(54) СПССОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ И- ДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК
г1лубины вытяжки к глубине вытяжки э-а один цикл.
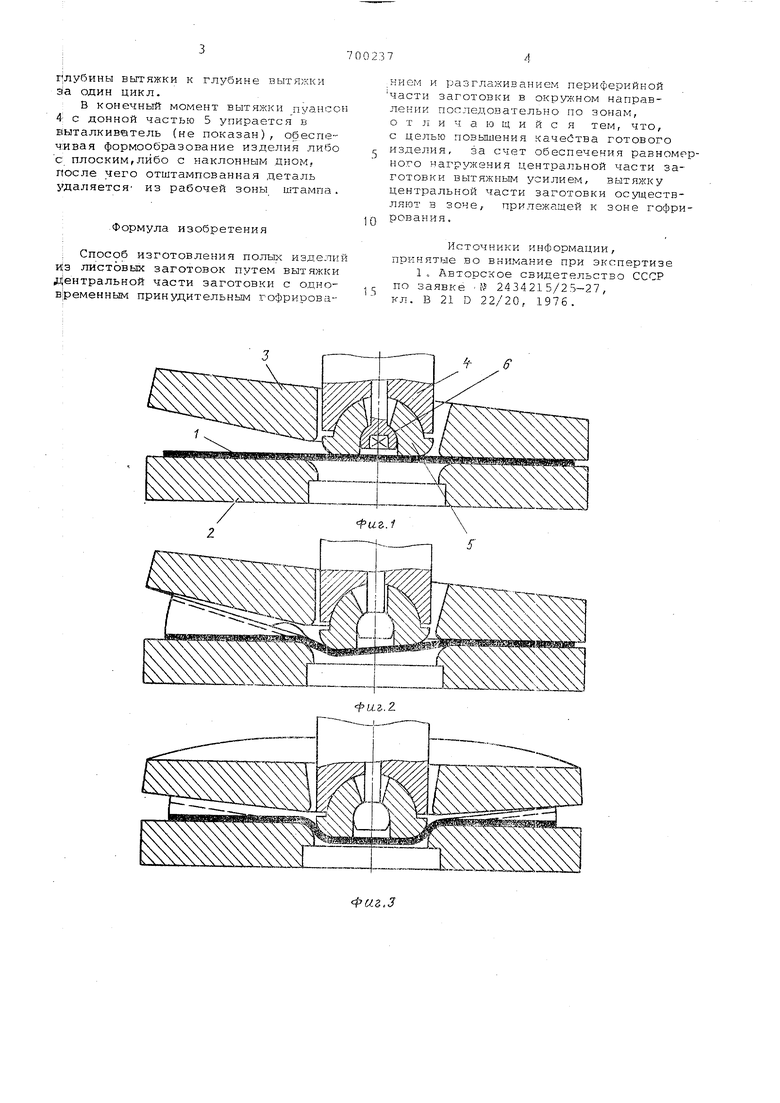
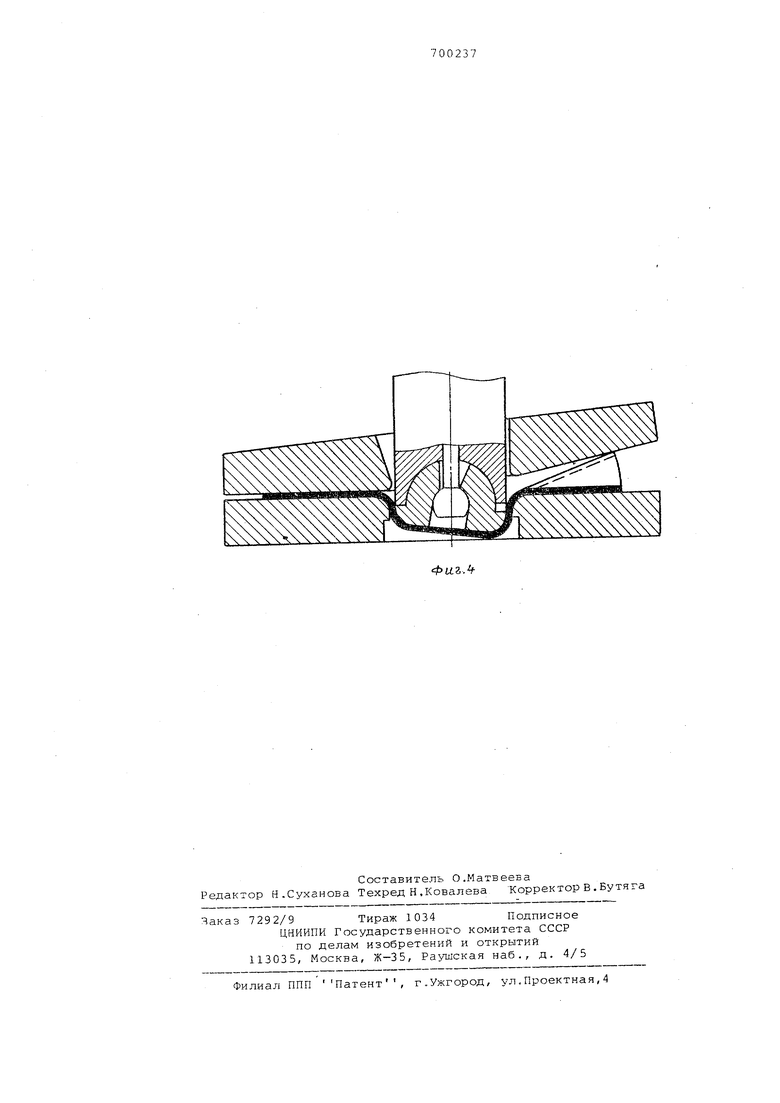
В конечный момент вытяжки пуансон 4 с донной частью 5 упирается в ныталкиветель (не показан), обеслеч;ивая формообразование изделия либо с плоским,либо с наклонным диом, после чего отштампованная деталь удаляется из рабочей зоны штампа..
Формула изобретения
; Способ изготовления полых изделий Из листовых заготовок путем вытяжки Центральной части заготовки с однов1ременным принудительным гофрированием и разглаживанием периферийной части заготовки в окружном направлении последовательно по зонам, о т л и ч а ю 1Д и и с я тем, что, с целью повышения качества готового изделия, за счет обеспечения равномерного нагружения центральной части заготовки вытяжным усилием, вытях ку центральной части заготовки осу1дествляют в зоне, прилежащей к зоне гофрирования.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР по заявке № 2434215/25-27, кл. В 21 D 22/20, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Образец для определения напряжений сжатия во фланце листовой заготовки | 1978 |
|
SU685953A1 |
| Способ изготовления полых изделий из листовой заготовки | 1977 |
|
SU703187A1 |
| Способ глубокой вытяжки и штампдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU837482A1 |
| Способ вытяжки полых изделий из листовых заготовок и устройство для его осуществления | 1984 |
|
SU1214279A1 |
| Способ изготовления полых изделий | 1977 |
|
SU721171A1 |
| Штамп для глубокой вытяжки | 1978 |
|
SU764785A1 |
| Способ изготовления полых деталейКОНичЕСКОй фОРМы | 1979 |
|
SU841712A1 |
| Способ изготовления полых изделий коробчатой формы | 1981 |
|
SU984570A1 |
| Заготовка для глубокой вытяжки | 1978 |
|
SU733796A1 |
| Штамп для глубокой вытяжки | 1984 |
|
SU1220828A1 |
f
