(54) СПОСОБ ФАЛЬЦЕВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фальцевания деталей швейных изделий | 1979 |
|
SU1117042A1 |
| Устройство для фальцевания деталей швейных изделий | 1979 |
|
SU884670A1 |
| Устройство для фальцевания деталей швейных изделий | 1976 |
|
SU613752A1 |
| Устройство для фальцевания деталей швейных изделий | 1980 |
|
SU976941A2 |
| Устройство для фальцевания деталей швейных изделий | 1982 |
|
SU1050648A2 |
| Устройство для загибания краев швейных деталей | 1983 |
|
SU1175428A1 |
| Способ фальцевания деталей швейных изделий | 1981 |
|
SU971238A1 |
| Устройство для фальцевания деталей швейных изделий | 1981 |
|
SU991990A2 |
| Устройство для фальцевания краев деталей швейных изделий | 1982 |
|
SU1105182A1 |
| Автомат для сборки деталей швейных изделий | 1958 |
|
SU118144A1 |
Изобретение относится к швейной промышленности , в частности к области влажно- гепловой обработки деталей одежды, а именно к способам фальцевания деталей швейных изделий.
Известен способ фалшевания листовых деталей, включающий укладку детали на плиту, загибание краев, прессование и съем детали. После загибания краев внутренний шаблон выводят из-под загнутых краев и проводят прессование IJ.
Такой способ является длительным и не позволяет оперативно переходить на обработку деталей швейных изделий цового ассортимента.
Целью изобретения является упрощение
способа.
Сущность изобретения состоит в том, чт деталь укладывают и фиксируют с помощью вакуума, возникающего при отсосе воздуха, на основании. Загибание краев детали осуществляют при отсосе воздуха через деталь, при этом отсасывающий поток воздуха направляют параллельно поверхности детали.
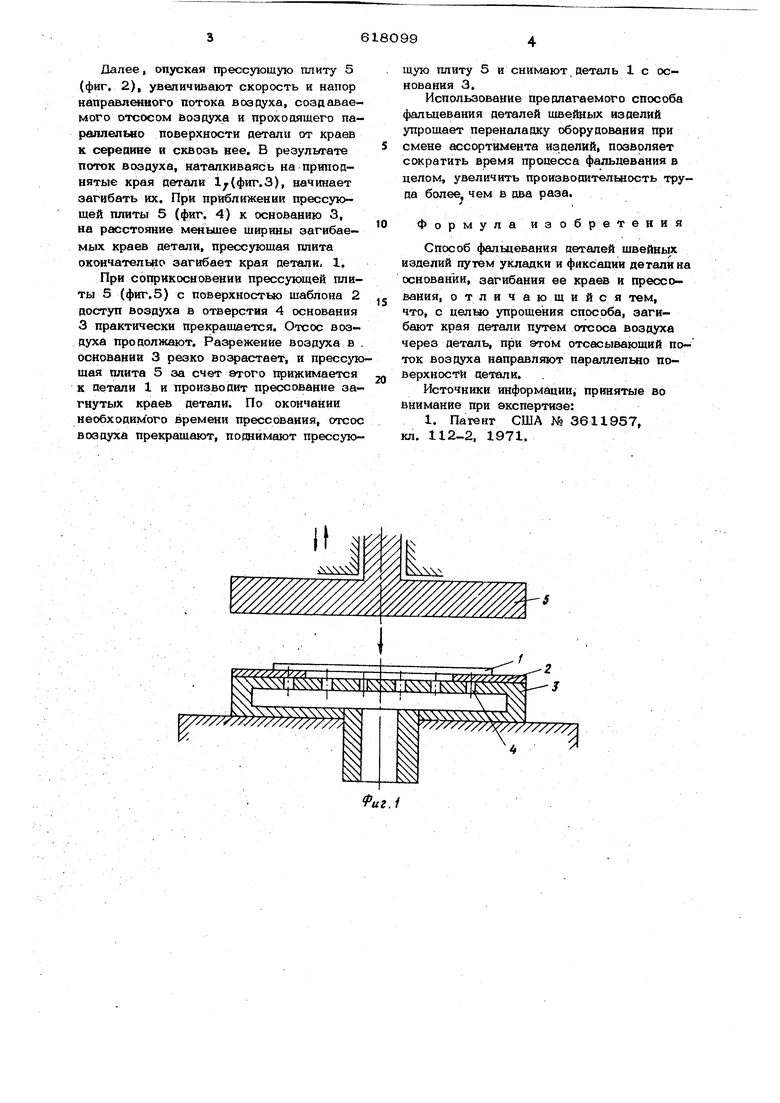
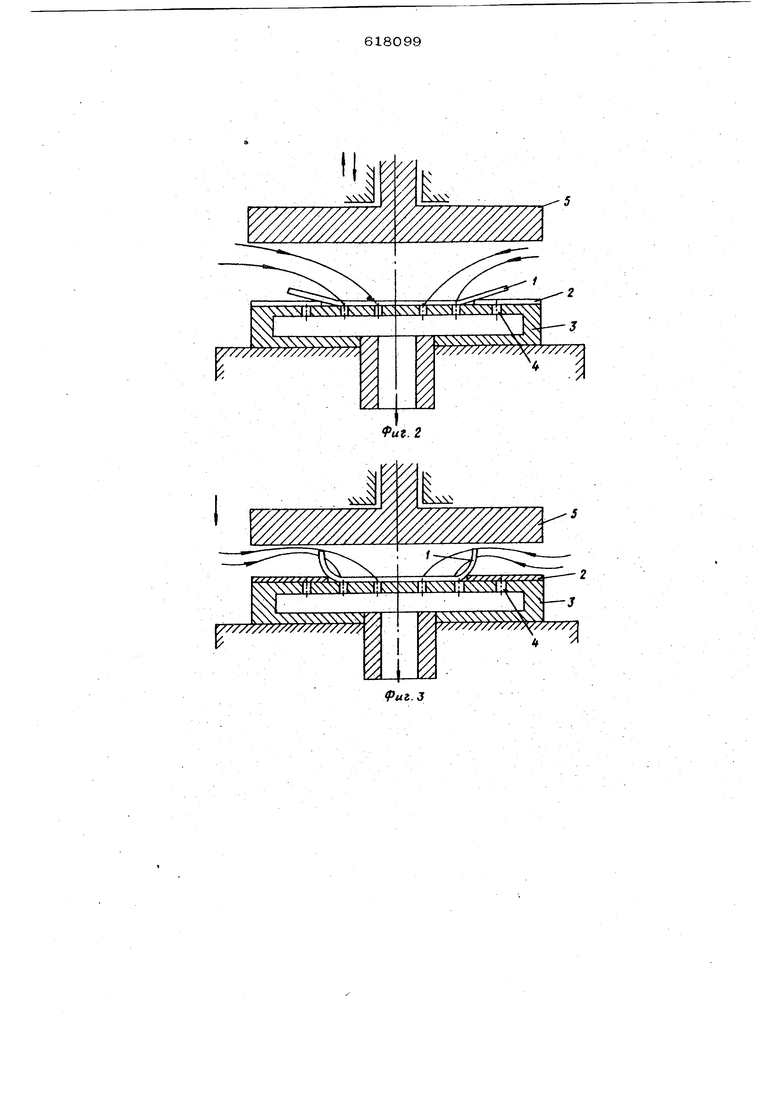
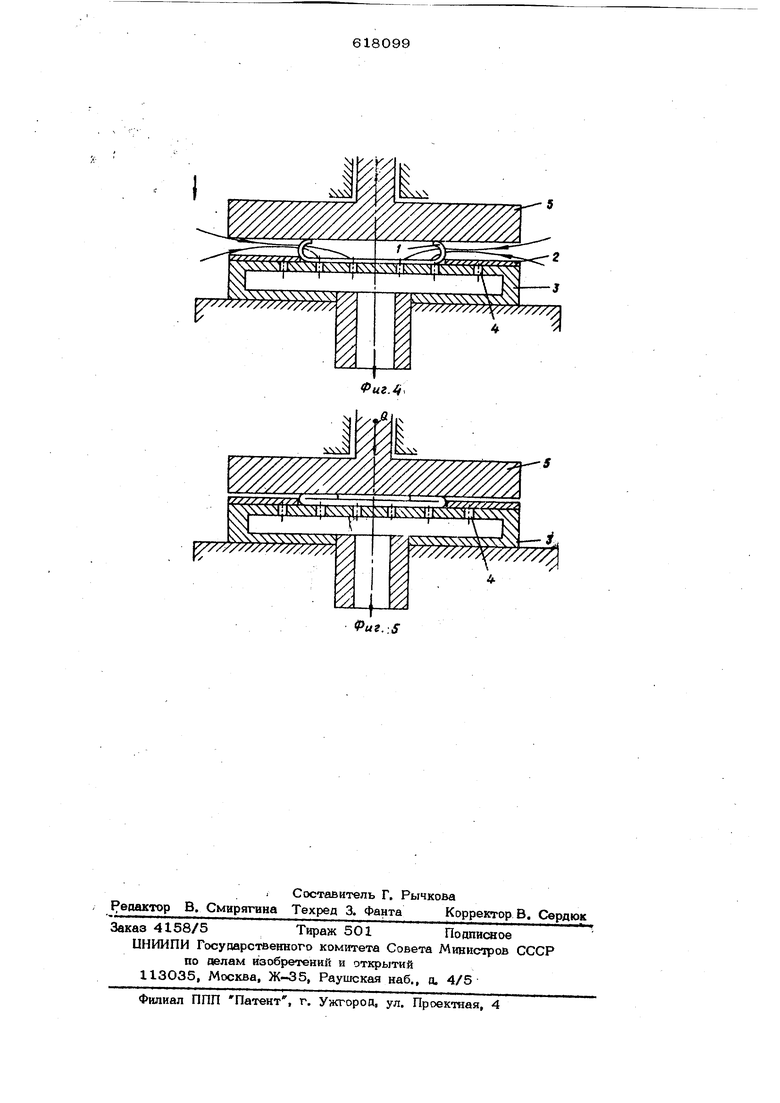
На фиг. 1 показана схема уклад и детали на основание; на фиг. 2 - схема фиксации детали (направление потока воздуха показано стрелками); на фиг. 3 схема загибания краев детали; на фиг. 4 схема одновременного загибания и начала прессования; на фиг. 5 - схема окончания прессования.
Обрабатываемую деталь 1 (фиг. I) укладывают на воздухонепроницаемый шаблон 2, расположенный на основании 3, имеющем отверстие 4 для отсоса воздуха таким образом, чтобы загибаемые края расположились на шаблоне 2. В качестве шаблона 2 используется листовой воздухонепроницаемый материал.
Далее через отверстия 4 в основании 3 воздух отсасывают, при этом давление под деталью становится меньше атмосферного. Под действием разности давлений деталь 1 фиксируется на поверхности основания 3, а края ее под действием сил реакции со стороны шаблона 2 приподнимаются (фиг.2). Палее, опуская прессующую плиту 5 (фиг. 2), увеличивают скорость и напор направленного потока воздуха, создаваемого отсосом воздуха и проходящего па раллеяьно поверхности детали от краев к сереиине и сквозь нее. В результате поток воздуха, наталкиваясь на приподнятые края детали .З), начинает загибать их. При приближении прессующей плиты 5 (фиг. 4) к основанию 3, на расстояние меньшее ширины загибаемых краев детали, прессуюшая плита окончательно загибает края детали, 1. При соприкосновении прессующей плиты 5 (фиг.5) с Поверхностью шаблона 2 доступ воздуха в отверстия 4 основания 3 практически прекращается. Отсос воздуха продолжают. Разрежение воздуха в основании 3 резко возрастает, и прессую щая плита 5 за счет этого прижимается к детали 1 и производит прессование загнутых краев детали. По окончании необходимого времени прессования, отсос воздуха прекращают, поднимают прессую
Г ую плиту 5 и снимают, деталь 1 с основания 3. Использование предлагаемого способа фальцевания деталей щвейных изделий упрощает переналадку оборудования при смене ассортимента изделий, позволяет сократить время процесса фальцевания в целом, увеличить произвосштельность труда более чем в два раза. лаизобретения Форму Способ фальцевания деталей щвейных изделий путем укладки и фиксации детали на основании, загибания ее краев и прессования, отличающийся тем, что, с целью упрощения способа, загибают края детали путем отсоса воздуха через деталь, при этом отсасывающий поток воздуха направляют параллельно поверхности детали. Источники информации, принятые во внимание при экспертизе: 1. Патент США № 36 И 957, кл. 112-2, 1971.
ЛУЧУУУ У//////,
у У1 1чЧХ1; fWsl
ХХХУчХУчУчУУ
У//////// //% //////.
////////// // /////л
I
Л
Г
N. - «-u
/////
PuZ.:S
