(54) СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ЕМКОСТЕЙ
Изобретение относится к области Товления штампо-сварных теплообменников,
Известен стан, содержащий формующее ; устройство, многоточечную машину, устройство для резки сваренной полосы на отдель ные емкости, устройство для сварки продольных швов заготовки, устройство для сварки поперечных швов заготовки, устройство для. приварки присоединительных элементов и устройство для напорных испытаний,
Предл.гаемь;й стан oтл fчaeтcя от извест него тем, что в качестве формующего устройства установлена валковая машина, содержащая две пары расположенных друг под другом и кинематически связанных между собой валков, обеспечивающих одноврэменную формовку двух половин заготовок, при этом устройство для приварки присоедини™ тельных элементов к одной из сформировая-г ных ПОДОБИИ до совмещения ее с другой по-ловиной стакэвлепо между валковой мащикой и многоточечной маишной для сварки ; гочек между каналами, а устройство для i сварки поперечных швов выполнено в виде | установленной -: озможностыс возвратно- Г10ступательного перемещения вдоль полосй щовной машины, снабженной приспособлениеК |для перемещения ее сварочных узлов допел- нительно поперек полосы во время сварки.
Кроме того, устройство для резки сва- :рэнной заготовки на отдельные емкости смс нтировано перед устройством для напорных испытаний, а устройство для приварки при-оеди ите.йьных элементов, щовная машина для сварки поперечных щвов и электроды многоточечной машины установлено с вЬэ можнсстью свободного перемещения под действием двиисушейся заготовки.
Такое выполнение /стана позволяет повы сить производительность путем обеспечения непрерывности процесса изготовления емко теЙ1
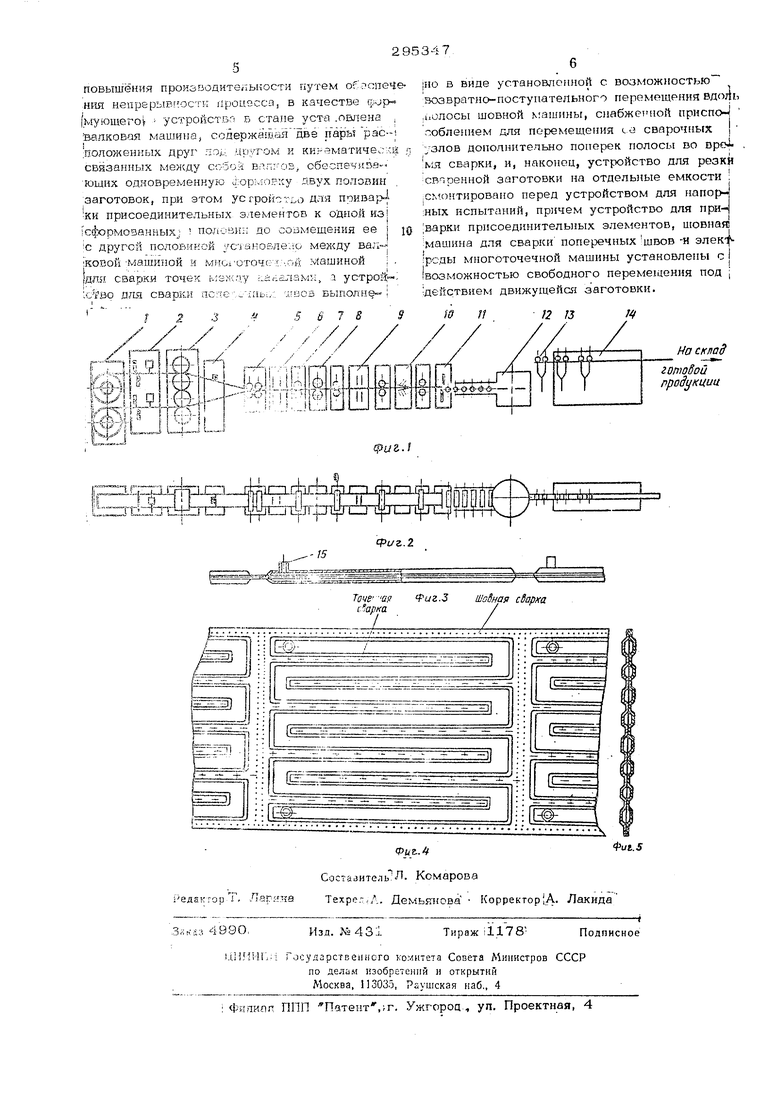
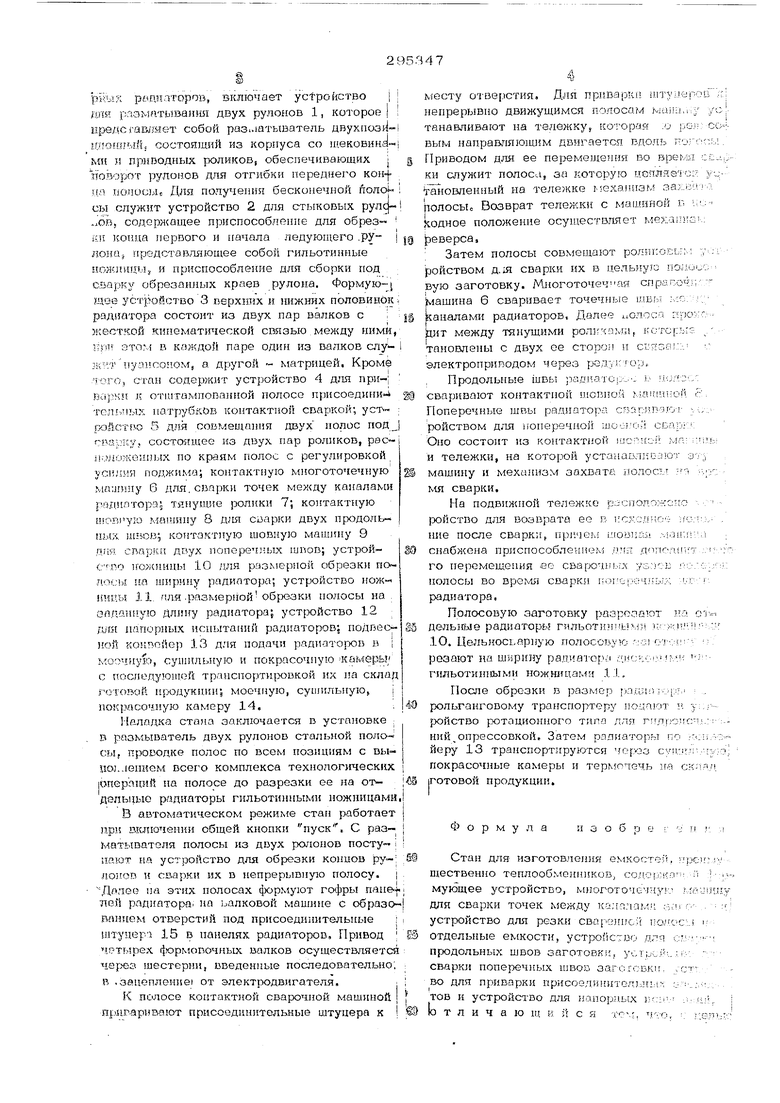
На фиг, 1 и 2 показаны соответственно вид спег- ди и вид в плане на стан; на (fnrj ;3 и 4 представлены соответственно вид спереди и вид в плане изготавливаемого теплообменника (радиатора); на фиг. 5 - m перечное сечение емкости.
р5Щ;к ррднаторов, втслючает yctpofacTBO шк рааматьшаиш двух рулонов 1, которое иредс гав;мб;т собой раз1.1атыватепь двухпозйvnouii:iiiL состоящий из корпуса со щековина-; мн н прнБодных роликов, обеспечивающих j поворот у,)улоноБ для отгибки переднего кон-|и.а ногюсьи Для nonyieiuin бесконечной поло|сы служит устройство 2 для сть коБых рулд.лОВ. содержащее приспособление для обрезiui конца первого и начала ледуюнгего .ру- j noHQ} 1лредставда1ющее собой гильотинные siCvK.nntjijis и нриспособление для сборки под сварку обрезанных краев рулона. Формую- щое устройство 3 верхних и нижних половинокрадиатора состоит из двух нар валков с ; жесткой кнЕтематической связью между ними, Jijiii этом в каждой Пгэре один из валков слу- 1 1уансо ом, а другой - матрицей. Кроме гого, стан содержит устройство 4 для при-; варк к отштампованной полосе присоедини- тел,1ых натрубков контактной сваркой; уст етйетво 5 для совмеща пп двух полос ва:от;у. состшицее из двух пар роликов, расib.,. но краям нолос с регулировкой уси, поджима контактную многоточечную маигаиу 6 для.сппрки точек между каналакш рлдиптора тянущие )эолики 7; контактную uionpyio машину 8 для сиарки двух нродоль- т.л: ШУЗВ, контактную шовную машину 9 Дай cnnpiui двух лопоречных илгав; устройCf.no iroiCUHUbi 10 для размерной обрезки noriot;) но ширину радиатора; устройство иож-i иипь5 11, /I ля .размернойоб :кэзки нолосы на, ап/;йИ1 у,ю Длину радиатора; уст юйство 12 д;и напорных испытаний радиаторов; ноДвес- Й ой конвойер 13 для подачи раднато х)в в | моочную, сушильную и покрасочную Камеры/ с поскодуошей транснортнртвкой их на склад готовой И Юдукн1 И5 моечную, су1ииль 1ую, j покрасочную камеру 14,.4
1-1аладка стала заключается в уста} овке ; в размыватель двух рулонов стальной полосы, П ЮЕодке нолос по всем позициям с выцоз.леннем всего комплекса технолопгческкх Операций на полосе до разрезки ее на от- дельцыо радиа1Х1ры гильотинными ножницами В автоматическом режигч{е стан работает лри вгапочении общей кнопки пуск. С раз- Матывателя полосы из двух ролонов посту- | I iiaFJT на устройство для обрезки концов ру-: Щ лонов и сварки их в непрерывную полосу, j Дрлее на этих полосах 4юрмуют гофры пане- -; лей радиатора на ьалковой машине с образо | ванием отверстий под присоединительные i 1,1туцер5 15 Б панелях радиаторов. Привод ; Е четырех ({ормопочных валков осущестааяется че}}ез шестерни, введенные последовательно; : в .занепление от элект к дв,нгателя.
fecтy отверстия. Для припарки sin iJapo ненреру шно движущимся полосам мали,,:;; танавливают на тележку, которая ,о |js,i,: вым нанрашшющ 5м двигается вдоль по,: , Приводом для ее перемещения во время : ки слуясит полоса, за которую цепляею: йиговлеиный иа тележке i-юханиам ИолосЫо Возврат тележки с маилиной п Кодное положение осуществляет K-sesainiai, реверса,
Затем полосы совмещают роляговь;:., , ройством д.ш сварки их в цельиуго по,иои вую заготовку. Многоточеч ая спраг:с4 г |машина 6 сваривает точечные ШБГ-/; ;,:с, г, каналами радиаторов. Далее iionoca продит между тянущими ролзг-омп, кстсг;ь:с та1 овлены с двух ее сторон и curfsai::, электроприводом через радугор,
Продольные швы радиатор-,,-- ь ч;;;-; „-: сваривают контактной шовной манюной с Поперечные швы радиатора ,ип),1о-г ;, ;, ройством для HOHepQ4Hoii i,uooj;ij;; сЕП:::} : Оно состоит из контактной liicnHoJ ;:м и тележки, на которой устаиавл1;сают з-; машину и механизм захвата полоси .т , мя сварки.
Па подвижной тележко р:;спопожс: а |Х)йство д/ш возврата ее в исхслно; .::- ние после сварки, пр1;чек; LiioBnajii ,..,jii;i -/ снабжена нр1 способлеиием ,п1Л дпг1оп П:7 го перемещения ее сБарочи1.л уз:):: и :::,ч полосы во BpervUi сварки ;о101: еч ь;х радиатора.
Полосовую заготовку разроаогот па о делыые радиаторы гпльотни : ; Пуп - } 10. Цельносьарную полосовую:.:з1 oj :: реэают на ширину радиатор/i ;:ик;::0: ,и гильотинными ножштцамя 11,
После обрезки в размер pa,a:;i:i;..; :;:: , рольганговому транспортеру о,цо.1от :. ройство ротационного ггглг/олс:, ний,онрессовкой. Затем радиатор:; по ,,: йеру 13 транспортируются чорз-з cvirnj;/ покрасочные камеры и теркючечь на cK-i ротовой продукции.
ФормулаН 3 о б р FJ : .;
Стан для изготоБлення емкостеГ, :; щественно теплообмелн,икоБ, coKQij twмующее устройство, MHoroTO4Gi::{y j : ДЛЯ сварки точек между ка; г;лам 1 в; устройство для резки сварс;,и1;с; тголос отдельные емкости, ycTpofiC7J3o для л/
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовленияпАНЕльНыХ РАдиАТОРОВ | 1977 |
|
SU793732A1 |
| Способ изготовления панельных теплообменников | 1982 |
|
SU1046049A1 |
| Стан для изготовления сварных емкостей | 1976 |
|
SU573289A1 |
| Способ изготовления панельных теплообменников | 1985 |
|
SU1232345A1 |
| Способ изготовления штампосварных теплообменников | 1980 |
|
SU967724A1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| Способ изготовления панельных теплообменников | 1986 |
|
SU1342571A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ | 2011 |
|
RU2476283C1 |
| Способ изготовления многослойной спиральношовной трубы | 1983 |
|
SU1103033A1 |
| Способ изготовления стальных панельных радиаторов | 1980 |
|
SU965668A1 |