Изобретение относится к обработке металлон давлением и может быть, использовано при производстве штампосварных теплообменников, например панельных отопительных радиаторов с
вертикальным расположением каналов и торцовым подключением.
Цель изобретения - повьшение качества панельных теплообменников и снижение трудоемкости их изготовления .
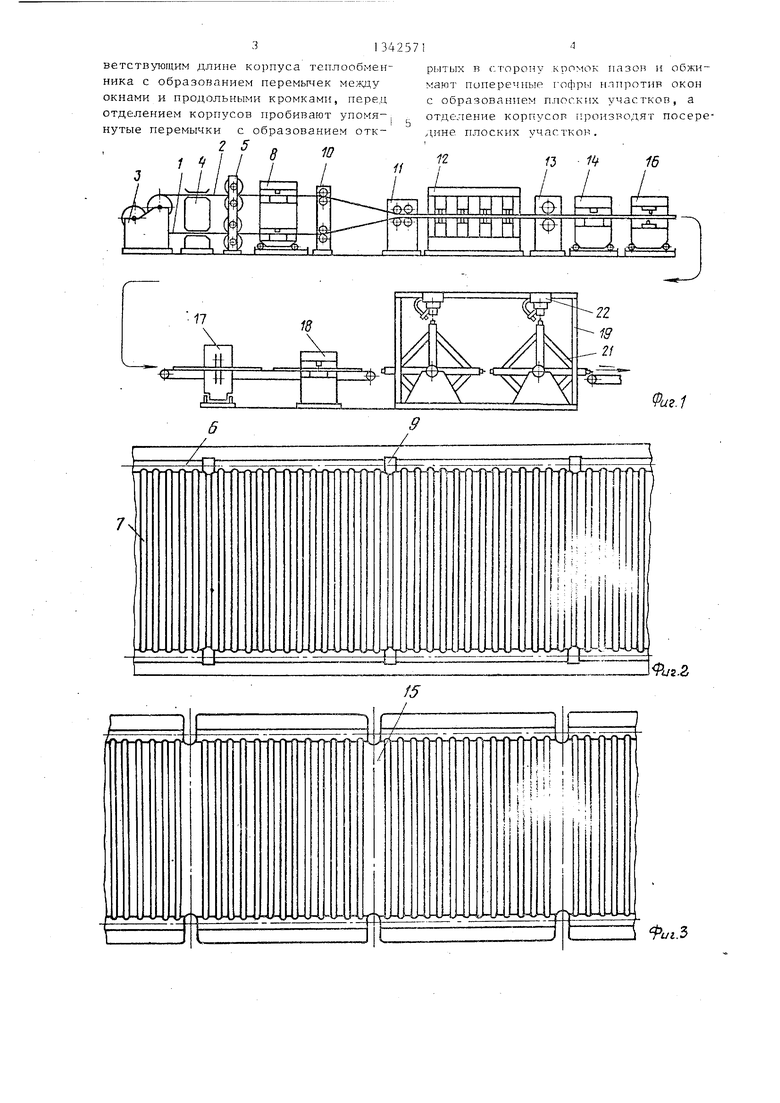
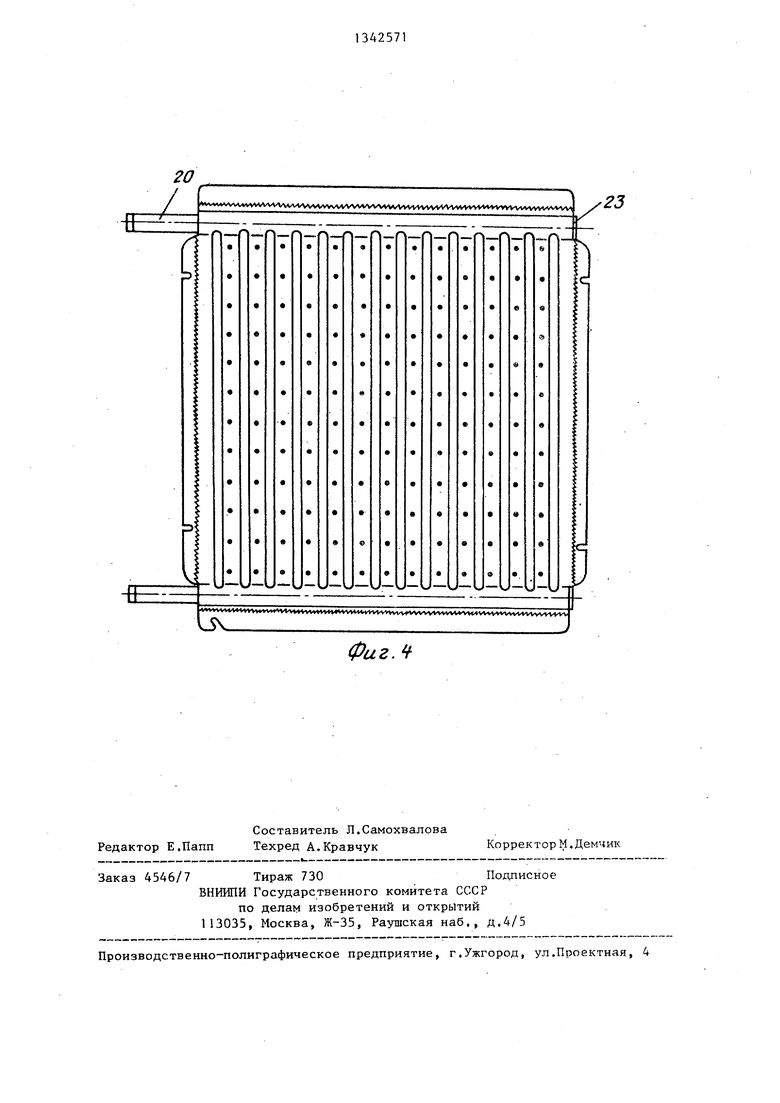
На фиг.1 представлена схема автоматизированной линии изготовления панельных отопительных радиаторов; на фиг.2 - гофрированная полоса с пробитыми окнами на продольных гофрах; на фиг. 3 - заготовка с разглаженными поперечными каналами, прилегающими к окнам; на фиг. 4 - радиатор ко- нечного типа с приваренными штуцерами и заглушками.
Способ осуществляется следующим образом.
Ленты 1 и 2, например, из стали 08кп ширинсЗй 630 мм и толщиной 1 ,5 мм с разматывателя рулонов 3 через сварочный стол 4, предназначенный для стыковки лент, подают на формующее устройство 5, где на лентах образуют непрерывные продольные гофры 6 и поперечные гофры 7, выполняемые с постоянным шагом, например, 37 мм. Полученные в устройстве 5 гофрированные полосы подают.на штамповочное устройство 8, где на продольных гофрах пробивают окна 9 с шагом, соответствующим типоразмеру радиатора. Окна располагают напротив поперечных гофров, симметрично с ними. Через опорное устройство 10 и тянущее устройство 11, выполняющие функцию совмещения, гофрированные полосы подают на сварочную машину 12 для контактной точечной сварки промежутков меж- ду поперечными каналами, а затем на сварочную машину 13 для контактной шовной сварки продольных кромок.Зате полученную заготовку подают на штамповочное устройство 14, где напротив окон разрезают продольные кромки заготовки и разглаживают по одному поперечному каналу, образуя расширенные плоские зоны 15, посередине кото рьк с помощью гильотинных ножниц 16 вьшолняют резку заготовки. Отрезанные корпуса радиаторов подают попарно на сварочную машину 17 для контактной шовной сварки поперечных кромок, а затем также попарно на штамповочный пресс 18 для дополнительной обработки поперечных кромок (обжим, отрезка). Далее корпуса подают на сварочную машину 19 для приварки штуцеров 20 электродуговой сваркой в среде углекислого газа непрерывным плавящимся электродом. Сварочная машина 19 содержит кантователи 21 ,обеспечивающие поворот изделия в вертикальное положение, и сварочное оборудование 22, выполняемое например, на базе полуавтомата ПДГ-315. При изготовлении проходных радиаторов штуцера приваривают с двух сторон. При изготовлении конечных радиаторов на одной из сторон вместо штуцера приваривают заглушки 23. Существует также другой вариант изготовления конечных радиаторо в, при котором вместо приварки заглушек производят переформовку концов продольных каналов.Для этого линию дополняют специальным штамповочным прессом.
Предлагаемый способ обеспечивает снижение трудоемкости изготовления теплообменников за счет упрощения операций отделения корпусов, которые выполняются резкой по плоскости, а не по поверхности замкнутого объема, как это имеет место в известном способе; упрощение операций сварки попе ре;чных кромок за счет наличия окон; повьш1ение качества приварки штуцеров а также возможность автоматизированной приварки штуцеров позволяет снизить трудоемкость и улучшить товарный вид изделия.
Формула изобретения
.Способ изготовления панельных теплообменников, согласно которому на двух рулонных лентах формуют непрерывные продольные и с постоянным шагом поперечные гофры, производят совмещение гофрированных полос и их контактную сварку, отделяют резкой от полученной заготовки корпуса теплообменников и выполняют торцовое при- соединение- штуцеров ,,отличаю- щ и и с я тем, что, с целью повьщ1е- ния качества изделий и снижения трудоемкости их изготовления, на продольных гофрах каждой из полос перед их совмещением пробивают окна, охватывающие места сопряжения продольных и поперечных гофров, с шагом, соот-
ветствующим длине корпуса теплообменника с образованием перемычек между окнами и продольными кромками, перед отделением корпусов пробивают упомянутые перемычки с образованием отк2 5
8
10
рытых в с .торону кромок пазон и обжимают поперечные г офры нлп 1отив окон с образованием плоских участков, а отделение корпусов Г роизводят посере- /1,ине плоских участков.
и
п
1Ъ 1
16
2.2
т.Ъ
/
v л ллAлvv vVv v v /1ЛЛЛVl v лVVVVVV Лллvvvvил VИЛ
-23
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления панельных теплообменников | 1989 |
|
SU1636098A1 |
| Способ изготовления панельных теплообменников | 1989 |
|
SU1696067A1 |
| Способ изготовления панельных теплообменников | 1982 |
|
SU1046049A1 |
| Способ изготовления штампосварных теплообменников | 1980 |
|
SU967724A1 |
| Способ изготовления панельных теплообменников | 1986 |
|
SU1411085A1 |
| Способ изготовления стальных панельных радиаторов | 1980 |
|
SU965668A1 |
| Пластинчатый теплообменник и способ изготовления пластинчатого теплообменника | 2018 |
|
RU2700213C1 |
| Автоматическая линия для изготовленияпАНЕльНыХ РАдиАТОРОВ | 1977 |
|
SU793732A1 |
| Пластинчатый теплообменник и способ изготовления пластинчатого теплообменника | 2017 |
|
RU2659677C1 |
| Устройство для изготовления круговой арки составного двутаврового сечения с тонкой поперечно-гофрированной стенкой | 2018 |
|
RU2699345C2 |
Изобретение относится к обработке металлов давлением и .может быть использовано при производстве штам- посварных теплообменников. Целью , изобретения является повьшение качества теплообменников и снижение трудоемкости их изготовления. Для ее достижения ленты с разматывателя рулонов подают в формовочное устройство, где на них образуют непрерывные продольные гофры и поперечные гофры с постоянным шагом. Затем на штамповочном устройстве на продольных гофрах пробивают окна с шагом, соответствующим типоразмеру радиатора. Далее совмещают гофрированные полосы и сваривают продольные кромки и промежутки между поперечными каналами.Затем напротив окон разрезают продольные кромки и разглаживают по одному поперечному каналу, посередине которого выполняют резку заготовки, отделяя корпуса радиаторов. Далее осуществляют приварку штуцеров. Такая последовательность действий позволяет автоматизировать приварку штуцеров, что снижает трудоемкость изготовления и улучшает товарный вид из- 1елия. 4 ил. (Л со и ю ai 
Л VVVIЛ4Л VVИ VИ V iЛЛ VVH VVVi V VVVVVVVVfVVV
Составитель Л.Самохвалова Редактор Е.Папп Техред А.Кравчук
Заказ 4546/7 Тираж 730Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб., д.4/5
-,-..,
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
ФигЛ
Корректор М.Демчик
| Способ изготовления панельных теплообменников | 1982 |
|
SU1046049A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
