АООООООООООООООО
оо ооооооооооооо о оооооооооооооо о о ооооооооооооо ооо оооооооооооо
ООО ОООООООООООО ООО О ООООООООООСГ
а
СЛ
СО
ьо
ОЭ
о
ОЭ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического определения выхода по току | 1978 |
|
SU771198A1 |
| Способ контроля средней толщины гальванических покрытий на деталях | 1979 |
|
SU775197A1 |
| Система контроля средней толщины гальванических покрытий на деталях | 1979 |
|
SU775196A1 |
| Устройство автоматического измерения и регулирования плотности тока в гальванической ванне | 1976 |
|
SU600217A1 |
| Способ определения площади деталей при гальваническом процессе | 1983 |
|
SU1177403A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ЗАДАНИЯ ТОКА В МНОГОПОЗИЦИОННОЙ ГАЛЬВАНИЧЕСКОЙ ВАННЕ | 1967 |
|
SU195822A1 |
| Способ электроосаждения защитных кадмиевых покрытий (варианты) | 2017 |
|
RU2644639C1 |
| Устройство для автоматического контроля толщины и скорости осаждения покрытия на деталях в гальванической ванне | 1986 |
|
SU1340248A1 |
| Электролит цинкования | 1984 |
|
SU1581781A1 |
| Устройство для автоматического регулирования плотности тока в гальванической ванне | 1980 |
|
SU889754A1 |
Изобретение относится к области гальванотехники и сможет быть использовано для автоматизированного контроля рассеивающей способности электролитов, характеризующихся незначительным изменением выхода металла по току при изменении состава и режимов процесса электролиза. Цель изобретения - проведение процесса при обработке деталей в барабане. Работа системы заключается в следующем: при поступлении в рабочую ванну 1 барабана 3 с деталями последний, взаимодействуя с соответствующим приводным механизмом, приводится во вращение. Включается источник 7 питания и выставляется ток через рабочую ванну в соответствии с заданной средней плотностью тока на деталях и загрузкой ванны. Оператор изменяет площадь открытой части измерительного датчика 4 до равенства средней плотности тока на шайбе 10, ближайшей к аноду 2, средней плотности тока на деталях. Далее управляющая вычислительная машина 8 в соответствии с заложенными в нее программами производит измерение токов через шунты 6, соединенные с измерительными шайбами, расположенными внутри датчика, и рассчитывают рассеивающую способность электролита по формуле РС = (Iмин.N/ΣN.II).100%, где II,Iмин ток через I-ю шайбу и его минимальное значение, N - число шайб измерительной ячейки. Значение рассеивающей способности электролита непосредственно в рабочей ванне позволяет вести процесс электроосаждения покрытий на детали на оптимальном уровне и повысить равномерность и соответственно качество покрытий на деталях за счет оперативного изменения химического состава рабочей ванны. 1 з.п. ф-лы, 2 ил.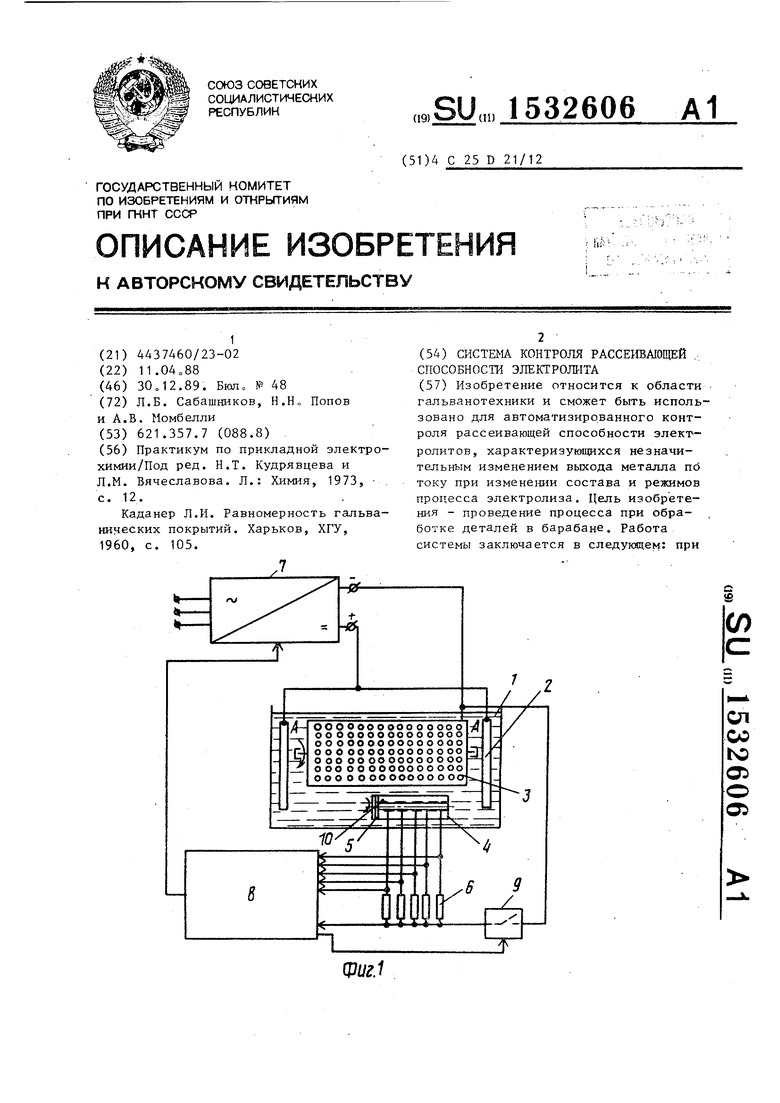
Фиг.1
поступлении в рабочую ванну 1 барабана 3 с деталями последний,взаимодействуя с соответствующим приводным механизмом, приводится во вращение,, Включается источник 7 питания и выставляется ток через рабочую занну в соответствии с заданной средней плотностью тока на деталях и загрузкой ванны. Оператор изменяет площадь от- крытой части измерительного датчика 4 до равенства средней плотности тока на шайбе 10, ближайшей к а:-юду 2, средней плотности тока на деталях Далее управляющая вычислительная машина 8 в соответствии с заноженными в нее программами производит измерение токов через шунты 6, соеди
Изобретение относится к гальванотехнике и может быть использовано для автоматизированного контроля рассвивающей способности электролитов, характеризующихся незначительным изменением выхода металла по току при изменении состава и режимов процесса электролиза.
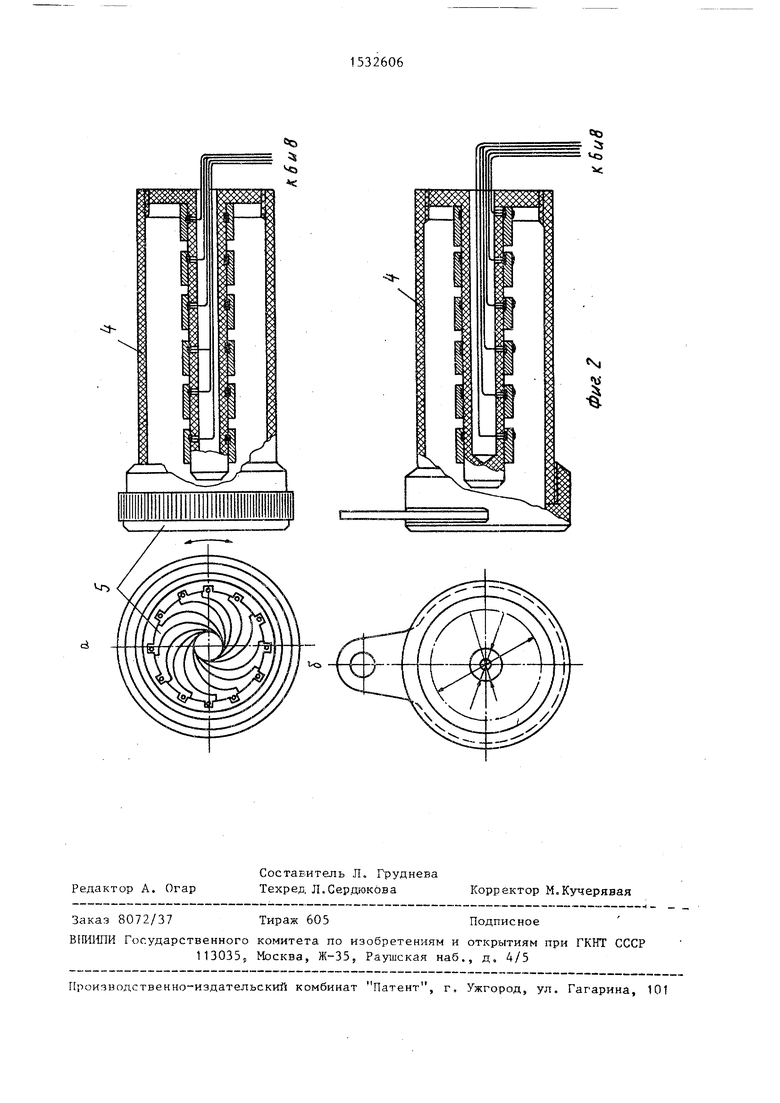
На фиг, 1 приведена функциональная схема предлагаемой системы контроля рассеивающей способности электролита; на фиг. 2 - измерительные ячейки с двумя вариантами диафрагм: с ирисовой (а) и со сменной (б)„
Система контроля рассеивающей способности, электролита в гальванической ванне 1, в которой стационарно установлены аноды 2 и барабан 3 с детали- ми, состоит из измерительного датчика 4 с диафрагмой 5, шунтов 6, источника 7 питания, управляющей вычислительной машины (УВМ) 8, ключевого элемента 9 и стержня в виде набора изолиоо- ванных одна от другой шайб 10,
Отверстия у диафрагм могуг быть постоянными, сменными и регулируемыми
Диафрагма с регулируемым отверстием (фиг. 2а) - ирисовая, имеет набор тонких плоских пластинок (ле- пестков), соединенных с одной стороны неподвижным, а с другой - подвижным кольцом, при повороте которого пластины сходятся, образуя круглое отверстие. Кромки лепестков, при-ближаясь к центру оправы, плавно уменьшают диаметр просвета между ними. Отверстие ирисовой диафрагмы приненные с измерительными шайбами, расположенными внутри датчика, и рассчитывают рассеивающую способность элекпдолита по формуле PC (1„,,и-п/ I,)
UH | - t
100%, где IJ5 I тин ток чеРез i-ю шайбу и его минимальное значение, п - число шайб измерительной ячейки. Знание рассеивающей способности электролита непосредственно Б рабочей ванне позволяет вести процесс электроосаждения покрытий на детали на оптимальном уровне и повысить равномерность и: соответственно, качество покрытий на деталях за счет оперативного изменения химического состава рабочей ванны. 1 з„п, ф-лы, 2ил.
5
„
. f
-1
нимает форму правильного круга с ра- диусом, равным радиусу внутренних кромок лепестков, только при полном раскрытии диафрагмы. Степень приближения к кругам промежуточных отверстий диафрагмы зависит от числа лепестков; чем их больше, тем форма отверстий ближе к форме круга, Кроме ирисовой диафрагмы могут быть применены и другие типы регулируемых диафрагм (типа кошачий глаз и т.д.).
В сменную диафрагму (фиг, 26) входят сменные пластины с различными размерами отверстий. Оператор, выставляя их последовательно в направляющие измерительной ячейки в порядке возрастания (или уменьшения) диаметра отверстия d1, d, .,.,dn, обеспечивает равенство средней плотности тока на шайбе 10, ближайшей к аноду 2, средней плотности на деталях.
Система контроля рассеивающей способности электролита работает следующим образом,
При поступлении барабана 3 с деталями в рабочую ванну 1 барабан, взаимодействуя с соответствующими приводными механизмами, приводится во - вращение. Включается источник 7 питания и выставляется ток через ванну 1 в соответствии с заданной плотностью тока на детали и загрузкой ванны. Одновременно с подачей питания на детали подключается измерительный датчик 4 через ключевой элемент 9. Оператор, изменяя площадь открытой части измерительной ячейки 4 обеспечивает равенство средней плотности тока на шайбе 10, ближайшей к аноду 2, средней плотности тока на деталях.
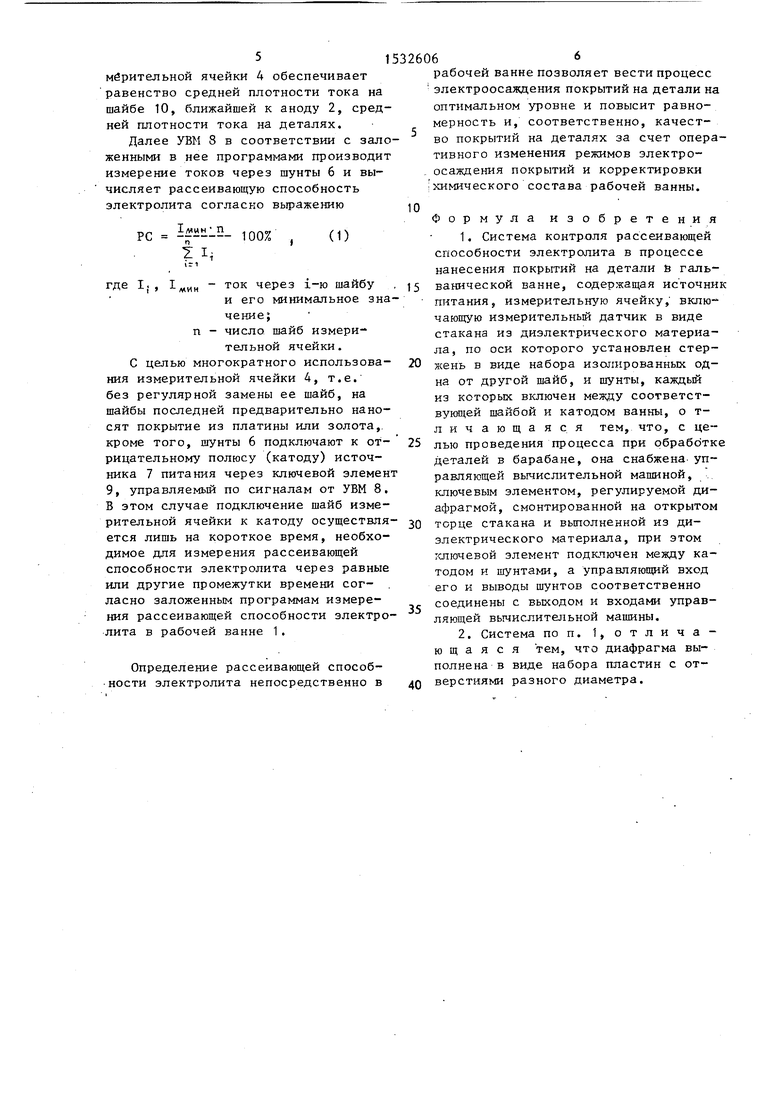
Далее УВМ 8 в соответствии с заложенными в нее программами производит измерение токов через шунты 6 и вычисляет рассеивающую способность электролита согласно выражению
1лн«н П п
1
1Г1
100%
(1)
где I., I
ллин
ток через i-ю шайбу и его минимальное значение;
п - число шайб измерительной ячейки.
С целью многократного использования измерительной ячейки 4, т.е. без регулярной замены ее шайб, на шайбы последней предварительно наносят покрытие из платины или золота, кроме того, шунты 6 подключают к отрицательному полюсу (катоду) источника 7 питания через ключевой элемен 9, управляемый по сигналам от УВМ 8. В этом случае подключение шайб измерительной ячейки к катоду осуществляется лишь на короткое время, необходимое для измерения рассеивающей способности электролита через равные или другие промежутки времени согласно заложенным программам измерения рассеивающей способности электролита в рабочей ванне 1.
Определение рассеивающей способности электролита непосредственно в
0
5
0
5
0
0
5
рабочей ванне позволяет вести процесс электроосаждения покрытий на детали на оптимальном уровне и повысит равномерность и, соответственно, качество покрытий на деталях за счет оперативного изменения режимов электроосаждения покрытий и корректировки химического состава рабочей ванны.
Формула изобретения 1. Система контроля рассеивающей способности электролита в процессе нанесения покрытий на детали в гальванической ванне, содержащая источник питания, измерительную ячейку, включающую измерительный датчик в виде стакана из диэлектрического материала, по оси которого установлен стержень в виде набора изолированных одна от другой шайб, и шунты, каждый из которых включен между соответствующей шайбой и катодом ванны, о т- личающаяся тем, что, с целью проведения процесса при обработке деталей в барабане, она снабжена управляющей вычислительной машиной, ключевым элементом, регулируемой диафрагмой, смонтированной на открытом торце стакана и выполненной из диэлектрического материала, при этом ключевой элемент подключен между катодом и шунтами, а управляющий вход его и выводы шунтов соответственно соединены с выходом и входами управляющей вычислительной машины.
| Практикум по прикладной электрохимии/Под ред | |||
| Н.Т | |||
| Кудрявцева и Л.М | |||
| Вячеславова | |||
| Л.: Химия, 1973, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Каданер Л.И | |||
| Равномерность гальванических покрытий | |||
| Харьков, ХГУ, 1960, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
| Л ffh | |||
