(54) СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ПАНЕЛЬНЫХ
РАДИАТОРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовленияпАНЕльНыХ РАдиАТОРОВ | 1977 |
|
SU793732A1 |
| Способ изготовления штампосварных емкостей с замкнутым контуром | 1978 |
|
SU738723A1 |
| Способ изготовления панельных теплообменников | 1982 |
|
SU1046049A1 |
| Способ изготовления штампосварных емкостей с замкнутым контуром | 1977 |
|
SU715186A1 |
| Способ изготовления штампосварных теплообменников | 1980 |
|
SU967724A1 |
| Стан для изготовления емкостей | 1969 |
|
SU295347A1 |
| Способ изготовления панельных теплообменников | 1986 |
|
SU1342571A1 |
| Способ изготовления многослойной спиральношовной трубы | 1983 |
|
SU1103033A1 |
| Способ изготовления панельных теплообменников | 1986 |
|
SU1411085A1 |
| Способ изготовления панельных теплообменников | 1985 |
|
SU1232345A1 |
1
Изобретение относится к способам изготовления панельных радиаторов из рулонированной стали в автоматизированной линии непрерывного действия.
Известен способ изготовления стальных панельных радиаторов, включающий подготовку исходного металла, формирование каналов для теплоносителя в полосовых заготовках, сборку и сварку корпуса радиатора, приварку к корпусу радиатора присоединительных элементов 1.
Формирование каналов для теплоносителя поперек полосовой заготовки создает высокую напряженность конструкции, а также набегание каналов за счет вытяжки металла, затрудняющее совмещение половин заготовок по контурам каналов при сборке.
Целью изобретения является получение панельного радиатора колончатого типа с вертикальным расположением каналов округлой формы, снижение напряженности конструкции и повышение прочности радиатора.
Цель достигается тем, что согласно способу изготовления стальных панельных радиаторов, включающему подготовку исходного металла, формование каналов для теплоносителя в полосовых заготовках, сборку и сварку корпуса радиатора, каналы формуют в направлении, совпадающем с направлением прокатки исходного металла полосовой заготовки.
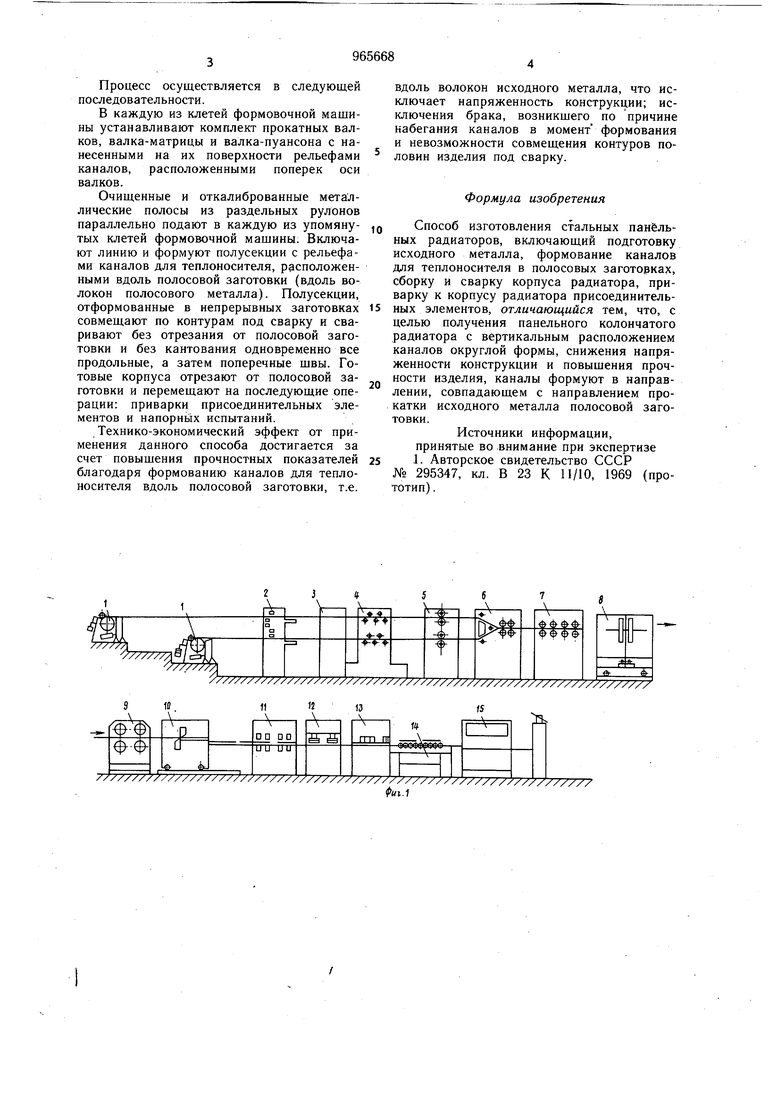
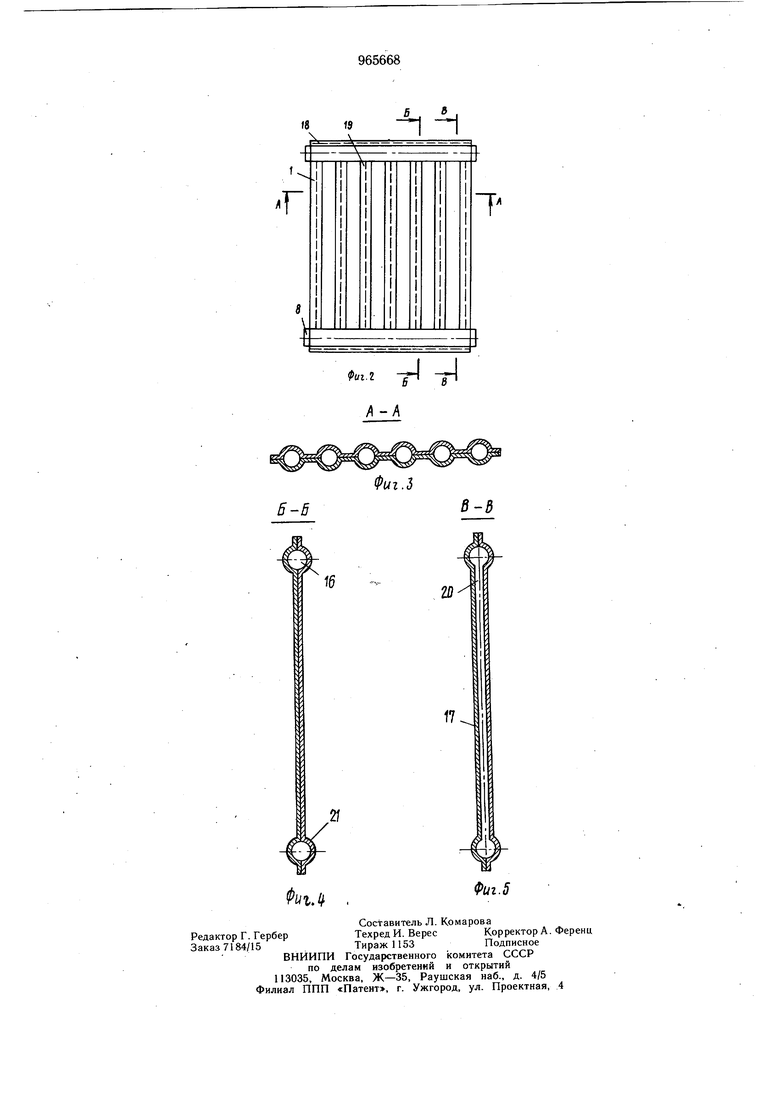
На фиг. 1 показана схема изготовления радиаторов; на фиг. 2 - конструкция радиатора; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 2.
10
Стан для изготовления радиаторов содержит разматыватели 1, стыкосварочную машину 2, очистную машину 3, правильный стенд 4, формовочную мащину 5, совмещающее устройство 6, каскад роликовых сварочных мащин 7, летучую сварочную машину 8, тянущее устройство 9, гильотинные ножницы 10, дорновочную машину 11, автомат для запрессовки штуцеров 12, машину для приварки щтуцеров 13, рольганг 14, стенд напорных испытаний 15.
20
Радиатор имеет канал для подвода теплоносителя 16, панели 17, продольные контурные 18 и межканальные 19 швы, каналы для теплоносителя 20 (колонка), канал для отвода теплоносителя 21.
Процесс осуществляется в следующей последовательности.
В каждую из клетей формовочной мащины устанавливают комплект прокатных валков, валка-матрицы и валка-пуансона с нанесенными на их поверхности рельефами каналов, расположенными поперек оси валков.
Очищенные и откалиброванные металлические полосы из раздельных рулонов параллельно подают в каждую из упомянутых клетей формовочной мащины. Включают линию и формуют полусекции с рельефами каналов для теплоносителя, расположенными вдоль полосовой заготовки (вдоль волокон полосового металла). Полусекцин, отформованные в непрерывных заготовках совмещают по контурам под сварку и сваривают без отрезания от полосовой заготовки и без кантования одновременно все продольные, а затем поперечные щвы. Готовые корпуса отрезают от полосовой заготовки и перемещают на последующие операции: приварки присоединительных элементов и напорных испытаний.
Технико-экономический эффект от применения данного способа достигается за счет повыщения прочностных показателей благодаря формованию каналов для теплоносителя вдоль полосовой заготовки, т.е.
вдоль волокон исходного металла, что исключает напряженность конструкции; исключения брака, возникщего по причине набегания каналов в момент формования и невозможности совмещения контуров половин изделия под сварку.
Формула изобретения
Способ изготовления стальных панельных радиаторов, включающий подготовку исходного металла, формование каналов для теплоносителя в полосовых заготовках, сборку и сварку корпуса радиатора, приварку к корпусу радиатора присоединительных элементов, отличающийся тем, что, с целью получения панельного колончатого радиатора с вертикальным расположением каналов округлой формы, снижения напряженности конструкции и повышения прочности изделия, каналы формуют в направлении, совпадающем с направлением прокатки исходного металла полосовой заготовки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 295347, кл. В 23 К П/Ю, 1969 (прототип) .
///////////, Фи1.1
(8 f9 П
.
«Г
т
Фиг.г - /I-A
