сл
/5
ел
ю
4
гг
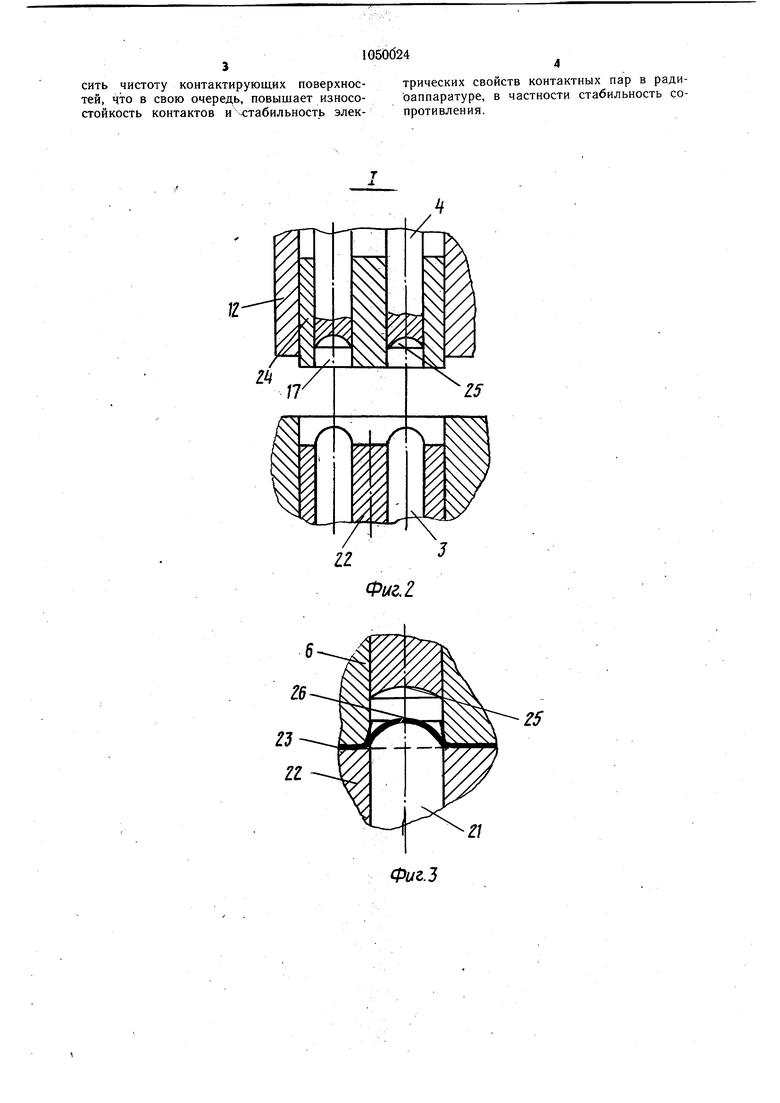
Фиг.1 Изобретение относится к электротехнике и может быть использовано в производстве слаботочных скользящих контактов, в частности, радиоконтактов. Известен способ изготовления контактов, заключающийся в вырубке из полосы контура контакта, его гибки и отсечки контакта от листа с последующим покрытием контактируемых поверхностей серебром 1. Недостатком данного способа является невозможность получения высокой чистоты контактирующих поверхностей контакта. Наиболее близким к предлагаемому по технической сущности является способ изготовления слаботочных скользящих контактов, заключающийся в вырубке по контуру контакта в листе, гибке контакта, .вытяжке контактирующей части контакта, отсечки контакта от листа 2. Недостаток известного способа заключается в невозможности ориентации контактов при массовом автоматизированном производстве, что приводит к плохой обработке контактирующей поверхности. Целью изобретения является повышение эксплуатационной надежности. Поставленная цель достигается тем, что в способе изготовления слаботочных скользящих контактов, заключающемся в вырубке по контуру контакта в листе, гибке контакта, вытяжке контактирующей части контакта, отсечке контакта от листа, перед операцией отсечки контакта производят поверхностную деформацию (например, чеканку) контактирующей поверхности контакта. На фиг. 1 показано устройство, на котором производится чеканка сферы контакта общий вид, разрез; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - технологическая схема вытяжки; на фиг. 4 - технологическая схема чеканки. Предлагаемое устройство содержит отрубной пуансон 1, два вырубных пуансона 2, два вытяжных пуансона 3 и два чеканочных пуансона 4, вырубную 5 и вытяжную 6 матрицу, толкатель 7 и два выталкивателя 8. Вырубная матрица 5 закреплена на нижней плите 9, а сверху на матрице 5 закреплена направляющая 10 для пуансонов 1 и 2. Относительно нижней плиты 9 сориентированы с помощью колонок две верхние плиты 11 и 12. К верхней плите 11 с помощью пуансо« нодержателя 13 прикреплены отрубной пуансон 1 и два вырубных пуансона 2. Плита 11 снабжена опорой привода 14, а в отверстии плиты 11 с возможностью осевого перемещения вставлен толкатель 15 привода чеканочных пуансонов 4. Между верхней плитой 11 и матрицей 5 установлена на пружинах 16 плита 12, к -которой прикреплена вытяжная матрица 6, в которой соосно с вытяжными пуансонами 3 выполнены п.о профилю вытяжки с овальными гибочными кромками отверстия 17, в которых с возможностью осевого перемещения размещены чеканочные пуансоны 4, закрепленные с помощью щтифта 18 в толкателе 19, установленном в направляющем отверстии верхней плиты 12 и прижатом пружиной 20 к толкателю 15. Вытяжные пуансоны 3 с помощью штифта 21 закреплены в толкателе 22, установленном в направляющем пазу вырубной матрицы 5. Заготовка 23 размещена в направляющем пазу матрицы 5 так. что отрубаемое изделие 24 выдвигается за пределы устройства. Чеканочная поверхность пуансонов 4 выполнена по сферическому профилю 25, соответствующему профилю обрабатываемой сферической поверхности выступа лепестка 26. Устройство имеет четыре независимых привода, осуществляемых в автоматах от раздаточного механизма: 1.привод верхней плиты 11, прикладывающий рабочее усилие к опоре привода 14; 2.привод чеканочных пуансонов 4, прикладывающий рабочее усилие к толкателю 15; 3.привод вытяжных пуансонов 3, прикладывающий рабочее усилие к толкателю 22; 4.привод толкателя 7, прикладывающий рабочее усилие непосредственно к толкателю. Устройство работает следующим образом. Вначале от своего привода начинает двигаться верхняя плита 11. Пуансон 1 отрубает готовое изделие 24 от заготовки 23. Затем плита 11 доходит до плиты 12 и, опуская ее вниз, прижимает вытяжную матрицу 6 к заготовке 23. Одновременно пуансоны 2 производят вырубку. После этого начинают движение толкатель 22 и пуансоны 3, производя вытяжку сферического выступа изделия. Затем пуансоны 4 получают возвратно-поступательное перемещение и, ударяя несколько раз по поверхности сферы лепестка 26, чеканят ее. После этого верхние плиты 11 и 12 поднимаются, все пуансоны отводятся в исходное положе выталкиватели 8 и толкатель 7 поднимают заготовку 23 над матрицей 5 и производится подача заготовки 23 на один шаг, равный изделия 24, после чего производится отрубка изделия. Чистота контактирующих поверхностей после чеканки составляет 0,32 (v9) 0,16 (vlO), в то время как чистота контактирующих поверхностей без операции чеканки не превыщает 2,5 (р6). Способ изготовления слаботочных скользящих контактов позволяет без снижения производительности и без увеличения трудоемкости изготовления контактов повы34
сить чистоту контактирующих поверхнос-трических свойств контактных пар в радитей, что в свою очередь, повышает износо-оаппаратуре, в частности стабильность состойкость контактов и м;табильность элек-противления.
1050624 
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Штамп совмещенного действия для вырубки и чеканки листового материала | 1973 |
|
SU464363A1 |
| Штамп для вырубки и осадки | 1981 |
|
SU994098A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТОЧНОГО ЭЛЕМЕНТА И РЕШЕТОЧНЫЙ ЭЛЕМЕНТ | 1993 |
|
RU2115179C1 |
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| СОВМЕЩЕННЫЙ ШТАМП ДЛЯ ВЫРУБКИ И ВЫТЯЖКИ | 1969 |
|
SU252277A1 |
| Штамп комбинированный | 1985 |
|
SU1292877A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |

СПОСОБ ИЗГОТОВЛЕНИЯ СЛАБОТОЧНЫХ СКОЛЬЗЯЩИХ КОНТАКТОВ, заключающийся в вырубке по контуру контакта в листе, гибке контакта, вытяжке контактирующей части контакта, отсечке KOHtaKTa от листа, отличающийся тем, что, с целью повышения эксплуатационной надежности, перед операцией отсечки контакта производят поверхностную пластическую деформацию (например, чеканку) контактирующей, поверхности контакта.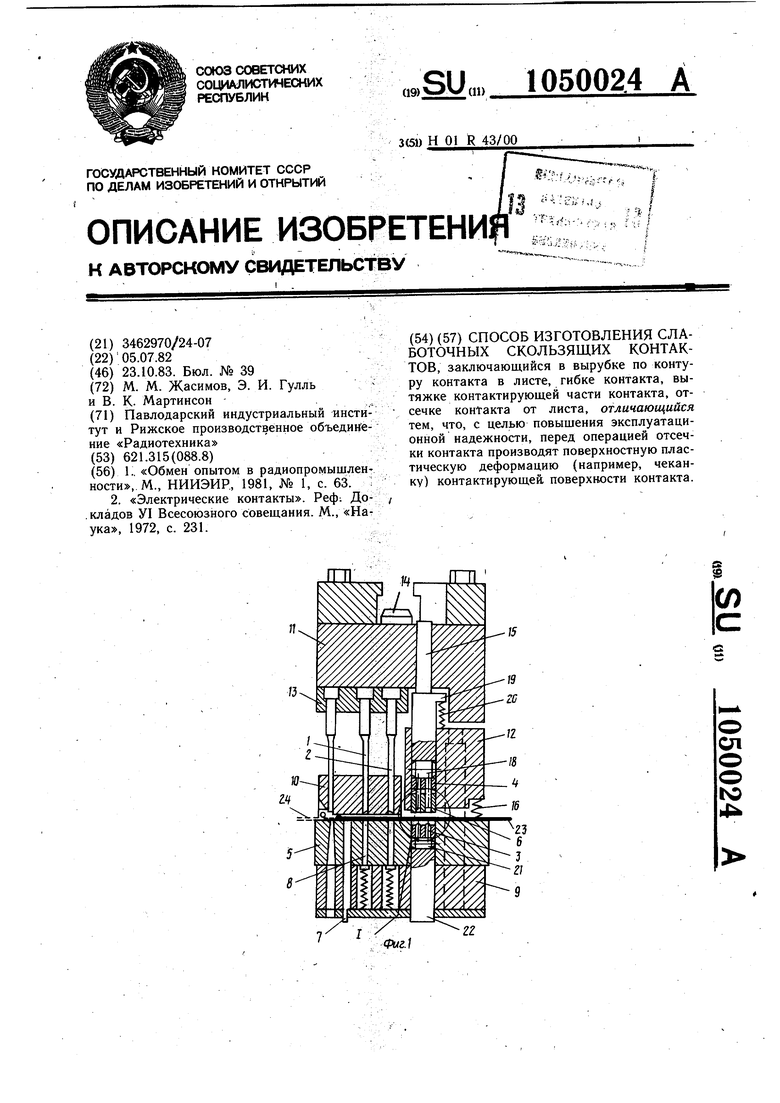
Фиг, 2
Фиг.
3 15,IS
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| «Обмен опытом в радиопромышленг ности, М., НИИЭИР, 1981, № 1, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| «Электрические контакты | |||
| Реф: До | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М., «Наука, 1972, с | |||
| Машина для удаления камней из почвы | 1922 |
|
SU231A1 |
