2Г, ШЬамп апя осуществления способа по п. 1, содержащий составную матрицу, размещенную на поцматричной ппите, подшгамповую ппиту, подпружиненный вытапкиватепь и подвижный подпятник, установпенный с возможностью взаимодействия , с выталкивателем, о т л и ч а ю ш и тем, что одна из частей матрицы вы полнена с зубчатым венцом на периферии, установлена с возможностью вращения oiw Косительно другой ее части и снабжена 10 5 механизмом вращения в виде связанных между собой зубчатым зацеплением червячного вала, установленного с возможно стью взаимодействия с зубчатым венцом части м.атрицы , и подпружиненного толкателя с зубчатой насечкой, размещенного в подштампрвой плите, при этом толка тель и выталкиватель установлены с возможностью поочередного взаимодействия с подпятником.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для деформирования заготовки в разъемной матрице | 1979 |
|
SU871987A1 |
| Устройство для выталкивания поковок | 1975 |
|
SU560683A1 |
| Штамп для горячей штамповки | 1986 |
|
SU1368100A1 |
| Штамп для объемной штамповки | 1980 |
|
SU899215A1 |
| Штамп для получения деталей | 1989 |
|
SU1662734A1 |
| Штамп для закрытой объемной штамповки | 1988 |
|
SU1555038A1 |
| Штамп для закрытой штамповки поковок | 1975 |
|
SU505484A1 |
| Устройство для выталкивания поковок из штампа | 1987 |
|
SU1426690A1 |
| Штамп для горячей обработки металлов давлением | 1983 |
|
SU1110533A1 |
| Штамп для объемной штамповки деталей | 1988 |
|
SU1537347A1 |
1. Способ Иаготовпения noKOBOlCf ; включающий помещение заготовки в сое .тавную матрицу, цеформированве заготов Ки и приложение к торцу Полученной tiol. ковки усишя вытапкива1шя, направленио го вцопь ее продольной оси, отличающийся тем, что, с расч ширения диапазона штампуемых металлов, .пош 1шип1я качества получаемых поковок и снижения усилия выталкивания, поков) ку перед приложением к ней усилия вы1гал кивания проворачивают отнсх;ительн6 Утоверхности одной из частей матрицы. (Л с СП о 00 о ел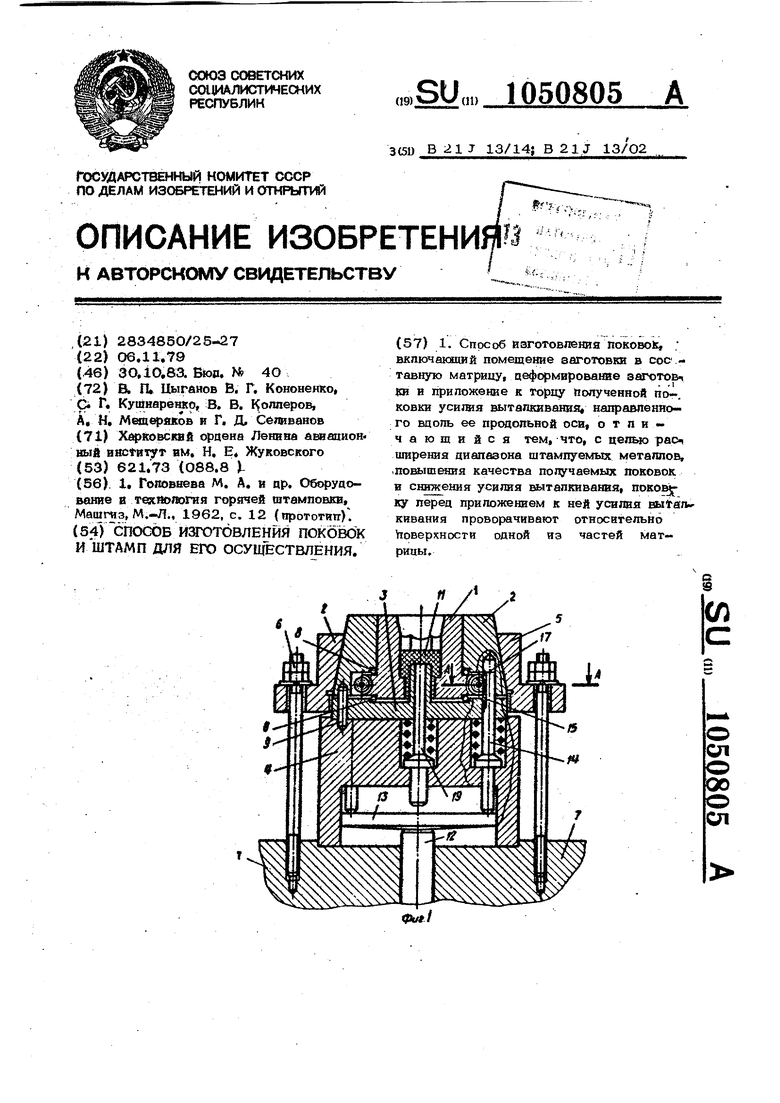
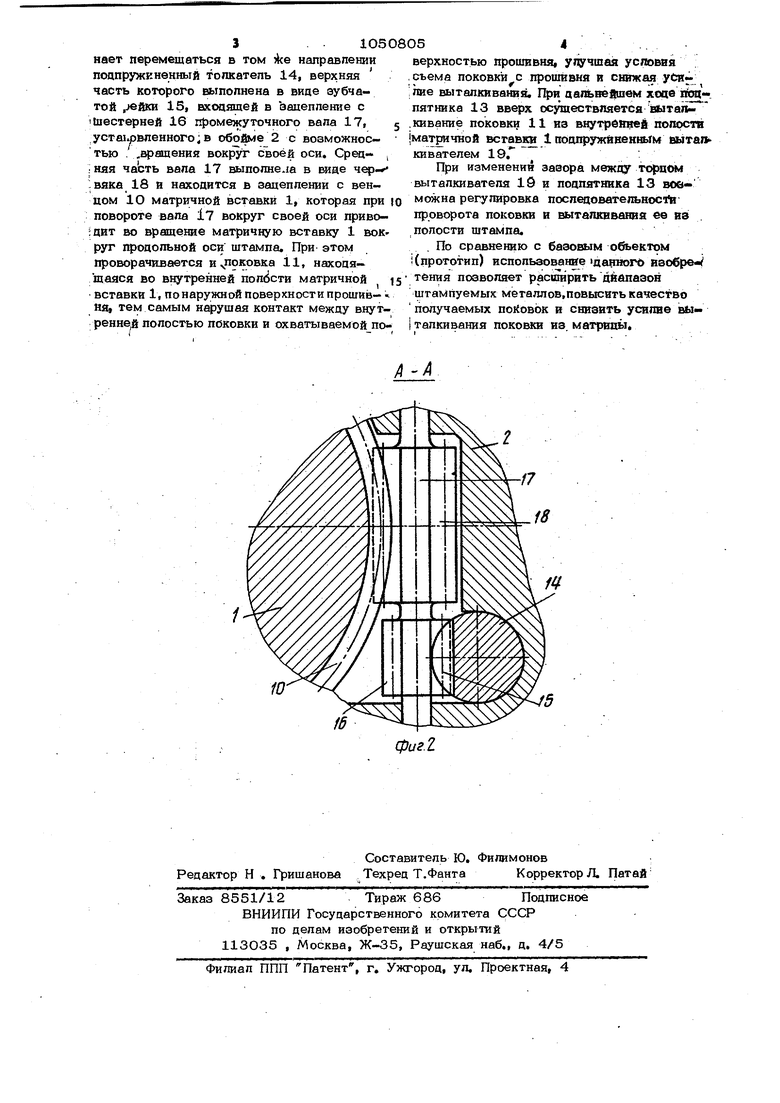
Изобретение относится к обработке металлов давлением и может быть исполь абвано в куанечно-штамповочном пр извод стве для изготовления осесимметрйчных поковек. Известен способ изготовления поковок включакяций помещение заготовки в сос тавную матрицу, деформирование загото-, вки и приложение к торцу попученной по,- ковки усилия выталкивания, наггравленного вдоль ее продольной (Х.Способ осуществляют в щтампе, сод ер жшдем составную матрицу, размещенную на подматричной плите, подштамповую плиту, подпружиненный выталкиватель и подвижный подпятник, установленный с во можностью взаимодействия с выталкивателем Ci 3 Недостатками способа являются ограниченная номенклатура штампуемых мета лов, невысокое качество получаемых по ковок и значительные усилия выталкивани поковки из матрицы. Цель изобретения - расширение диапазона штампуемых металлов, повышение качества получаемых поковок и снижение усилия выталкивания поковки. Указанная цель достагается тем, что соглаС1й способу изготовления поковок, вкиючакацему помещение заготовки в соетавную матрицу, деформирование заготовки и приложение к торцу лодучениой поковки усилия выталкивания, направленного вдоль ее продольной оси, поковку перед приложением к ней усилия выталкивания проворачивают огноситепьно поверхности одной из частей матрицы, В штампе для осуществления способа, содержащем составную матршу, размещен ную на подматричной плите, подштампо-вую плиту, подпружиненный выталкиватель И прдвижньтй подпятник, установленный с возможностью взаимодействия с вьгталкивателем, одна из частей матрицы выполнена с зубчатым веьщом на периферии, установлена с возможностью вращения относительно другой ее части и снабжена механизмом вращения в виде связанных между собой зубчатым зацеплением/ червячного вала, установленного с возможностью взаимодействия с зубчатым венцом части матрицы, и подпружиненного толкателя с зубчатой насечкой размшценного в подщтамповой плите, при этом толкатель и выталкиватель установлень С возможностью поочередного взаимодействия с подпятником, На фиг, 1 изображен штамп для осуществления способа изготовления поковок, ойиий вид; на фиг, 2 - разрез А-А на фиг, 1. Штамп содержит составную матрицу, состоящую из матричной вставки 1, смонтированной с возможностью вращения .в обойме 2, и основания 3, выполненного прошивнем, которая посредством подматричной плиты 4 , фланца 5 и шпилечного соединения 6 крепится к подштамповой плите 7, Матричная вставка Д установлена между обоймой 2 и основанием 3 на Шариках 8, образуя-При этом упорный подшипник. Обойма 2, основание 3 и подматричная плита 4 соединены между собой шгифгом 9, исключающим их взаим- ный проворот вокруг продольной оси штам па. Наружная поверхность матричной вставки 1, не контактирующая с поверхностью обоймы 2, выполнена в виде венца Ю червячного зацепления. Выталкивание поковки 11 осуществ-, )тяется толкателем 12 через подпятник 13. При движении подпятника 13 вверх начинает перемешаться в том jke налравпении подпружиненный топкатепь 14, верхняя часть которого выполнена в виде зубчатой 15, входящей в эаиеппение с I Шестерней 16 промежуточного вала 17, устаьрвленного; в обойме 2 с возможноетью . .вращения вокруг своей оси. Сред: няя часть вала 17 выполнена в виде 18 и находится в зацеплении с венцом 1О матричной вставки 1, которая при повороте вала 17 вокруг своей оси приво дит во вращегще матричную вставку 1 вокруг продольной оси штампа. При этом проворачивается и поковка 11, находящаяся во внутренней полбсти матричной вставки 1, понаружной поверхности прошив- « ня, тем самым нарушая контакт между внутренне,й полостью поковки и охватываемой поi
С
16 1О5
17
18 5 верхностью прошивня, улучшая условия съема поковкй с проитвня и снижая уьипие выталкивания. При цапьйвйшвм ходе iWпятника 13 вверх осуществляется вытапкивание поковки 11 из внутрбняей попрстй матричной вставюя 1 подпружйвенньгм выта кивателем 19. При изменении зазора между торпом выталкивателя 19 и подпятшка 13 воеможна регулировка последсвательносЛ пррворота поковки и выталкивания ее аз полости штампа. .По сравнению с базовым объектом (прототип) использование данного R3o6peW тения позволяет рас1аирить диапазон штампуемых металлов.повысить качество получаемых поКовок и снизить усилие талкивания поковки из. матрйоь.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гоповнева М | |||
| А | |||
| и др | |||
| Оборудование к тех- опогая горячей штамповкв, Машгиз, М.-Л., 1962, е | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
