11
Изобретение относится к электротехнике и может быть использовано в трансформаторостроении,
Целью изобретения является расширение технологических возможностей путем расширения диапазона обрабатываемых изделий по габаритам.
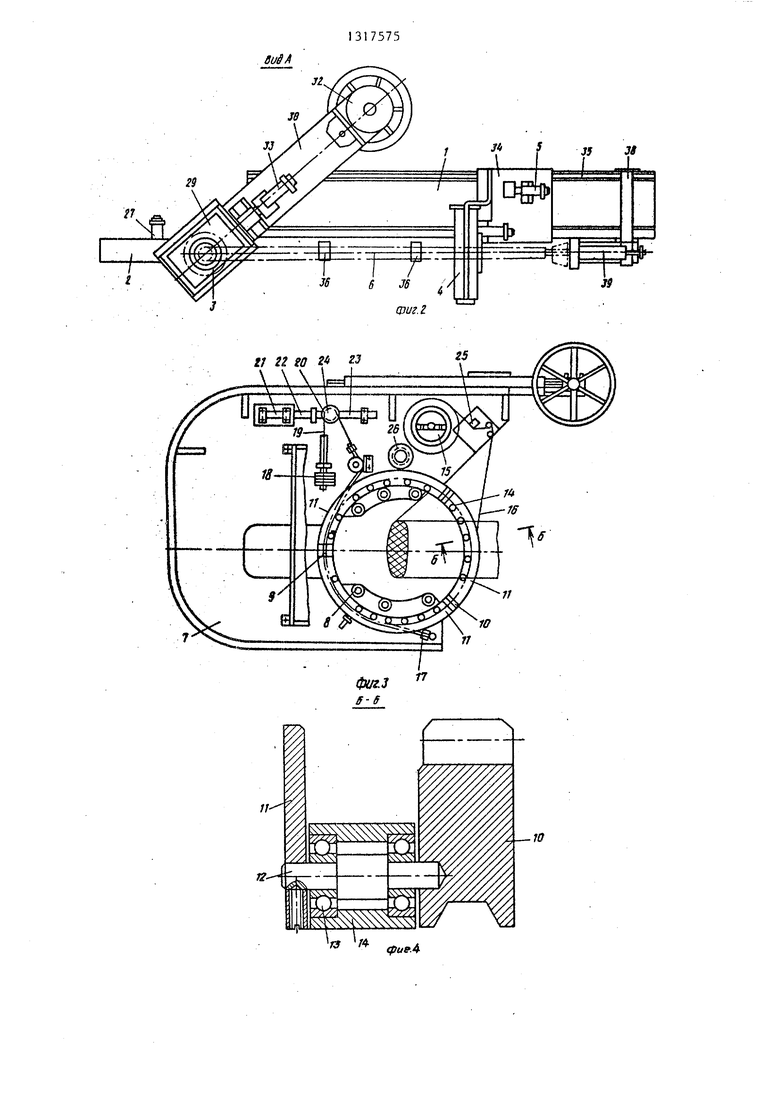
На фиг. 1 изображен предлагаемый станок, общий вид; на фиг. 2 - вид А на фиг, 1; на фиг. 3 - обмоточная головка; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - кинематическая схема связи обмоточной головки с приводом вращения; на фиг. 6 - сечение В-В на фиг. 5.
Станок для наложения изоляции содержит станину 1 (фиг. 1,2), обмоточную головку 2 с приводом для наложения изоляции на кольцевую часть 3 изделия обмоточную головку 4 с приводом 5 .для наложения изоляции на прямолинейную часть 6.
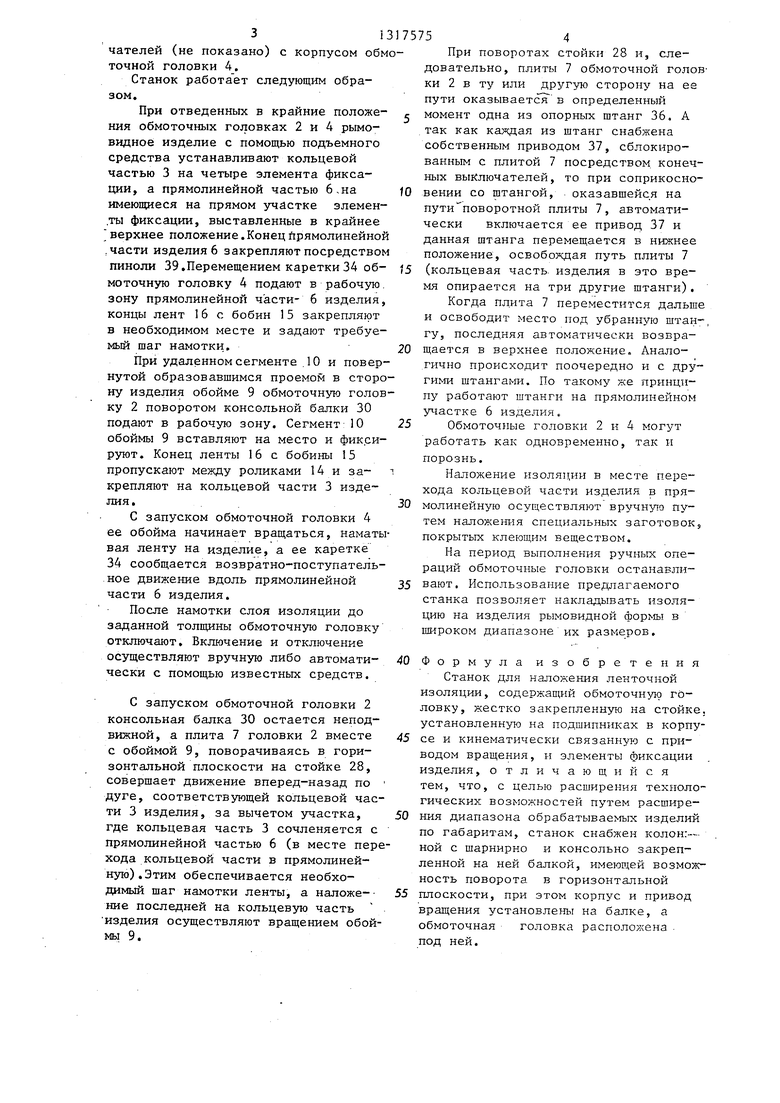
Обмоточная головка 2 (фиг. 2,3) для 1ШМОТКИ кольцевой части 3 издели состоит из установленной на плите 7 (фиго 193) на опорных роликах 8 кольцевой обоймы 9 с выемным сегментом 0 для обеспечения свободной устновки на замкнутые кольцеобразные изделия или их элементы.
На торце обоймы 9 установлены диски 11 (фиго 3,4). Между обоймой 9 н дисками 11 на осях 12 (фиг.4) установлены вращающиеся на подшипникак 13 ролики 14 (фиг. 3,4), на которые наматывается изоляция с бобины 15 (фиг, 3), Бобина с лентой 16 установлена на плите 7 и подторможена относительно оси ее вращения. Для обеспечения натяжения ленты 16 при ее наматывании на изделие на плите 7 закреплен ленточный тормоз 17.
Торможение осуществляется весом груза 185 который через цепную передачу 19, звездочку 20 связан с тормозной лентой. Для растормаживания ленты, намотанной на обойму 9, на плите 7 установлен пневмоцилиндр 21, шток 22 которого толкает рейку 23, связанную с шестерней 24, вращает звездочку 20 и поднимает груз 18. При сматывании ленты 16 с бобины 15 груз 18 находится в верхнем положении, т.е. ленточный тормоз не тормозит ее. Натяжение ленты при ее наложении на изделие производится за счет тормоза бобины. Когда лента 16 смотается с бобины, дальнейшее ее
75752
натяжение осуществляется тормозом 17 под воздействием груза 18, который опускается при срабатывании пневмоци линдра 21. Сигнал на срабатьшание
5 пневмоцилиндра поступает от датчика 25, установленного на плите 7. Чтобы обойма 9 могла вращаться относительно обматываемого изделия, она снабжена зубчатым венцом, взаимодействуюО щим с шестерней 26, сидящей на валу электродвигателя 27 (фиг, 2), Для установки в рабочее положение и вывода из зоны намотки обмоточная го- ловка 2 вместе с электродвигателем
5 27 жестко прикреплена к стойке 28 (фиг. 1), поворотной на подшипниках в корпусе 29 (фиг. 2), закрепленном на консольной балке 30, шарнирно- поворотной в горизонтальной плоскос0 ти на оси 31 (фиг. 1), прикрепленной к колонне 32, установленной на Фзшдаменте (фиг. Ij2). Поворот стойки 28 для обеспечения шага намотки осуществляется от привода вращения
5 (электродвигателя) 33, электрически жестко связанного с электродвигате- легм 27.
Обмоточная головка 4 для нанесения изоляции на прямолинейную часть
0 6 изделия ангшогично обмоточной головки 2 имеет кольцевую обойму, смонтированную на опорных роликах и несущую на себе бобины с лентой. Вместе с приводом 5 обмоточная головка 4 жестко
r установлена на каретке 34 (фиг„ 1 ,.2) , горизонтально-подвижной по направляющим 35 в зоне размещения прямолиней - ной части 6 изделия вдоль его оси. Элементы фиксации под кольцевую часть
0 выполнены в виде вертикально-подвижных штанг 36 (фиг. 2,1)эснабженных автономными приводами 37, сблокированными посредством конечных выключателей (не показано) с плитой 7 об-.
5 моточной головки 2.
Элемент фиксации для конца прямолинейной части 6 изделия выполнен в ; виде жестко смонтированной на станине 1 стойки 38 (фиг. 1,2) с пинолью
0 39, взаимодействующей с концом прямолинейной части 6 изделия.
Элементы фиксаг .ии под прямолинейную часть изделия 6 между кольцевой ГС частью изделия 3 и пинолью 39 так же, как и для кольцевой части изделия, выполнены в виде вертикально-подвижных штанг 36 с притзодагш 37, сблокированными посредством конечных выклю3131
ателей (не показано) с корпусом обмоточной головки 4.
Станок работает следующим образом.
При отведенных в крайние положения обмоточных головках 2 и 4 рымо- видное изделие с помощью подъемного средства устанавливают кольцевой частью 3 на четыре элемента фиксации, а прямолинейной частью 6,на имеющиеся на прямом участке элемен- ты фиксации, выставленные в крайнее верхнее положение. Конец йрямолинейной части изделия 6 закрепляют посредством пиноли 39.Перемещением каретки 34 обмоточную головку 4 подают в рабочую. зону прямолинейной части- 6 изделия, концы лент 16 с бобин 15 закрепляют в необходимом месте и задают требуемый шаг иамотки.
При удаленном сегменте .10 и повернутой образовавшимся проемом в сторону изделия обойме 9 обмоточную головку 2 поворотом консольной балки 30 подают в рабочую зону. Сегмент:10 обоймы 9 вставляют на место и фиксируют. Конец ленты 16 с бобины 15 пропускают между роликами 14 и за- т крепляют на кольцевой части 3 изделия.
С запуском обмоточной головки 4 ее обойма начинает вращаться, наматывая ленту на изделие, а ее каретке 34 сообщается возвратно-поступательное движение вдоль прямолинейной части 6 изделия.
После намотки слоя изоляции до заданной толщины обмоточную головку отключают. Включение и отключение осуществляют вручную либо автоматически с помощью известных средств.
С запуском обмоточной головки 2 консольная балка 30 остается неподвижной, а плита 7 головки 2 вместе с обоймой 9, поворачиваясь в горизонтальной плоскости на стойке 28, совершает движение вперед-назад по дуге, соответствующей кольцевой части 3 изделия, за вычетом участка, где кольцевая часть 3 сочленяется с прямолинейной частью 6 (в месте перехода кольцевой части в прямолиней- нзто).Этим обеспечивается необходимый шаг намотки ленты, а наложе-- ние последней на кольцевую часть изделия осуществляют вращением обоймы 9.
7575
При поворотах стойки 28 и, следовательно, плиты 7 обмоточной ГОЛОВ ки 2 в ту или другую сторону на ее пути оказывается в определенный
момент одна из опорных штанг 36. А так как каждая из штанг снабжена собственным приводом 37, сблокированным с плитой 7 посредством, конечных выключателей, то при соприкосновении со штангой, оказавшейся на пути поворотной плиты 7, автоматически включается ее привод 37 и данная штанга перемещается в нижнее положение, освобождая путь плиты 7
(кольцевая часть, изделия в это время опирается на три другие штанги),
Когда пдита 7 переместится дальше и освободит место под убранную штан-, ГУ, последняя автоматически возвращается в верхнее положение. Аналогично происходит поочередно и с другими штангами. По такому же принципу работают штанги на прямолинейном участке 6 изделия.
Обмоточные головки 2 и 4 могут работать как одновременно, так и порознь.
Наложение изоляции в месте пере хода кольцевой части изделия в прямолинейную осуществляют вручную путем наложения специальных заготовок, покрытых клеюш,им веществом.
На период выполнения ручных операций обмоточные головки останавливают. Использование предлагаемого станка позволяет накладывать изоляцию на изделия рымовидной формы в широком диапазоне их размеров.
Формула изобретения
Станок для наложения ленточной изоляции, содержащий обмоточную головку, жестко закрепленную на стойке, установленную на подшипниках в корпусе и кинематически связаннуи с приводом вращения, и элементы фиксации изделия, отличающийся тем, что, с целью расширения технологических возможностей путем расширения диапазона обрабатываемых изделий по габаритам, станок снабжен колон:--. ной с шарнирно и консольно закрепленной на ней балкой, имеющей возможность поворота, в горизонтальной
плоскости, при этом корпус и привод вращения установлены на балке, а обмоточная головка расположена под ней.
39
и 21 go
АЛ
ЯГ V4
(риеЛ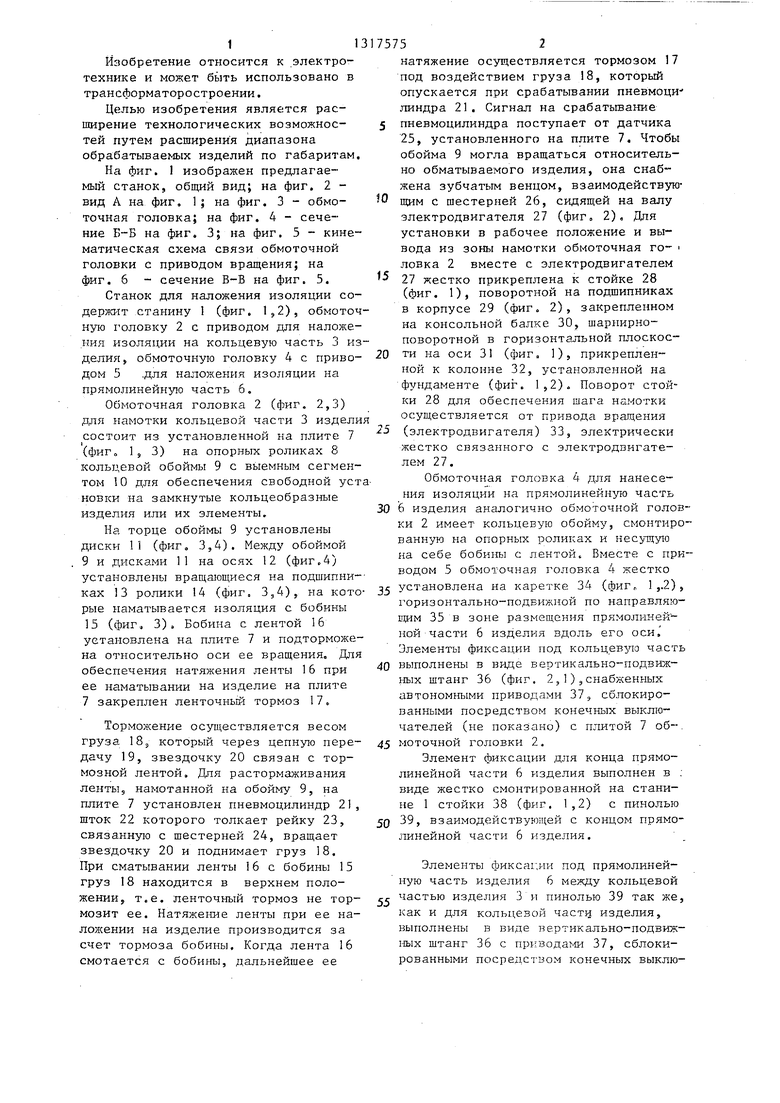
| название | год | авторы | номер документа |
|---|---|---|---|
| Намоточное устройство к станку для наложения ленточной изоляции | 1982 |
|
SU1048549A1 |
| Станок для наложения ленточной изоляции | 1980 |
|
SU904006A1 |
| Станок для наложения ленточной изоляции | 1980 |
|
SU955238A1 |
| Станок для наложения ленточной изоляции на кольцевую и прямолинейную части изделия | 1989 |
|
SU1676012A1 |
| Устройство для намотки на изделие ленточного материала | 1983 |
|
SU1274014A1 |
| Станок для наложения корпусной ленточной изоляции на обмотки электрических машин | 1977 |
|
SU692009A1 |
| Станок для наложения корпусной изоляции на катушки электрических машин | 1987 |
|
SU1457091A1 |
| СТАНОК ДЛЯ НАМОТКИ ИЗДЕЛИЙ ИЗ СЛОИСТЫХ ПЛАСТИКОВ | 1992 |
|
RU2060923C1 |
| СТАНОК ДЛЯ НАЛОЖЕНИЯ КОРПУСНОЙ ИЗОЛЯЦИИ НА ЯКОРНЫЕ КАТУШКИ ЭЛЕКТРИЧЕСКИХ МАШИН | 1972 |
|
SU330511A1 |
| Центрирующий механизм к станку для наложения ленточной изоляции | 1989 |
|
SU1758781A1 |
Изобретение относится к области электротехники и м.б. использовано в трансформаторостроении. Цель изобретения - расширение технологических возможностей путем расширения диапазона o6pa6aTbiBaeN bix изделий по габаритам. Станок содержит обмоточную головку 2 для .наложения изоляции на кольцевую часть 3 изделия и обмоточную головку 4 для наложения изоляции на прямолинейную часть 6. Для установки в рабочее положение и вывода из зоны намотки головка 2 с электродвигателем жестко прикреплены к стойке 28, поворотной в корпусе 29, закрепленном на балке 30, шарнирно-поворотной в горизонтальной .плоскости на оси 31, прикрепленной к колонне 32, Такая конструкция обеспечивает необходимый шаг намотки ленты. 6 ил. S (Л JZ J9 ч ел | :л (pl/2.f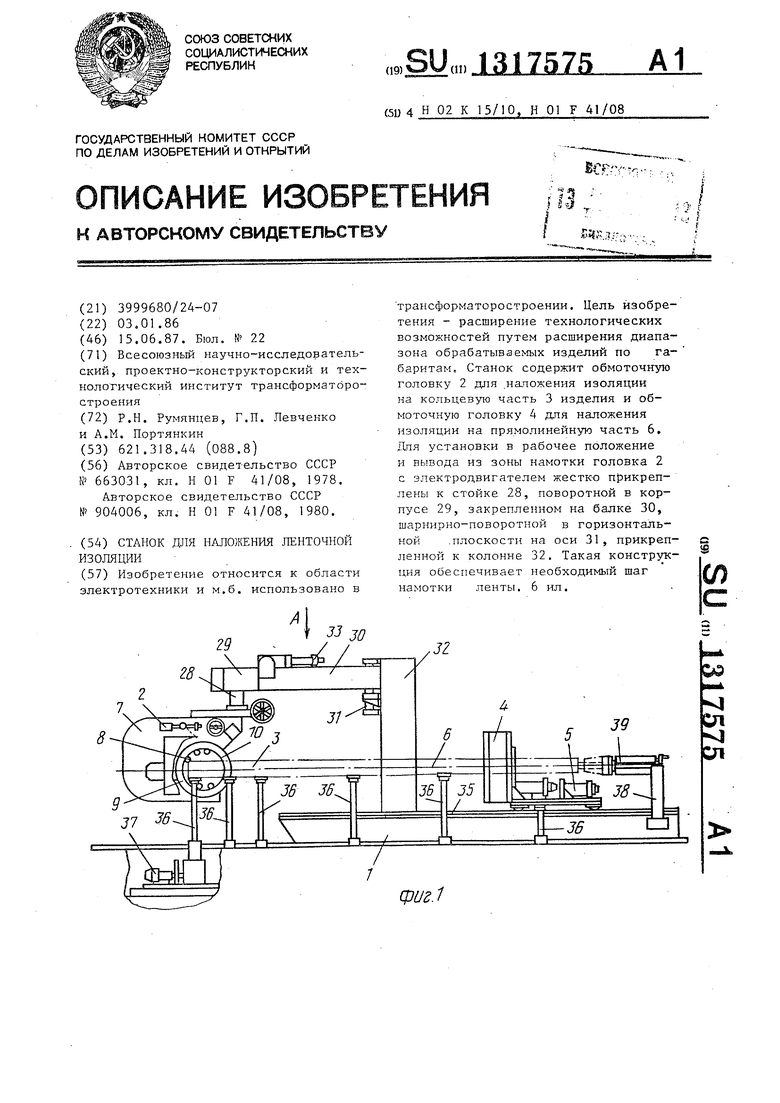
I фие.5
Фиг.б
Составитель Б, Пьшкина Редактор Н. Слободяник Техред М.Ходанич Корректор А, Зимокосов
Заказ 2430/51Тираж 660Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Станок для наложения ленточной изоляции на кольцевые катушки | 1977 |
|
SU663031A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для наложения ленточной изоляции | 1980 |
|
SU904006A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
