точных напряжений, что уменьшает срок службы теплообменников.
Целью изобретения является экономия металла и повышение качества путем исключения операции вырубки отверстия под штуцеры.
Поставленная цель достигается тем, что согласно способу изготовления штампосварных теплообменников, включающему последовательную формовку в отдельных клетях непрерывны продольных коллекторных каналов и модулей поперечных каналов с шагом модуля, соответствующим минимальном типоразмеру теплообменников, совмещение половин заготовок, выполнение контактной сваркой продольных и поперечных швов, резку полученных заготовок на отдельные типоразмеры, подготовку отверстий под штуцеры и присоединение штуцеров, перед совмещением половин заготовок на одной из на площадке между модулями поперечных каналов вдоль них с обеи сторон коллектора выполняют рельефы резку на отдельные типоразмеры выполняют посередине между рельефами, а поперечные контурные швы выполняют в два приема, при этом сначала выполняют рельефные сварные швы в. зоне присоединения штуцеров к корпусам теплообменников на длине рельефа, а затем промежуток между этими швами заполняют, соединяя их между собой контактной шовной сваркой.
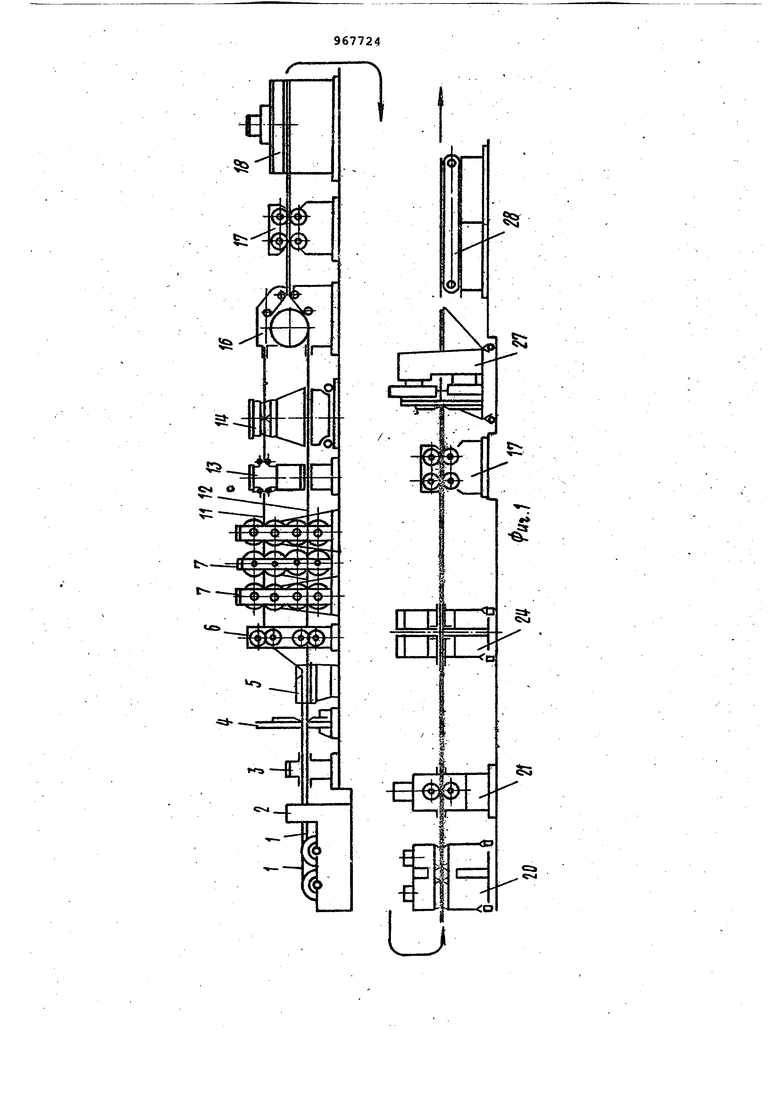
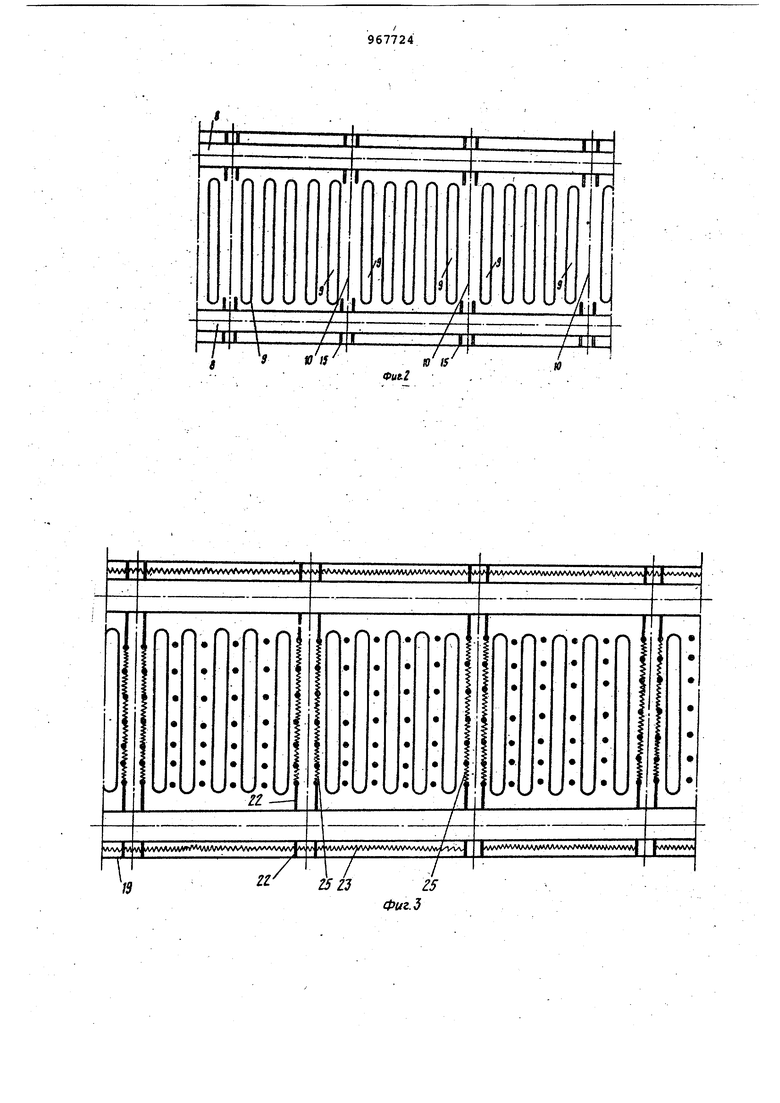
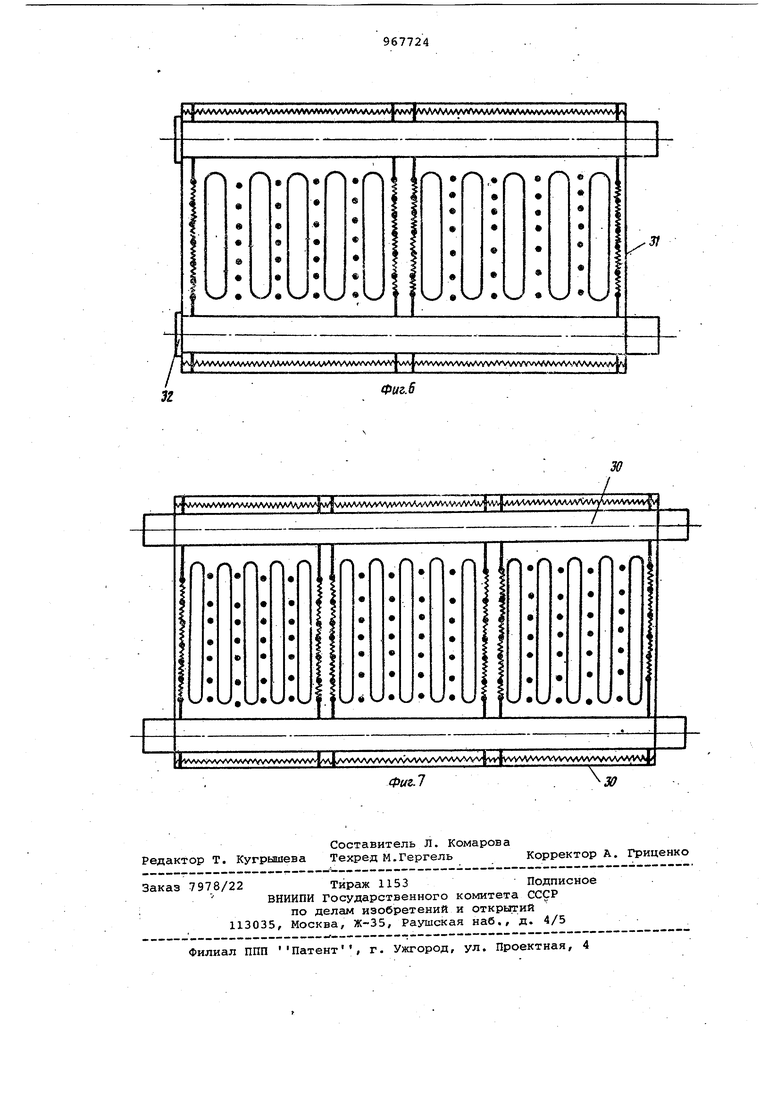
На фиг.1 представлена схема автоматизированной линии для производства теплообменников с вертикальными каналами; на фиг.2 - бесконечная заготовка (панель) с чередуюодамися модулями; на фиг.З - подготовленная к разрезке бесконечная заготовка корпусов теплообменников, сваренная из двух бесконечных панелей; на фиг.4 - отдельные корпуса теплообменников после резки бесконечной заготовки; на фиг.З - двухмодульный проходной теплообменник (отопитель.ный радиатор) с приваренными штуцерами; на фиг.б - двухмодульный конечный теплообменник (отопительный радиатор) с приваренными штуцерами; на фиг.7 - трехмодульный проходной теплообменник.
Проходньм отопительным радиатором назьшается радиатор, у которого присоединительные штуцера расположены с двух сторон корпуса радиатора, а конечным - когда штуцера расположены с одной стороны корпуса.
Способ изготовления теплообменни ков осуществляется следующим образом.
Лзнту 1, например, из стали 08 кп шириной 630 мм и толщиной 1,5 мм, с разматывателя рулонов 2 через направляющую 3, гильотинные ножницы 4 для обрезки концов, сварочный, стол
5 для стыковки рулонов между собой и направлнющ то б подают в формующее устройство 7.
В первой четырехвалковой клети формующего устройства 7 формуют продольные коллекторные гофры (каналы) , во второй клети - поперечные гофры (вертикальные каналы),.а третья клеть формующего устройства
7является калибрующей.
Продольные коллекто ные каналы
8формуют непрерывными, а вертикальhisss каналы отдельными модулями 9,
состоящими из пяти каналов. Один модуль соответствует минимальному типоразмеру радиатора,
Между модулями вертикальных каналов оставляют промежуток 10, равный шагу между каналами (т.е. расстояни между осями двух смежных вертикальных каналов).
Отформованные половины заготовок 11 и 12 через направляющую 13 подаю в машину 14 для нанесения рельефов (выступов) на верхней заготовке, состоящую из двух приводных валков.
Рфльефы 15 длиной 45 мм наносят на площадке между модулями на одной из заготовок с обеих сторон коллектора параллельно поперечным каналам
После нанесения рельефов и совмещения заготовок в совмещающем устройстве 16 через тянущие ролики 17 их подают на сварочную машину типа МТМ-11 18 для сварки межканальных промежутков.
Бесконечную сваренную по межканальньм промежуткам заготовку 19 подают в рельефную сварочную машину типа МР-4002 20 и контактную сварочную машину МШМ-1 21 для выпол- нения рельефной сварки 22 и продольных контурных швов 23. Затем заготовку подают в сварочную машину типа 24 для выполнения поперечных швов 25. Причем поперечную шовную сварку выполняют в промежутк между рельефными швами, соединяя их между собой. Разрезку заготовок на отдельные корпуса радиаторов 26. осуществляют на гильотинно-дисковых ножницах 27. Резку заготовки осуществляют посередине между поперечными швами по всей ширине заготовки, раскрывая при этом торцовые отверстия под штуцеры. Разрезанные корпуса радиаторов подают.на участок 28 присоединения штуцеров и гидроиспытаний 2. Готовые радиаторы 29 подают на покраску и сушку. При производстве радиаторов, состоящих из трех модулей 30, разрезку заготовки осуществляют через три модуля
При производстве конечных радиаторов 31 в линию для их производства дополнительно устанавливают пресс для переформовки концов коллекторнь1х каналов, или же отверстия
с одной стороны заваривают специальными пробками 32.
Использование способа изготовления штампосварных теплообменников с вертикальньми каналами позволяет создать безотходную технологию их изготовления, сэкономить на вырубке двух отверстий под штуцера 0,14 кг металла за счет расположения входного отверстия под, штуцер и торцовой кромки корпуса теплообменника в одной плоскости, уменьшить длину штуцеров на 28 мм, что снижает его вес на 30%, создать условия для ав тематической приварки штуцеров к корпусу теплообменников, а также снизить трудоемкость их изготовления и улучшить товарный вид готовых изделий.
/, .
Формула изобретения
Способ изготовления штампосварны теплообменников, включающий последовательную фО1 «овку в отдельных клетях непрерывных продольных кол,лекторных каналов и модулей поперечных кангшов с шагом модуля, соответствующим минимальному типоразмеру теплоойленников, совмещение половин заготовок, выполнение контактно
сваркой продольных и поперечных швов, резку полученных заготовок на отдельные типоразмеры, noxiroTOBky отверстий под штуцеры и присоединение штуцеров, отличающийся тем, что, с целью экономии металла и повышения качества теплообменников 11/тсм исключения операции вырубки отверстий под штуцеры, перед совмещением половин заготовок на одной из них на площадке между модулями поперечных каналов вдоль них с обеих сторон коллектора выполняют репъе, резку на отдельные типоразмеры выполняют посередине между рельефами, а поперечные контурные шка выполняют
5 в два п кема,. при этом сначала выполняют рельефные сварные швы в зоне присоединения штуцеров к корпусам теплообменников на длину рельефа, а затем промежуток между этими шва0ми заполняют соединяя их между собой контактной шовной сваркой.
Источники информации, принятые во внимание при экспертизе
1.Патент США 3394573,кл.72-196,
5 1968.
2. Авторское свидетельство СССР № 738723, кл. В 21 D 53/02, 1980 (прототип).
tpuz.S
«
9 в
.«
9
в
9
V.-/
е
« «
О
« в «
«
.57
в
«
«

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления панельных теплообменников | 1982 |
|
SU1046049A1 |
| Способ изготовления штампосварных емкостей с замкнутым контуром | 1978 |
|
SU738723A1 |
| Способ изготовления панельных теплообменников | 1986 |
|
SU1411085A1 |
| Способ изготовления панельных теплообменников | 1986 |
|
SU1342571A1 |
| Способ изготовления панельных теплообменников | 1989 |
|
SU1636098A1 |
| Способ изготовления штампосварных емкостей с замкнутым контуром | 1977 |
|
SU715186A1 |
| Способ изготовления панельных теплообменников | 1990 |
|
SU1738543A1 |
| Стан для изготовления емкостей | 1969 |
|
SU295347A1 |
| Автоматическая линия для изготовленияпАНЕльНыХ РАдиАТОРОВ | 1977 |
|
SU793732A1 |
| Способ изготовления панельных теплообменников | 1989 |
|
SU1696067A1 |