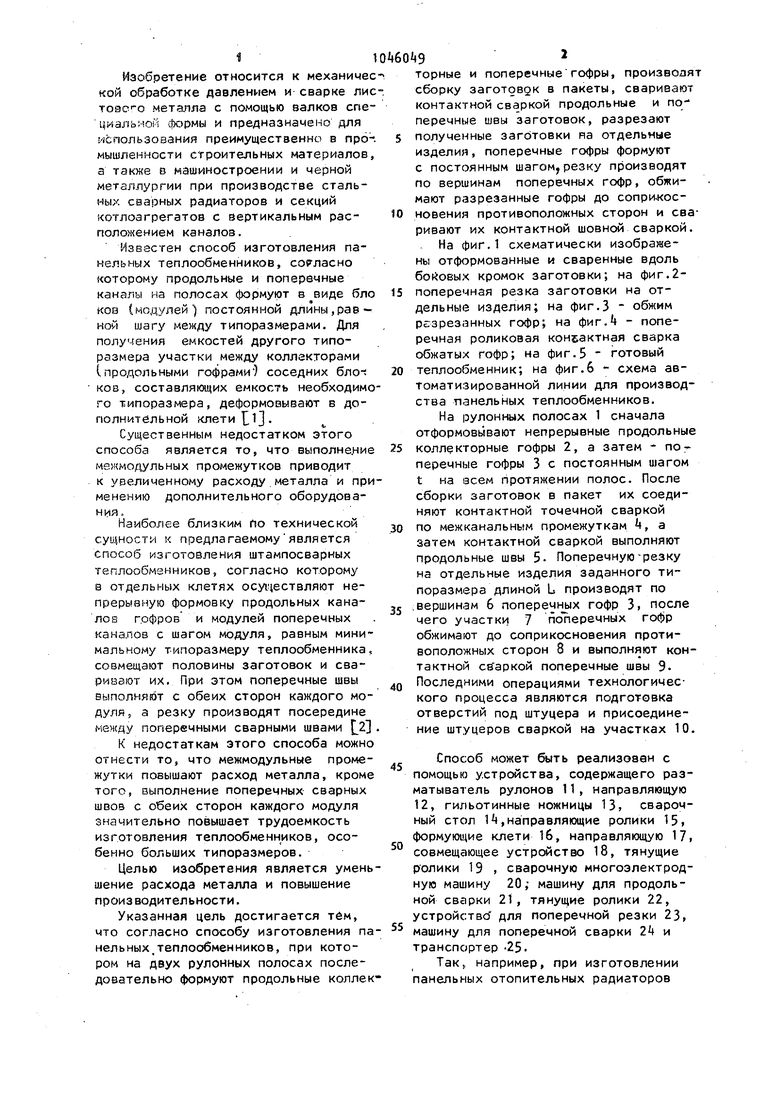

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления штампосварных теплообменников | 1980 |
|
SU967724A1 |
| Способ изготовления панельных теплообменников | 1990 |
|
SU1738543A1 |
| Способ изготовления штампосварных емкостей с замкнутым контуром | 1978 |
|
SU738723A1 |
| Способ изготовления панельных теплообменников | 1986 |
|
SU1342571A1 |
| Способ изготовления панельных теплообменников | 1986 |
|
SU1411085A1 |
| Способ изготовления штампосварных емкостей с замкнутым контуром | 1977 |
|
SU715186A1 |
| Стан для изготовления емкостей | 1969 |
|
SU295347A1 |
| Способ изготовления стальных панельных радиаторов | 1980 |
|
SU965668A1 |
| Способ изготовления спиральных теплообменников | 1990 |
|
SU1772570A1 |
| Способ изготовления профилей с гофрами | 1980 |
|
SU893309A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЬНЫХ ТЕПЛООБМЕННИКОВ, при котором на двух рулонных полосах последовательно формуют продольные коллекторные и поперечные гофры, производят сборку заготовок в пакеты, сваривают контактной сваркой продольные и поперечные швы заготовок и разрезают полученные заготовки на отдельные изделия, отличающийся тем, что, с целью уменьшения расхода металла и повышения производительности, поперечные гофры формуют с постоянным шагом, резку производят по вершинам поперечных гофр, обжимают разрезанные гофры до соприкосновения противополЬж(Л ных сторон и сваривают их крнтакт-п ной шовной сваркой.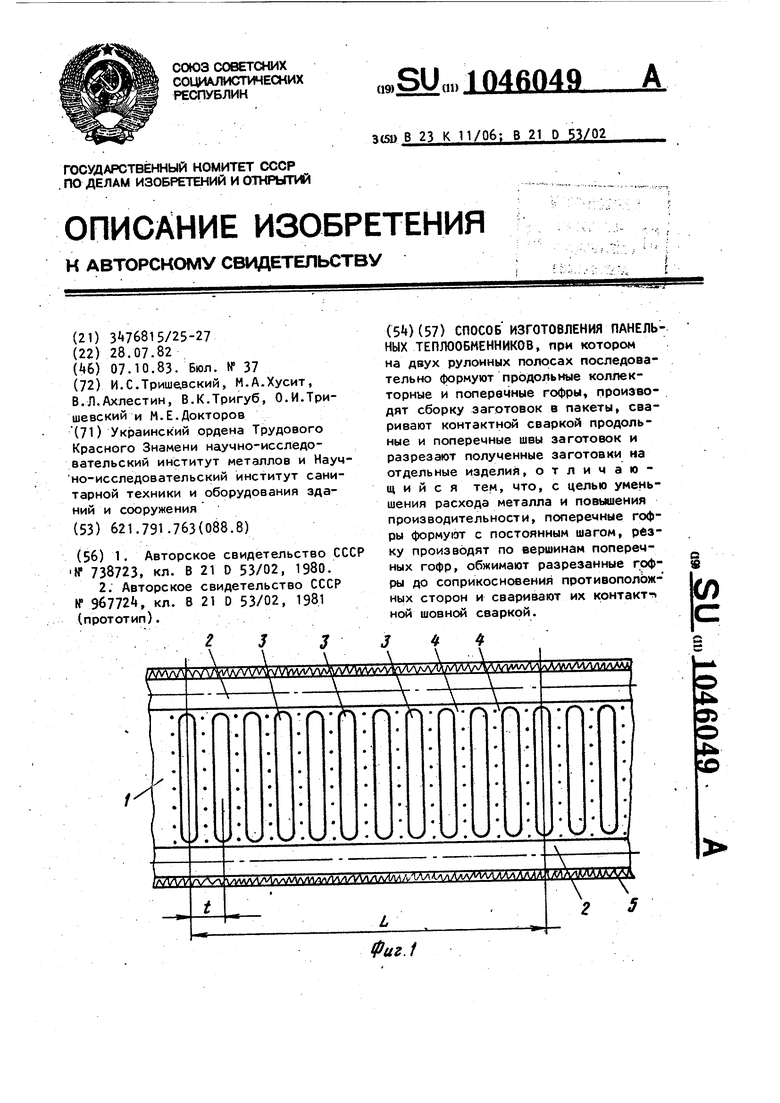
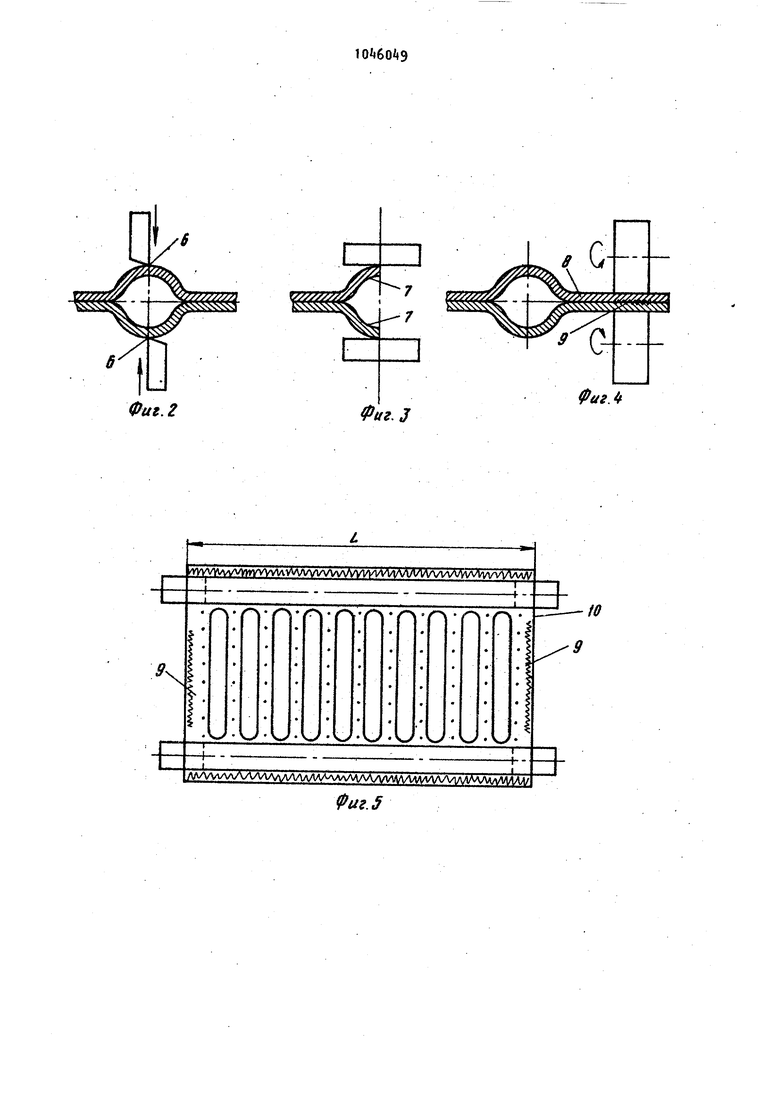
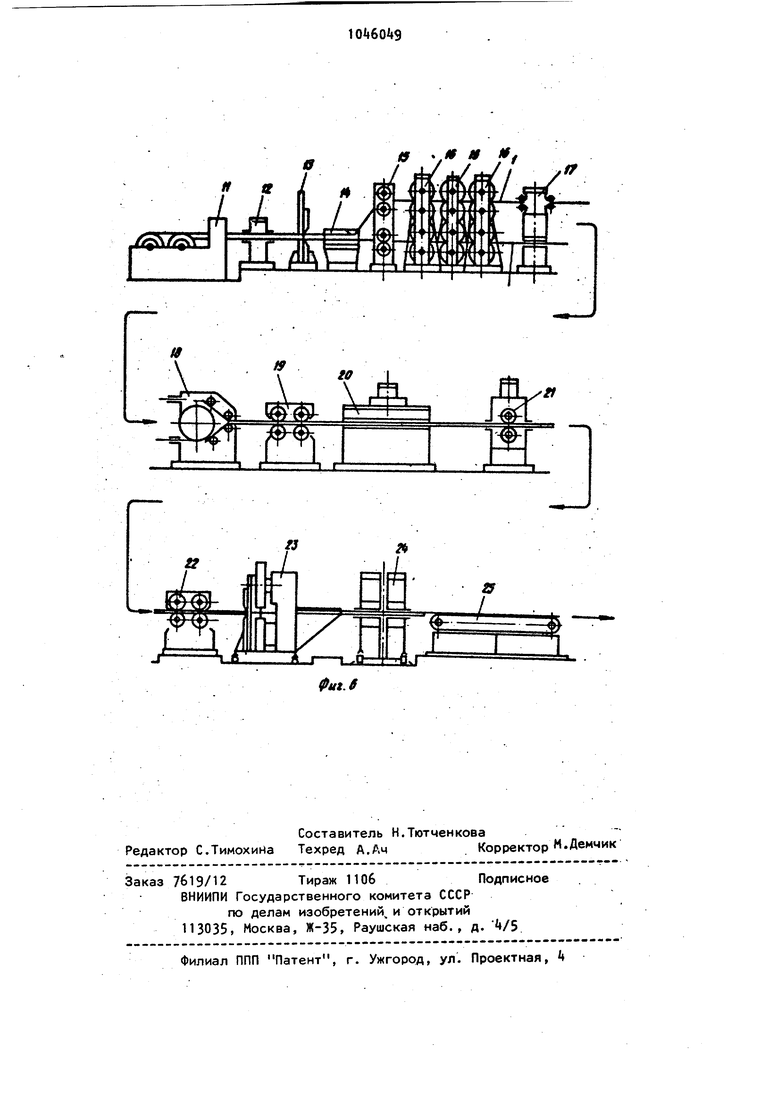
ug.f Изобретение относится к м6xaничe кой обработке давлением и сварке ли то9Оо металла с помощью валков спе циальной формы и предназначено для мспользования преимущественно в про мышлениости строительных материалов а также в машиностроении и черной металлургии при производстве стальных сварных радиаторов и секций котлоагрегатов с вертикальным расположением каналов. Известен способ изготовления панельных теплообменников, согласно которому продольные и поперечные каналы на полосах формуют в виде бл ков (модулей) постоянной длины,рае ной шагу между типоразмерами. Для получения емкостей другого типоразмера участки между коллекторами (продольными гофрами) соседних блоч ков, составляющих емкость необходим го типоразмера, деформовывают в дополнительной клети . Существенным недостатком этого способа является то, что выполнение межмодульных промежутков приводит к увеличенному расходу.металла и пр менению дополнительного оборудования. Наиболее близким По технической сущности к предлагаемомуявляется способ изготовления штампосварных теплообменников, согласно которому в отдельных клетях осуществляют непрерывную формовку продольных каналов г.офроБ и модулей поперечных каналов с шагом модуля, равным минимальному типоразмеру теплообменника совмещают половины заготовок и сваривают их. При этом поперечные швы выполня бт с обеих сторон каждого модуля, а резку производят посередине между поперечными сварными швами 2 К недостаткам этого способа можно отнести то, что межмодульные промежутки повышают расход металла, кроме того, выполнение поперечных сварных швов с обеих сторон каждого модуля значительно повышает трудоемкость изготовления теплообменников, особенно больших типоразмеров. Целью изобретения является умень шение расхода металла и повышение производительности. Указанная цель достигается тем. что согласно способу изготовления па нельныхдеплообменников, при котором на двух рулонных полосах последовательно формуют продольные коллек торные и поперечныегофры, производят сборку заготовок в пакеты, сваривают контактной сваркой продольные и поперечные швы заготовок, разрезают полученные заготовки на отдельные изделия, поперечные гофры формуют с постоянным шагом,резку производят по вершинам поперечных гофр, обжимают разрезанные гофры до соприкосновения противоположных сторон и сваривают их контактной шовной сваркой. На фиг.1 схематически изображены отформованные и сваренные вдоль кромок заготовки; на фиг.2поперечная резка заготовки на отдельные изделия; на фиг.З обжим разрезанных гофр; на фиг. - поперечная роликовая контактная сварка обжатых гофр; на фиг.5 - готовый теплообменник; на фиг.6 - схема автоматизированной линии для производства ланельных теплообменников. На рулонных полосах 1 сначала отформовывают непрерывные продольные коллекторные гофры 2, а затем - по перечные гофры 3 с постоянным шагом t на всем протяжении полос. После сборки заготовок в пакет их соединяют контактной точечной сваркой по межканальным промежуткам , а затем контактной сваркой выполняют продольные швы 5- Поперечную-резку на отдельные изделия заданного типоразмера длиной L производят по вершинам 6 поперечных гофр 3 после чего участки 7 поТНеречных гофр обжимают до соприкосновения противоположных сторон 8 и выполняют контактной сваркой поперечные швы 9Последними операциями технологического процесса являются подготовка отверстий под штуцера и присоединение штуцеров сваркой на участках 10. Способ может быть реализован с омощью устройства, содержащего разатыватель рулонов 11, направляющую 12, гильотинные ножницы 13, сварочный стол 1(Направляющие ролики 15, ормующие клети 16, направляющую 17, овмещающее устройство 18, тянущие олики 19 , сварочную многоэлектродую машину 20; машину для продольой сварки 21, тянущие ролики 22, стройств для поперечной резки 23, ашину для поперечной сварки 2 и ранспортер -2S. Так, например, при изготовлении анельных отопительных радиаторов типа PGB5 с вертикальным расположени ем каналов на полосах 1 из стали 08 кп шириной бЗО мм и толщиной 1,5 мм, которые с разматывателя руло нов 11 через направляющую 12, гильотинные ножницы 13 для обрезки концов рулонов, сварочный стол I для стыковки рулонов между собой, направ ляющие ролики 15 поступают в формующие клети 1б, отформовывают сначала непрерывные продольные коллекторные гофры 2 гяубиной 13,5 мм (в первой клети), а затем во второй клети - по .перечные гофры 3 глубиной 6,5 мм к. постоянным шагом, равным 33,33 мм на всем протяжении полос. Отформот ванные заготовки после третьей клети которая является калибрующей для про дольных гофр 2, проходят через нат правляющую 17 и совмещаются в устрой стве 18. С помощью тянущих роликов 19 совмещенные заготовки попадают в многоэлектродную сварочную машину 2 например типа МТМ-11, для сварки межканальных промежутков k. После этого в машине 21, например типа МШМ-1, контактной сваркой выполняют продольные швы 5. Поперченую резку на отдельные изделия (|радиаторы РСВ5 имеют 8 типоразмеров длиной «00-1500 мм) производят по вершинам 6 поперечных гофр 3 на устройстве 23, включающем гильотиннодисковые ножницы и пресс, на котором отжимают участки 7 поперечных гофр до их полного соприкосновения по сторо- нам 8. После этого в сварочной маши 2 (например, типа К-49б М) выполня ют поперечные швы 9 и радиаторы по транспортеру 25 подают на участок подготовки отверстий под штуцера и присоединения штуцеров к корпусу радиаторов, которое производят на специальных сварочных машинах или вручную электродуговой сваркой в среде углекислого газа. Далее радиа торы поступают на участок гидроиспытаний, а затем - на покраску и сушку. В результате использования изобретения достигается экономия металла при обеспечении возможности получения теплообменников оазличных типоразмеров с применением одного комплекта формующих валков. Экономия достигается за счет отформовки поперечных каналов с постоянjHM шагом на всей длине заготовки, т.е. без межмодульных промежутков. Так, например, при изготовлении по известной технологии радиатора типа РСВ5 длиной 625 мм, т.е. имеющего 15 поперечных каналов, на нём будут два межмодульных промежутка, длина которых равна 66,6 мм. При изготовлении по предлагаемой технологии длина радиатора уменьшается на эту величину (66,6 мм) при сохранении служебных свойств прибора (теплоотдачи). Экономия металла при этом составит 9. С увеличением длины радиатора экономия металла растет до 16% при длине радиатора 1500 мм. Кроме этого, предлагаемый способ позволяет расширить границы размеров теплообменников, т.е. изготовлять их с длинами, кратными, шагу noi перечных каналов (для радиаторов РСВ5-33,33 мм)о Известный же способ позволяет изготовлять радиаторы длиной, кратной модулю, т.е. 5t+t.. Согласно известному способу обеспечить изготовление радиаторов различных типоразмеров с использованием одного или даже двух комплектов валков не представляется возможным.В то же время согласно предлагаемому способу это можно сделать одним комплектом валков. Трудоемкость сварочных работ при изготовлении теплообменников соглас-, но предлагаемому способу значительно меньше (на 20-30) за счет устранения поперечных швов, выполняемых с обе Гхсторон каждого модуля при использовании известного способа. Предлагаемый способ изготовления панельных теплообменников позволяет экономить до 15 металла и повысить производительность труда на 20-30% за счет уменьшения объема сварочных работ и устранения операций перевалки валков и настройки оборудования.
Фш. Z
Фиг.З
тллУ1лл/жууууи1Мл/уууууууу1
19
го
.д
Г
1Я
9
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления штампосварных емкостей с замкнутым контуром | 1978 |
|
SU738723A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Проходной аппарат для поштучной жидкостной обработки кожи | 1952 |
|
SU96772A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| (Sk) | |||
