Изобретение относится к обрэ.ботке металлов давлением, а именно к конструкции устройств для глубокой вытяжки полых изделий из листового металла .
Целью изобретения является повы- meiffle глубины вытяжки.
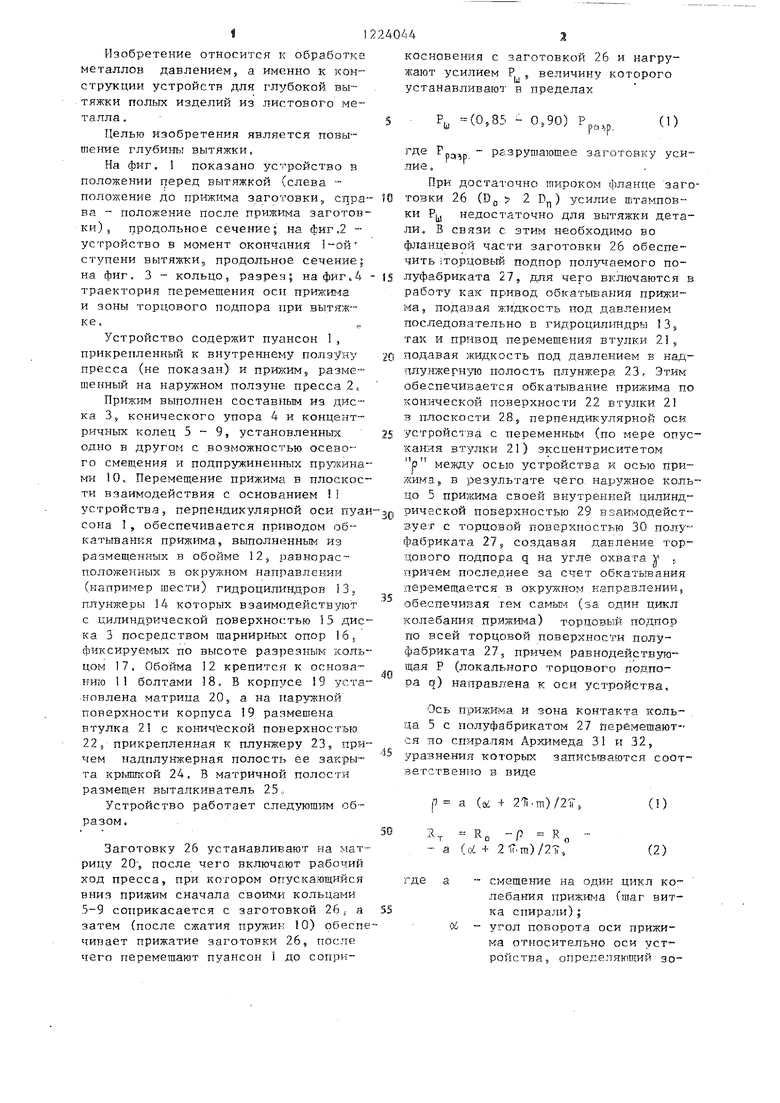
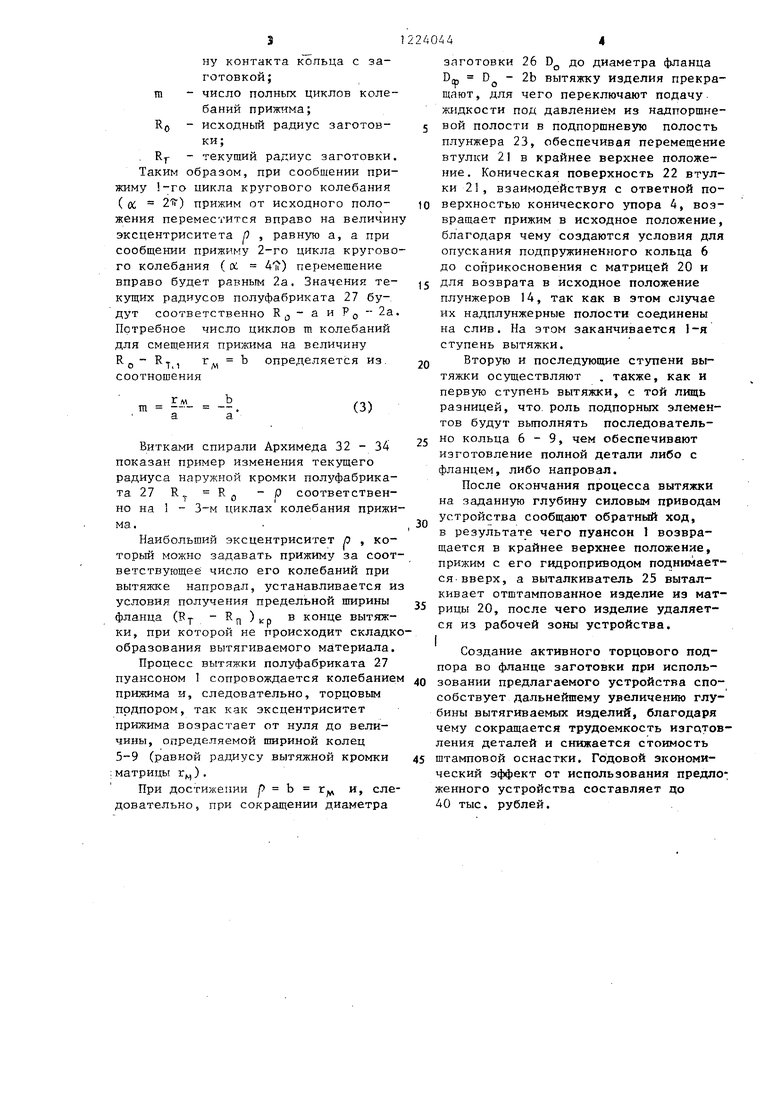
На фиг. 1 показано устройство в положении перед вытяжкой (слева - положение до прижима заготовки,, справа - положение после прижима заготовки) , продольное сечение; на фиг ,2 - устройство в момент окончания ступени вытяжки, продольное сечениеj на фиг. 3 - кольцо, разрез; на фиг.4 траектория перемещения оси прижима и зоны торцового подпора при вытяжке,„
Устройство содержит пуансон 1, прикрепленньм к внутреннему ползуну пресса (не показан) и прижим размещенный на наружном ползуне пресса 2 Прижим выполнен составным из диска 3, конического упора 4 и концентричных колец 5 9, установленных одно в другом с возможностью осевого смещения и подпружиненных пружинами 10, Перемещение прижима в плоскости взаимодействия с основанием 1 устройства, перпендикулярной оси пуасона 1 , обеспечивается приводом о6-- катыванкя ир№к1гма, выполненным из размещенных в обойме 12, равнорас- положенных в окружном направлении (например шести) гидродилиндров 13, плунжеры 14 которых взаимодействуют с цилиндрической поверхностью 15 диска 3 посредством шарнирных опор 16; фиксируемых по высоте разрезным кольцом 17. Обойма 12 крепится к основа- нию 11 болтами 18. В корпусе 9 установлена матрица 20, а на наружной поверхности корпуса 19 размешена втулка 21 с конич еской поверхностью 22, прикрепленная к плунжеру 23, причем наднлунжерная полость ее закрыта крытсой 24. В матричной полости размещен выталкиватель 25„
Устройство работает следуюш.иГ образом.
Заготовку 26 устанавливают на матрицу 20, после чего включают рабочий ход пресса, при котором опускающийся вниз прижим сначала своими кольцами 5-9 соприкасается с заготовкой 26, а затем (после сжатия пружик 10) обеспчивает прижатие заготовки 26, после чего переметают пуансон 1 до сопрккосноветтия с заготовкой 26 и нагружают усилием Р S величину которого устанавливают в пределах
5 - )
(О
.
pft.p. - разрушаюшее заготовку уси
При достаточно широком фланце заготовки 26 (Dg 2 Dj) усилие штамповки Ру недостаточно для вытяжки детали, В связи с этим необходимо во фланцевой части заготовки 26 обеспечить Торцовый подпор полз таемого полуфабриката 27, для чего вБ:лючаются в работу как привод обкатьшания прижима, подавая жидкость под давлением последовательно в гидpoцил fflдpы 13, так и привод перемещения 21.
подавая жидкость под давлением в над- плунжерную полость плунжера 23, Этим обеспечивается обкатывание прижима по конической поверхности 22 втулки 21 3 плоскости 28, перпендикулярной оси
устройс1 Ба с переменныь (по мере опускания втулки 21) эксцентриситетом р между осью устройства и осью прижима, в результате чего наружное кольцо 5 прижима своей внутренней цилинд
рической поверхностью 29 :взaIп soдeйcт зует с торцовой поверхностью 30 полуфабриката 27, создавая даЕление торцового подпора q на угле охвата, у- ., причем последнее за счет обкатывания перемещается в окружном направлении, обеспечивая тем самьс-; (sa один цикл колебания прижима) торцовый подпор по всей торцовой поверхности полу- Фабриката 27, причем равнодействующая Р (локального торцового подпора q) направ.чена к оси устройства,
Ось прижима и зона контакта кольца 5 с полуфабрикатом 27 йеремешают- ся яо спиралям Архимеда 31 и 32, уравнения которьпс записьшаются соот- зетственно в виде
Р а (ы. -ь 2li-m)/2ir
(1)
R,
-р
- а ((i + 2 IT. та)/21
(2)
где а -- смещение на один цикл колебания прижш-ш (шаг витка спирали)I
И - угол поворота оси прижи- ка относительно оси устройства, определяющий эону контакта кольца с заготовкой;
m - число полных циклов колебаний прижима;
RO - исходный радиус заготовки;
. R - текущий радиус заготовки. Таким образом, при сообщении прижиму 1-го цикла кругового колебания (Л 2) прижим от исходного положения переместится вправо на величин эксцентриситета р , равную а, а при сообщении прижиму 2-го цикла кругового колебания ( (X Al) перемещение вправо будет равным 2а. Значения текущих радиусов полуфабриката 27 будут соответственно Кд- а и о 2а. Потребное число циклов m колебаний для смещения прижима на величину Rp-R, r b определяется из. соотношения
Гм b
m -.
а а
Витками спирали Архимеда 32-34 показан пример изменения текущего радиуса наружной кромки пол фабрика- та27 R 0 Р соответственно на 1 - 3-м циклах колебания прижима.
Нанбольщий эксцентриситет р , который можно задавать прижиму за соответствующее число его колебаний при вытяжке напровал, устанавливается из условия получения предельной ширины фланца (R-p -R),. в конце вытяжки, при которой не происходит складкообразования вытягиваемого материала.
Процесс вытяжки полуфабриката 27 пуансоном 1 сопровождается колебанием прижима и, следовательно, торцовым подпором, так как эксцентриситет прижима возрастает от нуля до величины, определяемой шириной колец (равной радиусу вытяжной кромки матрицы г),
При достижении р Ъ г, и, следовательно , при сокращении диаметра
у
заготовки 26 D до диаметра фланца DQJ D - 2b вытяжку изделия прекращают, для чего переключают подачу. жидкости под давлением из надпоршне- 5 вой полости в подпоршневую полость плунжера 23, обеспечивая перемещение втулки 21 в крайнее верхнее положение. Коническая поверхность 22 втулки 21, взаимодействуя с ответной по10 верхностью конического упора 4, возвращает прижим в исходное положение, благодаря чему создаются условия для опускания подпружиненного кольца 6 до соприкосновения с матрицей 20 и
)5 для возврата в исходное положение плунжеров 14, так как в этом случае их надплунжерные полости соединены на слив. На этом заканчивается 1-я ступень вытяжки.
2Q Вторую и последующие ступени вытяжки осуществляют , также, как и первую ступень вытяжки, с той лищь разницей, что. роль подпорных элементов будут выполнять последователь25 но кольца 6-9, чем обеспечивают изготовление полной детали либо с фланцем, либо напровал.
После окончания процесса вытяжки на заданную глубину силовым приводам устройства сообщают обратный ход, в результате чего пуаисои 1 возвращается в крайнее верхнее положение, прижим с его гидроприводом поднимается вверх, а выталкиватель 25 выталкивает отштампованное изделие из мат35 рицы 20, после чего изделие удаляется из рабочей зоны устройства.
Создание активного торцового подпора во фланце заготовки при исполь40 зовании предлагаемого устройства способствует дальнейшему увеличению глубины вытягиваемых изделий, благодаря чему сокращается трудоемкость изготовления деталей и снижается стоимость
45 щтамповой оснастки. Годовой экономический зффект от использования предло женного устройства составляет до ДО тыс. рублей.
/////////////
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для глубокой вытяжки | 1980 |
|
SU1031573A1 |
| Штамп для вытяжки | 1987 |
|
SU1503938A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| Устройство для глубокой вытяжки с торцовым подпором | 1987 |
|
SU1489890A1 |
| Устройство для гидромеханической вытяжки | 1988 |
|
SU1558535A1 |
| Способ глубокой вытяжки и штампдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU837482A1 |
| Штамп для глубокой вытяжки | 1980 |
|
SU1017411A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |

rj
epuf.3
Составитель О.Матвеева Редактор М.Недолуженко Техред В . Кадар
Заказ 1865/10Тираж 783Подписное
ВИМИПИ Государственного комитета СССР
по делам изобретений и открытий 13035, Москва, Ж-35, Раушская наб., д,4/5
Филиал ППП Патент, г.Ужгород, уп.Проектная,4
Корректор С.Черни
| ШТАМП ДЛЯ СТУПЕНЧАТОЙ ВЫТЯЖКИ | 1972 |
|
SU421407A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
