(Л
с:
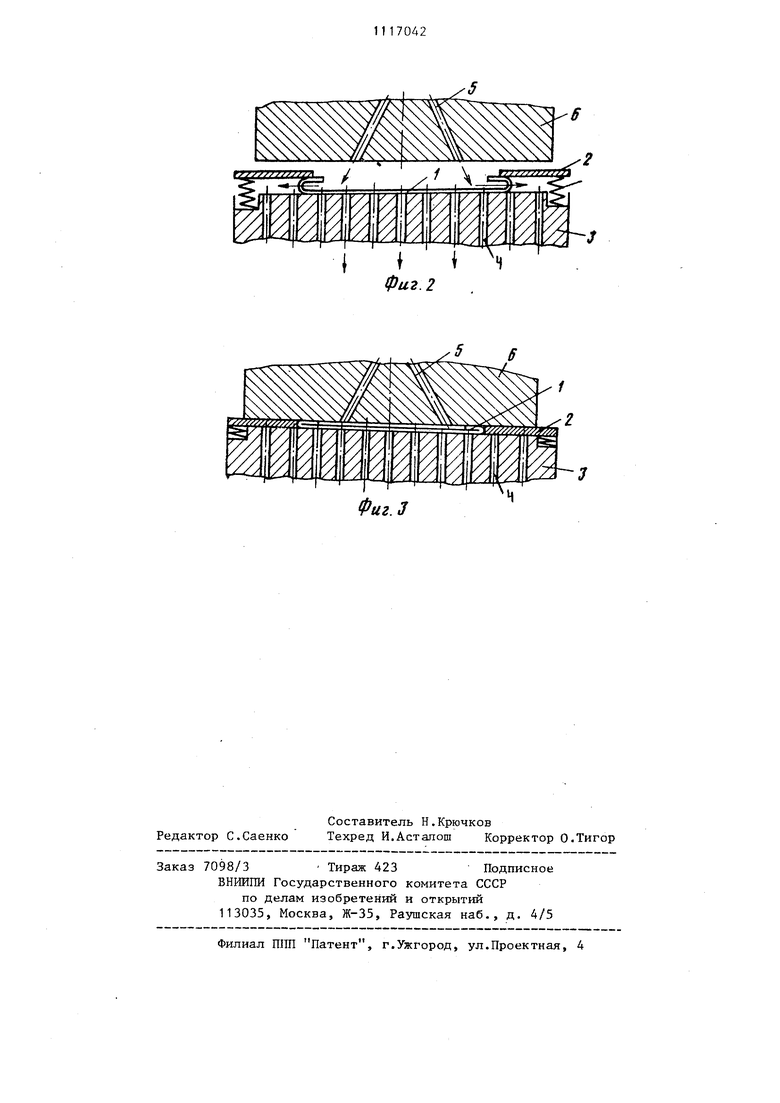
1 Изобретение откосится к швейной промьшленности и может использо вано при фальцевании деталей швейных изделий. Известен способ фальцевания деталей швейных изделий путем укладки и прижатия детали к основанию при помощи пневмоотсоса, загибания краев детали относительно шаблона путем воздействия на них воздушным потоком и прессования J. Недостатком известного способа является ненадежность зафальцовки краев деталей, т.е. возможно сминание не полностью загнутых краев дета ли прессующей плитой, особенно из костюмно-пальтоёых тканей. Цель изобретения - повышение качества фальцуемых деталей, преимущест венно из костюмно-пальтовой ткани. Поставленная цель достигается тем что согласно способу фальцевания деталей швейных изделий путем укладки и прижатия детали к основанию при по мощи пневмоотсоса, загибания краев детали относительно шаблона путем воздействия на них воздуишым потоком и прессования при загибании краев деталей воздушный поток направляют на внутреннюю поверхность детали по контуту линии ее сгиба, а отвод потока воздуха осзгществляют в направле нии, параллельном плоскости основани На фиг. 1 показана схема укладки детали, поднятия краев детали шаблоном и начало подачи сжатого воздуха (из сопел верхней плиты); на фиг. 2 схема загибания краев детали; на фиг. 3 - схема прессования детали. Обрабатываемую деталь 1 укладывают на верхней воздухопроницаемый рлаблон 2 расположенный на основании 3, имеюще отверстия 4, для отсоса воздуха. При этом загибаемь1е края располагаются на кромках отверстия шаблона 2. 22 Затем путем отсоса воздуха через отверстия 4 основания 3 создается разрежение под деталью 1, в результате часть детали, лежащая на основании, закрепляется вакуумом, а края деталислегка приподнимаются Отсасывающим потоком воздуха, направленным параллельно основанию. Потом подают активную струю сжатого воздуха на внутреннюю поверхность детали 1 по контуру линии ее сгиба. Подача струй осуществляется из сопел 5 верхней плиты 6, Так как сжатый воздух нагнетается сверху вниз на деталь, он стремится внизу выйти , т.е. растекается по поверхности детахш. Вследствие того, что отверстия 4 в основании 3 малы по размерам и имеют большое сопротивление, основным путем для выхода сжатого воздуха является пространство между шаблоном 2 и основанием 3, т.е. в направлении, параллельном плоскости основания, куда и устремляется основная масса сжатого воздуха. 11ри этом вследствие достаточного напора сжатого воздуха (от 0,5 до 3 атм) поток, устремляясь череЗ деталь в указанное пространство, загибает края детали под шаблон 2. После этого акатьт воздух и вакуум-отсос отключают. Окончательное формование краев детали происходит при опусканий верхней прессующей плиты 6 на--шаблон 2 и далее вместе с ним на основание 3. По окончании необходимого времени прессования поднимают прессующую плиту и снимают деталь. Использование предлагаемого способа фальцевания деталей швейных изделий позволяет качественно фальцевать детали практически из любых виов 1каней (сорочечных, костюмных, пальтовых),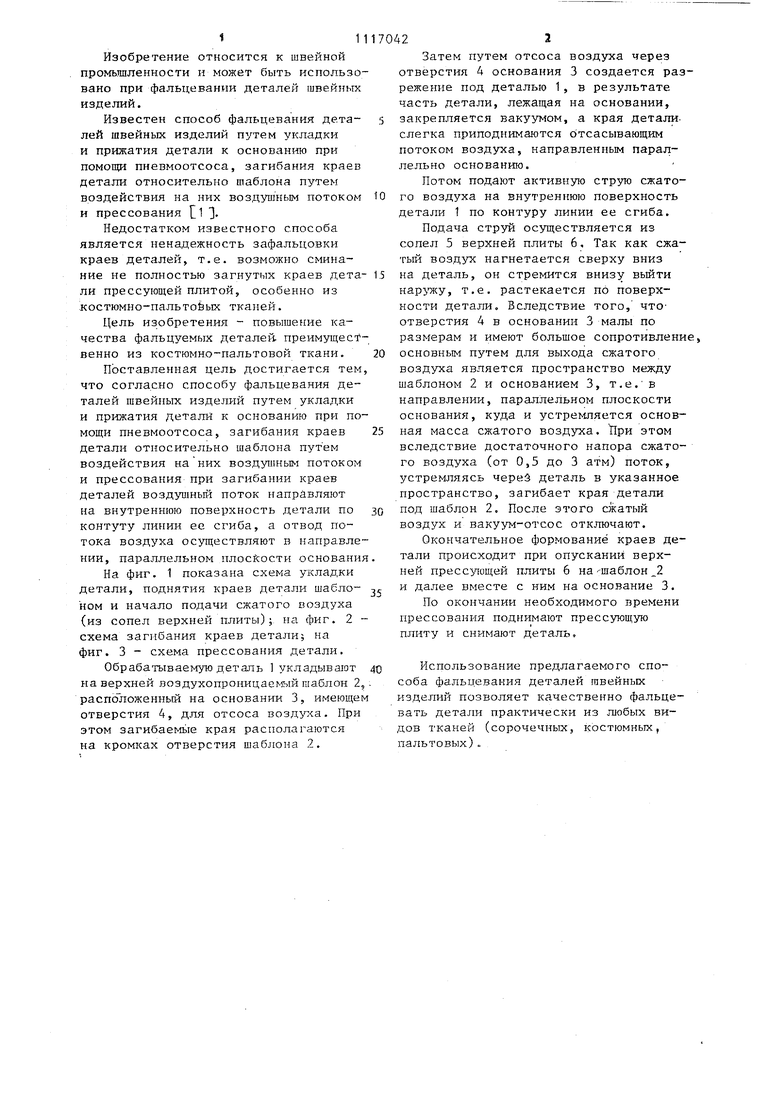
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фальцевания деталей швейных изделий | 1980 |
|
SU976941A2 |
| Способ фальцевания деталей швейных изделий | 1976 |
|
SU618099A1 |
| Устройство для фальцевания деталей швейных изделий | 1979 |
|
SU884670A1 |
| Устройство для фальцевания деталей швейных изделий | 1982 |
|
SU1050648A2 |
| Устройство для фальцевания деталей швейных изделий | 1976 |
|
SU613752A1 |
| СПОСОБ РЕМОНТА И ОТДЕЛКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2123272C1 |
| Устройство для фальцевания деталей швейных изделий | 1981 |
|
SU991990A2 |
| Устройство для фальцевания краев деталей швейных изделий | 1983 |
|
SU1134160A1 |
| ПДТПЭТИО- -f ^ 1^^ танй^:2(:;:АЯ '^БИКЛЙСТЕКЛ | 1969 |
|
SU235728A1 |
| Способ фальцевания деталей швейных изделий | 1981 |
|
SU971238A1 |
СПОСОБ ФАЛЬЦЕВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ путем укладки и прижатия детали к основанию при помощи пневмоотсоса, загибания краев детали относительно шаблона путем воздействия на них воздушным потоком и прессования, отличающийся тем, что, с целью повьппекия качества фальцуемых деталей преимущественно из костюмно-пальтовой ткани, при загибании краев деталей воздушный поток направляют на внутреннюю поверхность детали по контуру линии ее сгиба, а отвод потока воздуха осуществляют в направлении параллельном плоскости основания.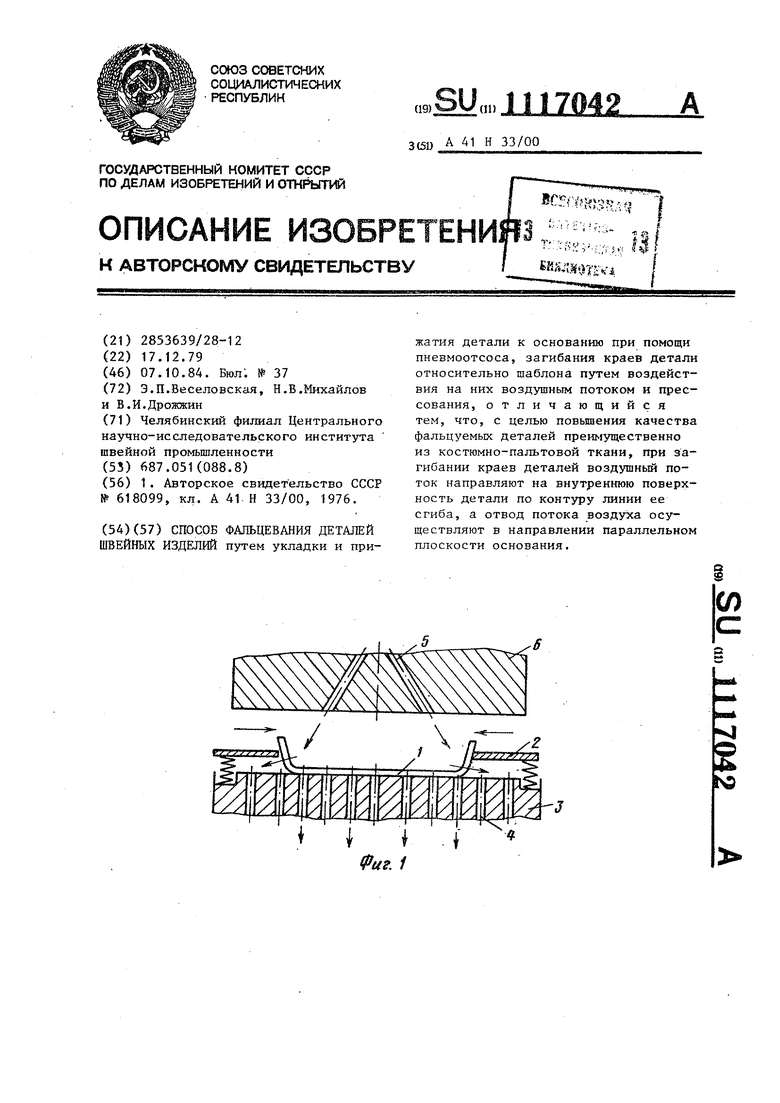
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ фальцевания деталей швейных изделий | 1976 |
|
SU618099A1 |
| Механический грохот | 1922 |
|
SU41A1 |
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
