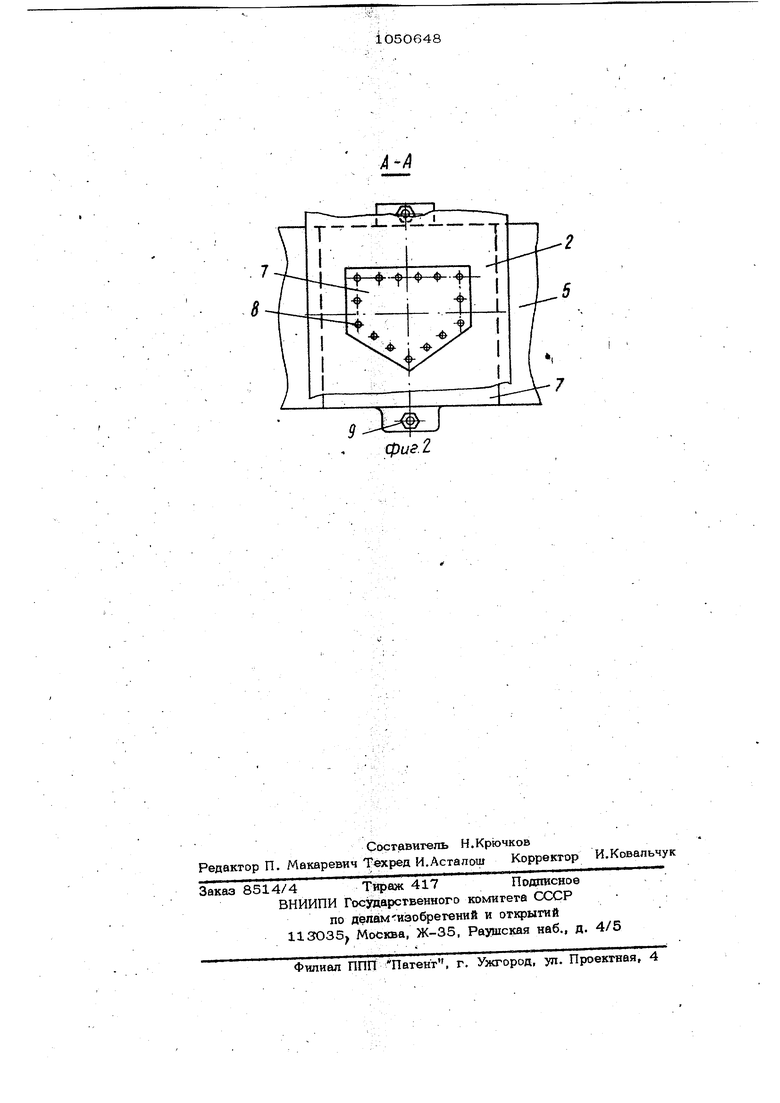
Иэобрегение огносигся к швейной промышленное ти и может быгь использовано при фальцевании деталей швейных изделий. По основному авт. св. №. 884670 известно }«:1ройство дпя фальцевания деталей швейных изделий, содержащее перфорированную полую плиту, соединеннзто с вакуум-отсосом, установленный н,а плите пластинчатый шаблон с центральным отверстиём, контур отверстия которого соответствует контуру фальцуемой детащ, VI прессущую плиту, расположенную над пластинчатым шаблоном,имеющеё подпру жиненный пластинчатый шаблон с центральйы1«г отверстием меньше го размера, чем размер отфальцованной детали, к гановленны с зазором на пластинчатом шаблойе, расположенном на опорной плите, а прессушая плита имеет связанные с источником сжатого воздуха сопла,оси которых расположены под углом к вертикали для обеспечени:я подачи сжатого воздухй в зазор между шаблонами Cll Недостатком известного устройства является то.что при обработке деталей различных размеров необходима полная замена верхней плиты или установка дополнительного фалытресса, поскольку контур расположения сопел в плите не соответствует контуру фальцуемой детали, . Цель изобретения - расширение технологических возможностей и повышение качества фальцуемых деталей. Поставленная цель достигается тем, что в устройстве для фальцевания деталей швейньгх изделий присущая плита дополнительно имеет съемную кассету 5становленную на рабочей части плиты, а сопла вьшолневы в кассете и расположены так, что оси их направлены в 9оответсгвии с контуром фальцуемой детали. На фиг. 1 показано устройство, вид сбоку, в разрезе;, на фиг. 2 - разрез А-А на фиг. 1. Устройство состоит из перфорированного основания 1, соединенного с вакуум .отсосом, верхнего 2 и нижнего 3 шаблонов, составляющих нижнюю кассету, имеющих центральные отверстия, соответствующие контуру фальцуемой детали 4, прессущей плиты 5 с отверстием 6, соединенным с источникам сжатого воздуха. установленная соосно с этим отверстием съемная верхняя кассета 7, в которой ьы полнены сопла-отверстия 8, оси которых расположены под углом и .в соответствии с контуром фальцуемой детали для обеспечения подачи сжатого воздуха в зазор между шаблонами. Верхняя кассета 7 может коепиться к верхней лрессуюшей штате 5 любым способом, например, с помощью болтов 9, как показано на фиг. 1 и 2. Устройство работает следующим образом. Деталь 4 укладывается на перфорированное основание 1 таким образом, что она фиксируется -на основании с помощью вакуум-отсоса. При этом края детали размещаются на кромках отверстия подпружиненного шаблона 2. В отверстие 6 верхней прессующей .плиты 5 поступает сжатый воздух избыточного давления и распределяется по.соплам-отверстиям 8, которые выполнены по контуру фальцуемой детали 4. Затем струи сжатого воздуха из сопел-отверстий 8 устремляются на края детали и далее в горизонтальные зазоры между шаблонами. Края детали при этом загибаются под верхний шаблон 2 до упора в нижний шаблон 3. Затем верхняя плита 5 со съемной кассетой 7 опус1{ается вниз, давит на верхний шаблон 2, через него сдвигает загнутые края детали швейного изделия. При этом происходит прессование детали 4. Затем верхняя плита 5 поанимается под действием пружин , поднимается верхний шаблон 2 и освобождает отфальцованную деталь 4 (карман). Деталь снимают и фальцевание новой детали повторяется в указанной последовательности. При замене модели детали 4, например кармана, нижнюю кассету и съемную 7 верхней плиты 5убирают, устанавливают соосно другие кассеты, нижнюю и верхнюю с соответствующим контуром отверстий и фальцевание производят вновь в вышеописанной последовательности. Предлагаемое устройство позволяет обрабатывать детали различной конфигуреции при минимальных затратах времени на переналадку, расширяет технологические возможности и улу лпает качество . заправки краев детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фальцевания деталей швейных изделий | 1979 |
|
SU884670A1 |
| Устройство для фальцевания деталей швейных изделий | 1980 |
|
SU976941A2 |
| Устройство для фальцевания деталей швейных изделий | 1981 |
|
SU991990A2 |
| Способ фальцевания деталей швейных изделий | 1979 |
|
SU1117042A1 |
| Устройство для фальцевания деталей швейных изделий | 1976 |
|
SU613752A1 |
| Способ фальцевания деталей швейных изделий | 1976 |
|
SU618099A1 |
| Устройство для фальцевания краев деталей швейных изделий | 1983 |
|
SU1134160A1 |
| УСТРОЙСТВО ДЛЯ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023095C1 |
| Устройство для фальцевания краев деталей швейных изделий | 1982 |
|
SU1105182A1 |
| Устройство для фальцевания краев деталей швейных изделий | 1985 |
|
SU1273046A2 |
УСТРОЙСТВО ДЛЯ ФАЛЬЦЕВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ по авт. св. № 884670, отличающееся тем, что, с целью расширения технологических возможностей и повьшения качества фальцуемых деталей, прессущая плита дополнительно имеет съемную кассет.у, установленную на рабочей части плиты, а сопла выполнены в кассете и расположены так, что оси их направлены в соответствии с контуром фальцуемой детали. (Л с СЛ О О5 T/f 4 00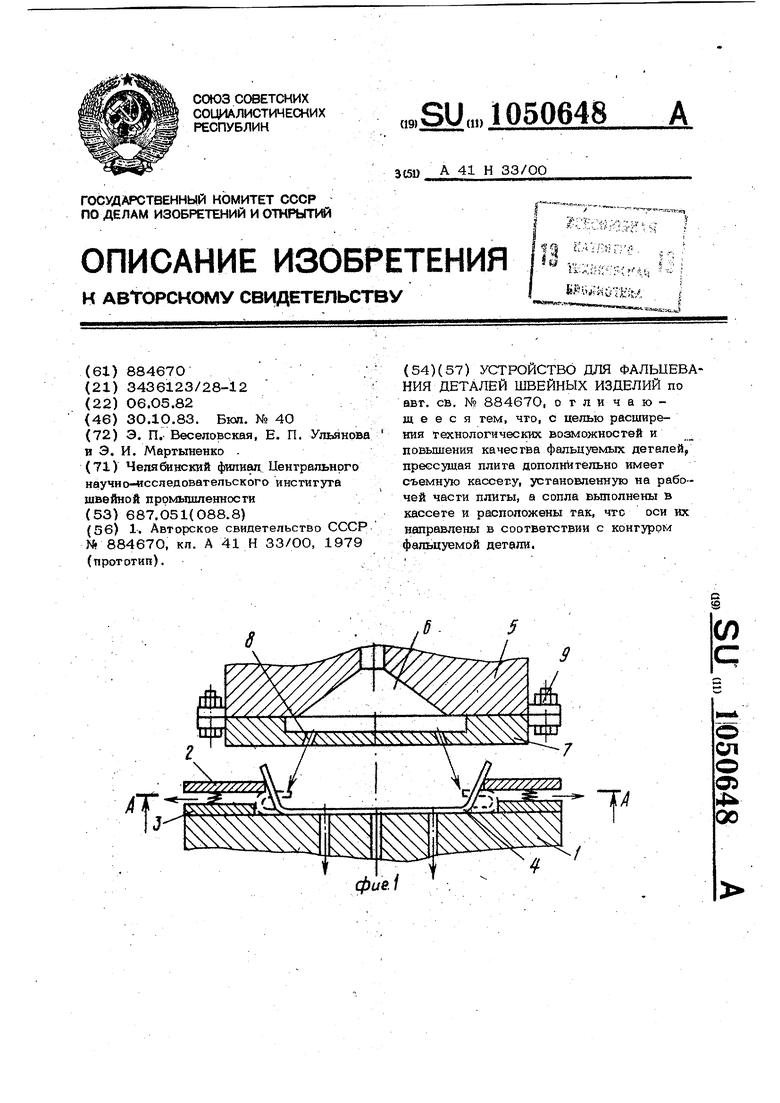
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для фальцевания деталей швейных изделий | 1979 |
|
SU884670A1 |
| Механический грохот | 1922 |
|
SU41A1 |
| ilAi : ir:fl J | |||
| ts K vj H&ilfit.. | |||
