Ю
П МП ИМ
(Л
4i)k
СО
00
со
//1L /
f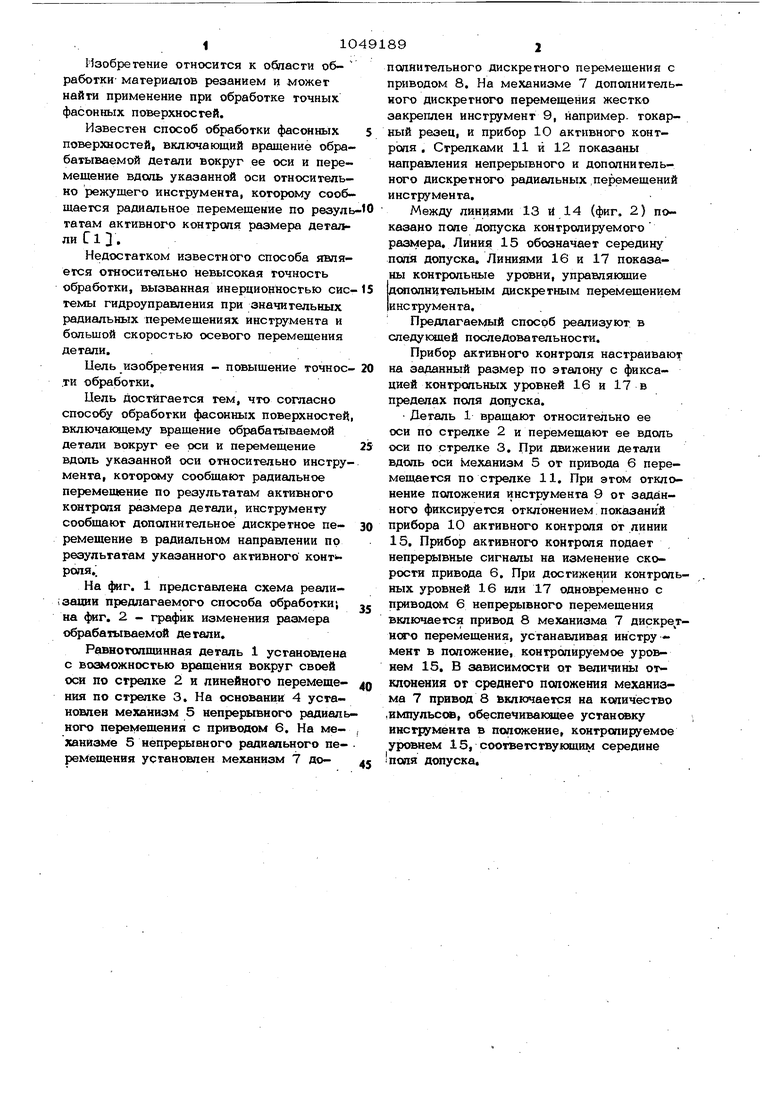
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки линейчатых поверхностей и устройство для его осуществления | 1987 |
|
SU1523309A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 2006 |
|
RU2316420C2 |
| Способ поштучного точения торцевых и фасонных поверхностей | 1978 |
|
SU764848A1 |
| Автоматическая установка для контроля геометрии деталей круглого поперечного сечения | 1986 |
|
SU1374047A1 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| СПОСОБ КОНТРОЛЯ ТОЛЩИНЫ ВКЛАДЫШЕЙ ПОДШИПНИКОВ | 2006 |
|
RU2324577C2 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2194244C2 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДЕТАЛЕЙ | 1991 |
|
RU2010154C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ ПЕРЕМЕННОЙ КРИВИЗНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2047465C1 |
СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ, включакядий вращение вбрабатываемой детали вокруг ее оси и перемещение вдоль указанной оси относительно режущего инструмента, xoTOpWrfy сообщают радиальное перемещение по результатам активного коитропя размера детали, отличающийся тем, что, с целью повышения точности обработки, инструменту сообщают дополнительное дискретное пёремешеиие в радиальном направлении по результатам указанного активного контроля.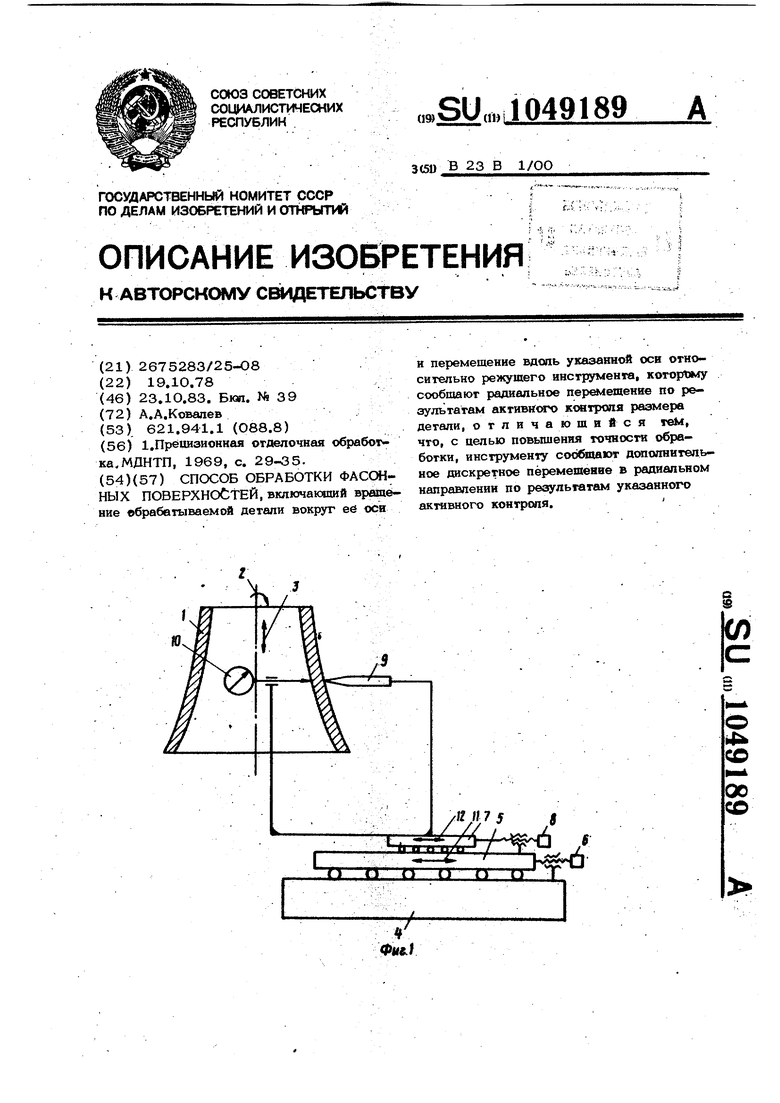
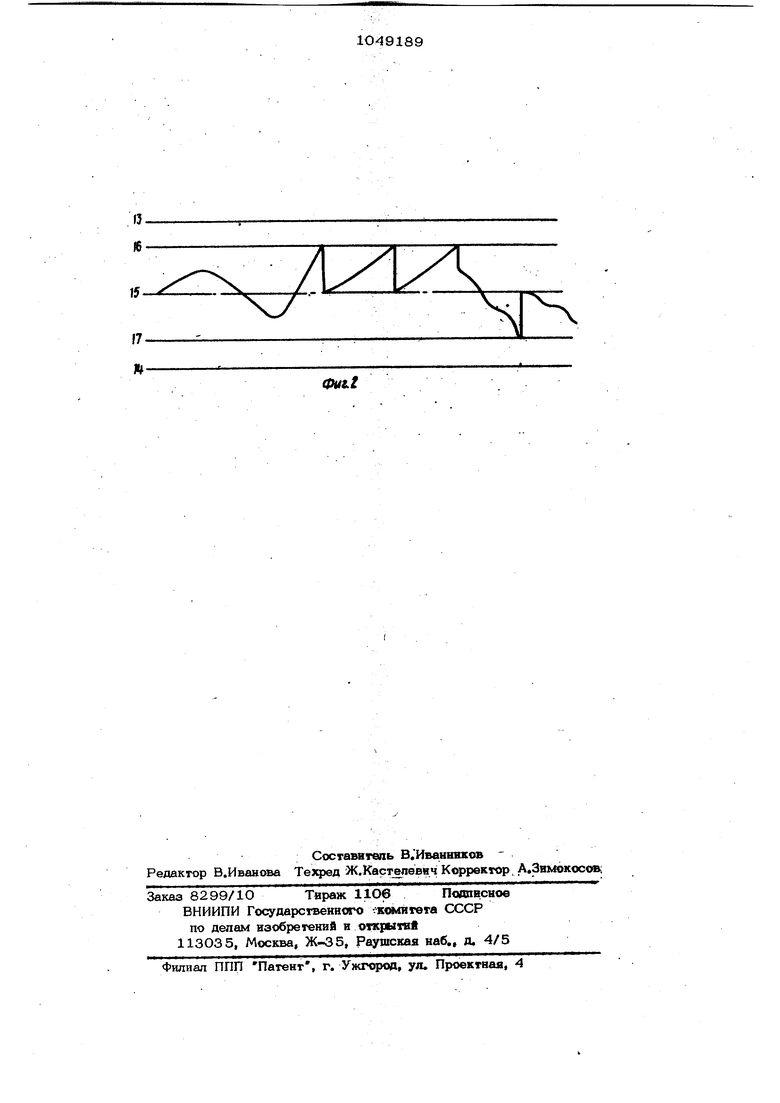
ф«&) Изобретение относится к области обработки материалов резанием и может найти применение при обработке точных фасонных поверхностей. Известен способ обработки фасонных поверхностей, включающий вращение обра батываемой детали вокруг ее оси и перемещение вдоль указанной оси относительно режущего инструмента, которому сооб щается радиальное перемещение по резул татам активного контроля размера деталлиС11. Недостатком известного способа является относительно невысокая точность обработки, вызванная инерционностью сие темы гидроуправпения при значительных радиальных перемещениях инструмента и большой скоростью осевого перемещения детали. Цель изобретения - повыщение точное .ти обработки. Цель достигается тем, что согласно способу обработки фасонных поверхностей включающему вращение обрабатываемой детали вокруг ее оси и перемещение вдоль указанной оси относительно инстру мента, которсяиу сообщают радиальное перемещение по результатам активного контроля размера детали, инструменту сообщают дополнительное дискретное перемещение в радиальном направлении по результатам указанного активного контроля.| На фиг. 1 представлена схема реали{зацин предлагаемого способа обработки, на фиг. 2 - график изменения размера обрабатываемой детали. Равнотодпшнная деталь 1 установлена с возможностью вращения вокруг своей оси по с грелке 2 и линейного перемещения по стрелке 3. На основании 4 установлен механизм 5 непрерывного радиал ного перемещения с приводом 6. На механизме 5 непрерывного радиального перемещения установлен механизм 7 доолнительного дискретного перемещения с приводом 8. На механизме 7 дополнительного дискретного перемещения жестко закреплен инструмент 9, например, токарный резец, и прибор Ю активного контроля . Стрелками 11 и 12 показаны направления непрерывного и дополнительного дискретного радиальных перемещений инструмента. Между линиями 13 и 14 (фиг, 2) показано поле допуска контролируемого размера. Линия 15 обозначает середину поля допуска. Линиями 16 и 17 показаны контрольные уровни, управлякдцие ДОТ1ОЛНИтельным дискретным перемещением (инструмента. Предлагаемый способ реализуют в следующей последовательности. Прибор активного контроля настраивают на заданный размер по эталону с фиксацией контрольных уровней 16 и 17 в пределах поля допуска. Деталь 1 вращают относительно ее оси по стрелке 2 и перемещают ее вдоль оси по стрелке 3. При /шижении детали вдоль оси механизм 5 от привода 6 перемещается по стрелке 11. При этом отклонение положения инструмента 9 от заданного фиксируется отклонением показаний прибора 10 активного контроля от линии 15. Прибор активного контроля подает непрерывные сигналы на изменение скорости привода 6. При достижении контршьных уровней 16 или 17 одновременно с приводом 6 непрерывного перемещения включается привод 8 механизма 7 дискре тнсго перемещения, устанавливая инструмент в положение, контролируемое уровнем 15. В зависимости от величины отклонения or среднего положения механизма 7 привод 8 Включается на количество ,импульс ж, обеспечивакяцее установку инструмента в положение, контролируемое уровнем 15, соответствукицим середине поля допуска.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Солесос | 1922 |
|
SU29A1 |
