(54) СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОСВАРНЫХ ЕМКОСТЕЙ С ЗАМКНУТЫМ КОНТУРОМ
I
ч
Изобретение касается обработки металлов давлением и может быть использовано при производстве штампосварных теплообменников, например стальных панельных радиаторов и секций котлов с , поперечными каналами.
Известен способ изготовления штампрсварочных емкостей с замкнутым контуром, преимуплественно теплообменников, при котором с рулонов одновременно сматывают две полосы, формуют из них в двухвалковой клети поперечные и продольные каналыколлекторы, разъединяют отформованные заготовки, затем к одной из заготовок приваривают присоединительные элементы, после чего верхнюю полосу поворачивают на 180° относительно продольной оси при помощи ряда наклонных валков, затем совмещают половины заготовок, выполняют сварку продольных и поперечных швов и резку полученной заготовки на отдельные емкости. Непрерывное движение загбтовок обеспечивают с помощью тянущих роликов 1.
Недостатком описанного способа является то, что по такой технологии можно получить только один типоразмер изделия.
Для перехода на другой типоразмер изделия необходимо остановить линию и произвести перевйлковку клётй, т. ё. заменить одни валки другими.
Кроме того, необходимо иметь целый ряд , комплектов валков (количество комплектов валков должно соответствовать количеству типоразмеров изделий). Это усложняет процесс производства емкостей и снижает производительность линии.
Целью изобретения является упрощение 10 технологии и повьшение производительности.
С этой целью каналй и комплекторы на полосах формуют в виде блоков постоянной длины, равной шату между типоразмерами.
С целью получения емкостей другого ти15поразмера, участки между коллекторами соседних блоков, составляющих емкость необходимого типоразмера, доформовывают в дополнительной клети.
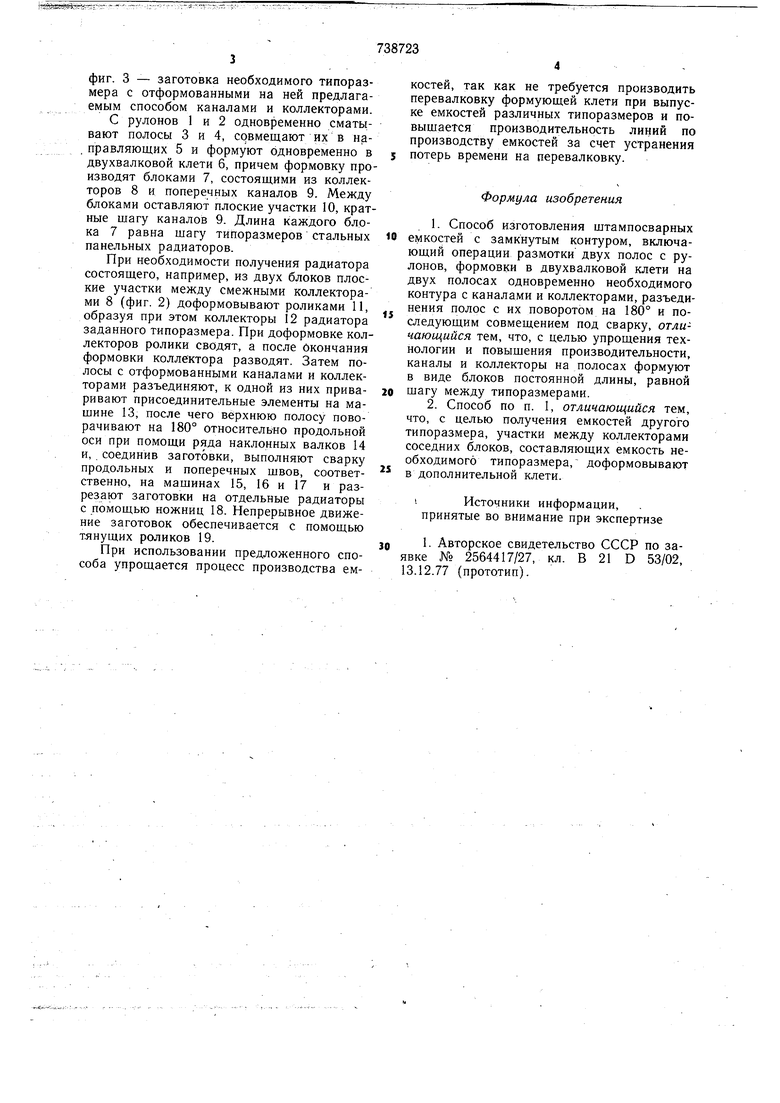
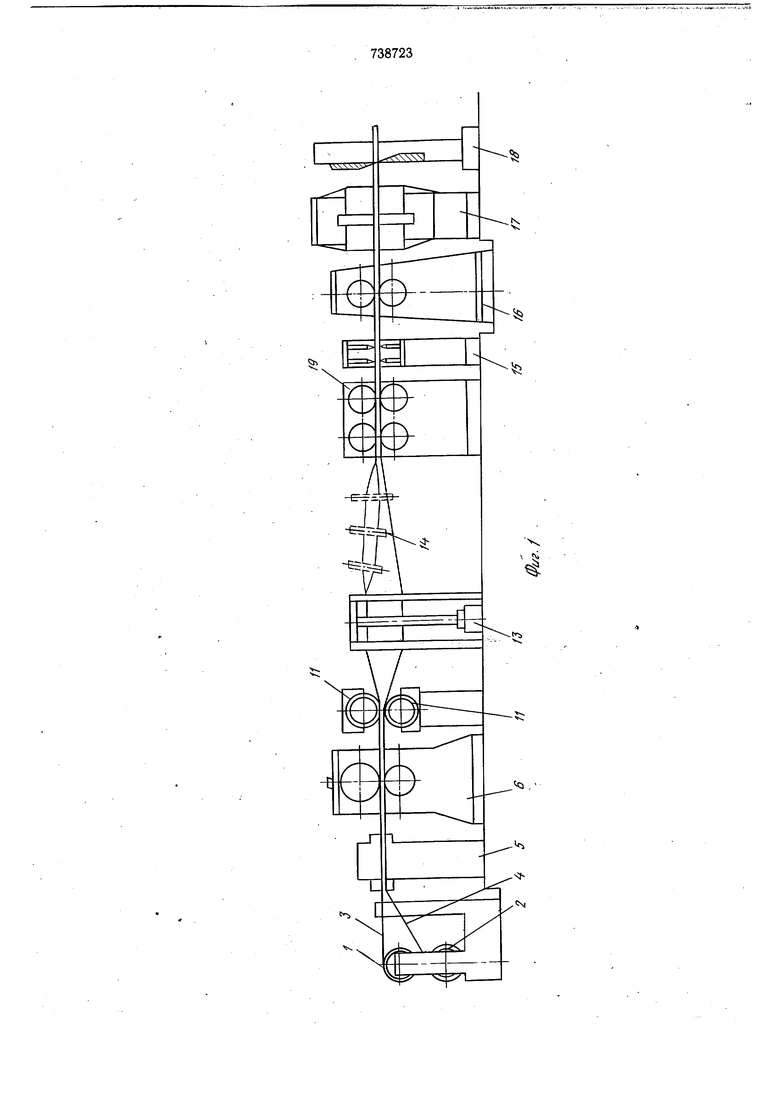
20 На фиг. 1 представлена схема автома: тизированной линии для производства щтампосварных емкостей предлагаемым способом; на фиг. 2 - полоса, выходящая из формующей двухвалковой клети; на
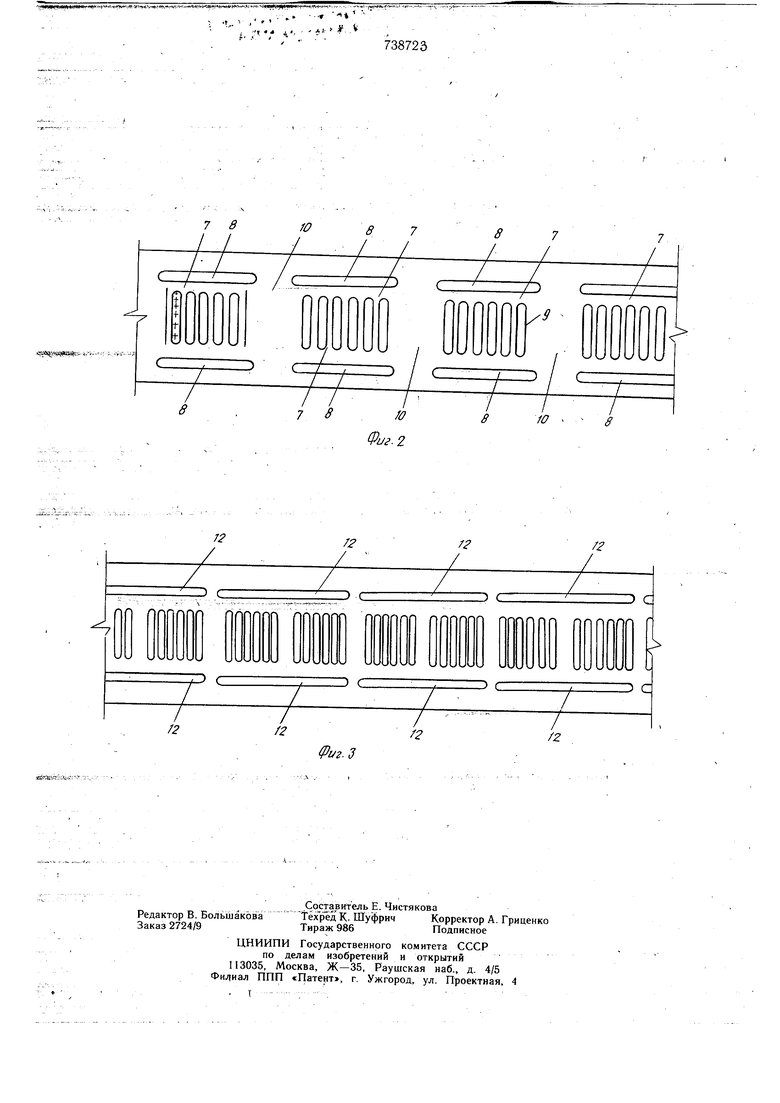
фиг. 3 - заготовка необходимого типоразмера с отформованными на ней предлагаемым способом каналами и коллекторами.
С рулонов 1 и 2 одновременно сматывают полосы 3 и 4, совмещают их в на, правляющих 5 и формуют одновременно в двухвалковой клети 6, причем формовку производят блоками 7, состоящими из коллекторов 8 и поперечных каналов 9. Между блоками оставляют плоские участки 10, кратные шагу каналов 9. Длина каждого блока 7 равна шагу типоразмеров стальных панельных радиаторов.
При необходимости получения радиатора состоящего, например, из двух блоков плоские участки между смежными коллекторами 8 (фиг. 2) доформовывают роликами 11, образуя при этом коллекторы 12 радиатора заданного типоразмера. При доформовке коллекторов ролики сводят, а после Окончания формовки коллектора разводят. Затем полосы с отформованными каналами и коллекторами разъединяют, к одной из них приваривают присоединительные элементы на машине 13, после чего верхнюю полосу поворачивают на 180° относительно продольной оси при помощи ряда наклонных валков 14 и, соединив заготовки, выполняют сварку продольных и поперечных швов, соответственно, на машинах 15, 16 и 17 и разрезают заготовки на отдельные радиаторы с помощью ножниц 18. Непрерывное движение заготовок обеспечивается с помощью тянущих роликов 19.
При использовании предложенного способа упрощается процесс производства ем738723
костей, так как не требуется производить перевалковку формующей клети при выпуске емкостей различных типоразмеров и повышается производительность линий по производству емкостей за счет устранения потерь времени на перевалковку.
Формула изобретения
1.Способ изготовления штампосварных 0 емкостей с замкнутым контуром, включающий операции размотки двух полос с рулонов, формовки в двухвалковой клети на двух полосах одновременно необходимого контура с каналами и коллекторами, разъединения полос с их поворотом на 180° и последующим совмещением под сварку, отличающийся тем, что, с целью упрощения технологии и повышения производительности, каналы и коллекторы на полосах формуют в виде блоков постоянной длины, равной
O шагу между типоразмерами.
2.Способ по п. 1, отличающийся тем, что, с целью получения емкостей другого типоразмера, участки между коллекторами соседних блоков, составляющих емкость необходимого типоразмера, доформовывают
в дополнительной клети.
.Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке № 2564417/27, кл. В 21 D 53/02, 13.12.77 (прототип).
t
.t V ,,.-
. ,,,., ,,. . .,.- . ,v
f-- f..
738723
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления штампосварных емкостей с замкнутым контуром | 1977 |
|
SU715186A1 |
| Способ изготовления панельных теплообменников | 1982 |
|
SU1046049A1 |
| Способ изготовления штампосварных теплообменников | 1980 |
|
SU967724A1 |
| Способ изготовления панельных теплообменников | 1990 |
|
SU1738543A1 |
| Способ изготовления стальных панельных радиаторов | 1980 |
|
SU965668A1 |
| Автоматическая линия для изготовленияпАНЕльНыХ РАдиАТОРОВ | 1977 |
|
SU793732A1 |
| Способ изготовления панельных теплообменников | 1985 |
|
SU1232345A1 |
| Способ изготовления панельных теплообменников | 1986 |
|
SU1342571A1 |
| Электросварной профиль двутаврового сечения и способ его непрерывного изготовления | 1980 |
|
SU1026997A1 |
| Способ изготовления панельных теплообменников | 1989 |
|
SU1636098A1 |
i.-i. / . g
2
/2
иг.д
S f : - ;---f2
fZ
