Изобретение относится к техническим измерениям в машиностроении и может быть использовано для контроля отклонений профиля от круглости деталей с кольцевыми кв.навками.
Известно устройство для контроля отклонений профиля деталей от круглости содержащее два стержня с опорными роликами на концах, соединенные щщиндрическим шарнирсж, выполненным в виде третьего опорного ролика, две жестко скрепленные со стержнями штанги с рабочими плоское тяь/1и, перпендикулярными осям стержней, размещенную между рабочими полостями цилиндрическую бобышку и закрепленный на бобышке отсчег ный узел, наконечник которого предназначен для взаимодействия с профилем детали Cl j ..
Однако при контроле отклонений профиля от круглости в сечениях, проходящих через опорные -ролики и перпендикулярных с ним, невозможно проконтролировать участок профиля, расположенный под третьим опорнь1м рЪликом, без установки устройства по другим базовым точкам профиля.
Цель изобретения - расширение технологических возможностей устройства.
Для достижения этой цели в устройстве для контроля отклонений профиля деталей от круглости, содержащем два стержня с опорными роликами на концах, соединенные цилиндрическим шарниром, ыапопненным в виде третьего опорного ролика, две жестко скрепленные со стержнями штанги с рабочими плоскостями, перпендикулярными осям стержней, размешенную между рабочими плоское цилиндрическую бобьпику и закрепленный на бобышке отсчётный узел, наконечник которого предназначен для взанмодейст
ВИЯ с профилем детали, стержни выполнены различной длины с отношением длин не менее чем 2;1,
На чертеже представлено предлагаемое устройство, обший вид.
Устройство для контрсия отклонений профиля деталей от круглости содержит содержит два стержня 1 и 2 с опорными роликами 3 и 4, цилиндрический шарнир 5, вьшолненный в виде третьего опорного ролика, две штанги 6 ц 7 с рабочими плоскостяг.ш 8 и 9, бобышку 10 со сквозным отверстием 11 и отсчётный узел 12 с наконечником 13.
Устройство работает следующим образс л.
На подлежащий контролю участок профиля устройство устанавливают опорным роликом 4 и шарниро.м 5 затем, поворачивая стержень 2 вокруг шарнира, касаются профиля опорным роликом 3. Перемешаясь по рабо.чим плоскостям 8 и 9 штанг 6 и 7, бобышка Ю занимает положение, при котором ее центр совпадает с центром окружности, проходящей через два опорных ролика 3 и 4 и шарнир 5. Поворачивая бобьпдку ГО вокруг своей оси, измеряют наконечником 13 отсчетно- го узла 12 участок профиля от опорного ролика 3 до опорного-ролика 4. Затем снимают устройство с детали и заново устанавливают его на профиль в положение симметричное первоначальному, при этом опорный ролик 4 занимает место шарнира 5 и наоборот, Проводят второй цикл измерения профиля от опорного ролик 4 до опорного ролика 3. В результате двух измерений будет проконтролирован весь профиль от опорного ролика 4 до шарнира 5.
Таким образом, предлагаемое устройство расширяет технологические возможности контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля деталей со сложным профилем с помощью эталонной детали | 1983 |
|
SU1231383A1 |
| СПОСОБ КОНТРОЛЯ ФОРМЫ И ДИАМЕТРОВ ВНУТРЕННИХ СЕЧЕНИЙ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2000 |
|
RU2166729C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ НОМИНАЛЬНО КРУГЛОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2158895C1 |
| Устройство для контроля расположения поверхностей | 1990 |
|
SU1784835A1 |
| Устройство для измерения параметров внутренних сфер | 1989 |
|
SU1698620A1 |
| Устройство для измерения отклонения от перпендикулярности пазов | 1989 |
|
SU1712772A1 |
| Устройство для контроля диаметра внутренних резьб | 1985 |
|
SU1259094A1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ТЕЛА ВРАЩЕНИЯ И ЕГО ПОВЕДЕНИЯ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2227268C2 |
| КООРДИНАТНОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1985 |
|
SU1840370A1 |
| Устройство для контроля деталей со сложным профилем | 1990 |
|
SU1768925A1 |
УСТРОЙСТВО ДЛЯ КОНТРО ЛЯ ОТКЛОНЕНИЙ ПРОФИЛЯ ДЕТАЛЕЙ ОТ :.5КРУГЛОСТИ, содержащее два стержня с. опорными роликами на конца с, соединенные цилиндрическим шарнирсвл, выполненным в виде третьего опорного ро лика, две жестко скрепленные со стержнями штанги с рабочими плоскостями, перпендикулярнь1ми осям стержней, размещенную между рабочими плоскостями цилиндрическую бобышку и закрепленный на бобьпике отсчетный узея, наконечник которого предназначен для взаимодействия с профилем детали, о тл ича ю ш е е с я тем, что, с целью расширения технологических возможностей, стержни выполнены различной длины с отношением длин не менее чем 2:1. W 4а 00 СО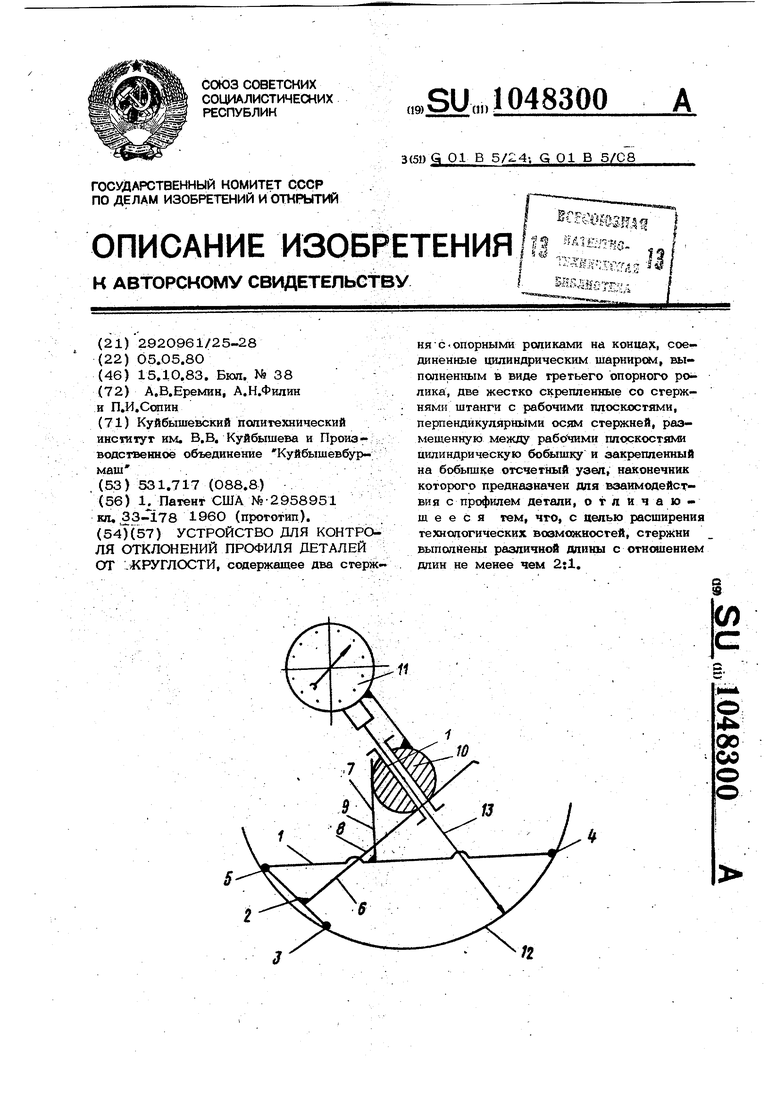
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сцепления и расцепления конических фрикционных муфт автомобилей | 1918 |
|
SU960A1 |
