правляющие 16 расположены под углом к продольной оси станка.
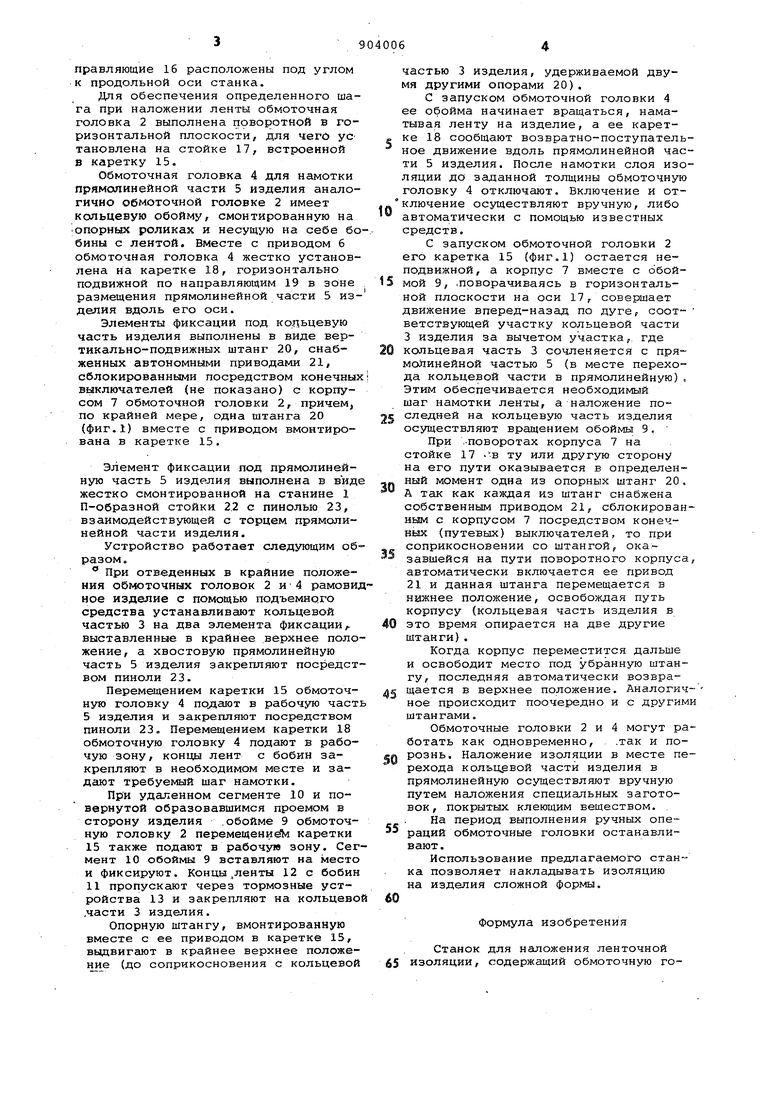
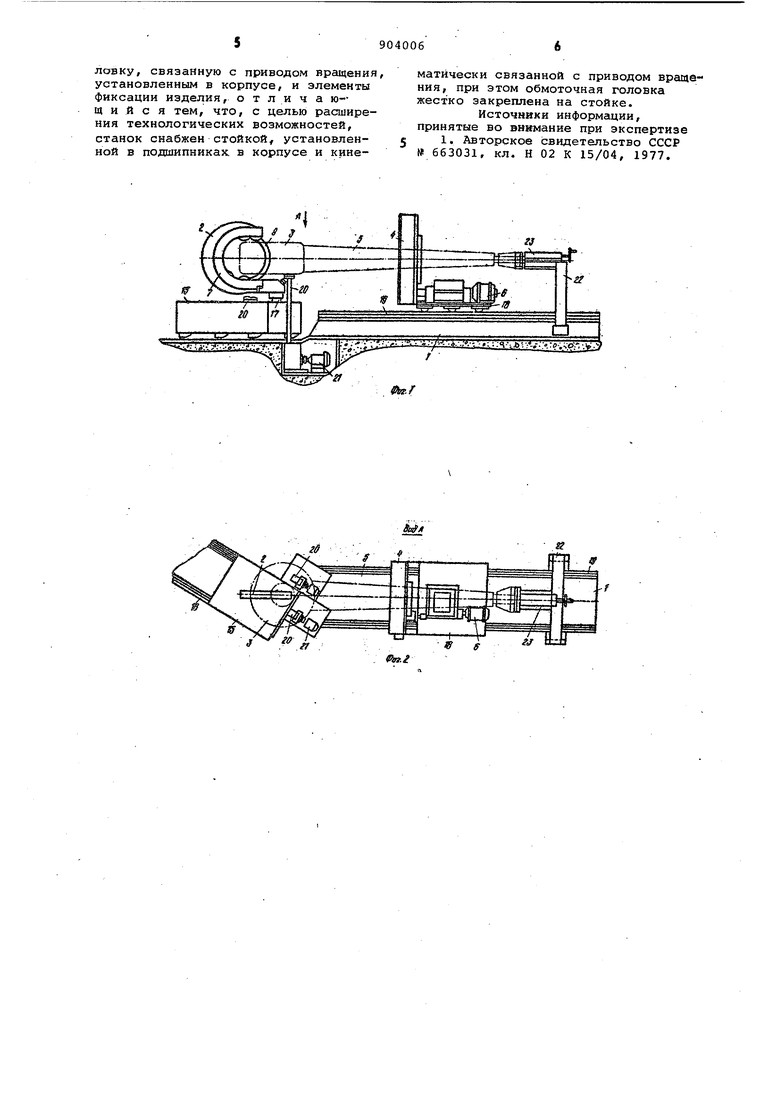
Для обеспечения определенного шага при наложении ленты обмоточная головка 2 выполнена поворотной в горизонтальной плоскости, для чего уС тановлена на стойке 17, встроенной в каретку 15.
Обмоточная головка 4 для намотки прямолинейной части 5 изделия аналогично обмоточной головке 2 имеет кольцевую обойму, смонтированную на опорных роликах и несущую на себе бобины с лентой. Вместе с приводом 6 обмоточная головка 4 жестко установлена на каретке 18, горизонтально подвижной по направляющим 19 в зоне размещения прямолинейной части 5 изделия вдоль его оси.
Элементы фиксаций под кольцевую часть изделия выполнены в виде вертикально-подвижных штанг 20, снабженных автономными приводами 21, сблокированными посредством конечных выключателей (не показано) с корпусом 7 обмоточной головки 2, причем, по крайней мере, одна штанга 20 (фиг.1) вместе с приводом вмонтирована в каретке 15.
Элемент фиксации под прямолинейную часть 5 изделия выполнена в вид жестко смонтированной на станине 1 П-образной стойки 2.2 с пинолью 23, взаимодействующей с торцем прямолинейной части изделия.
Устройство работает следующим образом.
При отведенных в крайние положения обмоточных головок 2 и 4 рамовиное изделие с помощью подъемного средства устанавливают кольцевой частью 3 на два элемента фиксации,, выставленные в крайнее верхнее положение, а хвостовую прямолинейную часть 5 изделия закрепляют посредством пиноли 23.
Перемещением каретки 15 обмоточную головку 4 подают в рабочую част 5 изделия и закрепляют посредством пиноли 23. Перемещением каретки 18 обмоточную головку 4 подают в рабочую зону, концы лент с бобин закрепляют в необходимом месте и задгиот требуемый шаг намотки.
При удаленном сегменте 10 и повернутой образовавшимся проемом в сторону изделия .обойме 9 обмоточную головку 2 перемещение каретки 15 также подают в рабочую зону. Сегмент 10 обоймы 9 вставляют на место и фиксируют. Концы,ленты 12 с бобин 11 пропускают через тормозные устройства 13 и закрепляют на кольцево .части 3 изделия.
Опорную штангу, вмонтированную вместе с ее приводом в каретке 15, выдвигают в крайнее верхнее положение (до соприкосновения с кольцевой
частью 3 изделия, удерживаемой двумя другими опорами 20).
С запуском обмоточной головки 4 ее обойма начинает вращаться, наматывая ленту на изделие, а ее каретке 18 сообщают возвратно-поступательное движение вдоль прямолинейной части 5 изделия. После намотки слоя изоляции до заданной толщины обмоточную головку 4 отключают. Включение и отключение осуществляют вручную, либо автоматически с помощью известных средств.
С запуском обмоточной головки 2 его каретка 15 (фиг.1) остается неподвижной , а корпус 7 вместе с обоймой 9, .поворачиваясь в горизонтальной плоскости на оси 17 р совершает движение вперед-назад по дуге, соответствующей участку кольцевой части 3 изделия за вычетом участка,, где кольцевая часть 3 сочленяется с прямойинейной частью 5 (в месте перехода кольцевой части в прямолинейную) Этим обеспечивается необходимый шаг намотки ленты, а наложение последней на кольцевую часть изделия осуществляют вращением обоймы 9,
При ..поворотах корпуса 7 на стойке 17 -В ту или другую сторону на его пути оказывается в определенный момент одна из опорных штанг 20. А так как каждая из штанг снабжена собственным приводом 21, сблокированньгм с корпусом 7 посредством конечных {путевых) выключателей, то при соприкосновении со штангой, ока: завшейся на пути поворотного корпуса автоматически включается ее привод 21 и данная штанга перемещается в нижнее положение, освобождая путь корпусу (кольцевая часть изделия в это время опирается на две другие штанги).
Когда корпус переместится дальше и освободит место под убранную штангу, последняя автоматически возвращается в верхнее положение. Аналогичное происходит поочередно и с другим штангами.
Обмоточные головки 2 и 4 могут работать как одновременно, .так и порознь. Наложение изоляции в месте перехода кольцевой части изделия в прямолинейную осуществляют вручную путем наложения специальных заготовок, покрытых клеющим веществом.
На период выполнения ручных операций обмоточные головки останавливают.
Использование предлагаемого станка позволяет накладывать изоляцию на изделия сложной формы.
Формула изобретения
Станок для наложения ленточной 65 изоляции, содержащий обмоточную го
ловку, связанную с приводом вращения, установленным в корпусе, и элементы фиксации изделия, о т л и ч а ю- щ и и с я тем, что, с целью расширения технологических возможностей, станок снабжен стойкой, установленной в подшипниках в корпусе и кинематически связанной с приводом вращения, при этом обмоточная головка жестко закреплена на стойке.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №663031, кл. Н 02 К 15/04, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Намоточное устройство к станку для наложения ленточной изоляции | 1982 |
|
SU1048549A1 |
| Станок для наложения ленточной изоляции | 1986 |
|
SU1317575A1 |
| Станок для наложения ленточной изоляции | 1980 |
|
SU955238A1 |
| Станок для наложения ленточной изоляции на кольцевую и прямолинейную части изделия | 1989 |
|
SU1676012A1 |
| Устройство для намотки на изделие ленточного материала | 1983 |
|
SU1274014A1 |
| Станок для наложения корпусной ленточной изоляции на обмотки электрических машин | 1977 |
|
SU692009A1 |
| СТАНОК ДЛЯ НАМОТКИ ИЗДЕЛИЙ ИЗ СЛОИСТЫХ ПЛАСТИКОВ | 1992 |
|
RU2060923C1 |
| Устройство для намотки на изделие ленточного материала | 1980 |
|
SU883986A1 |
| Станок для наложения корпусной изоляции на катушки электрических машин | 1987 |
|
SU1457091A1 |
| Центрирующий механизм к станку для наложения ленточной изоляции | 1989 |
|
SU1758781A1 |

9
