со о:
эо
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении поковок типа шестерен, роликов и других деталей, форма которых отличается наличием поднутрений, в автотракторной промышленности.
Цель изобретения - повышение производительности путем облегчения извлечения изделий из штампа, снижение износа инструмента и расширение технологических возможностей штампа.
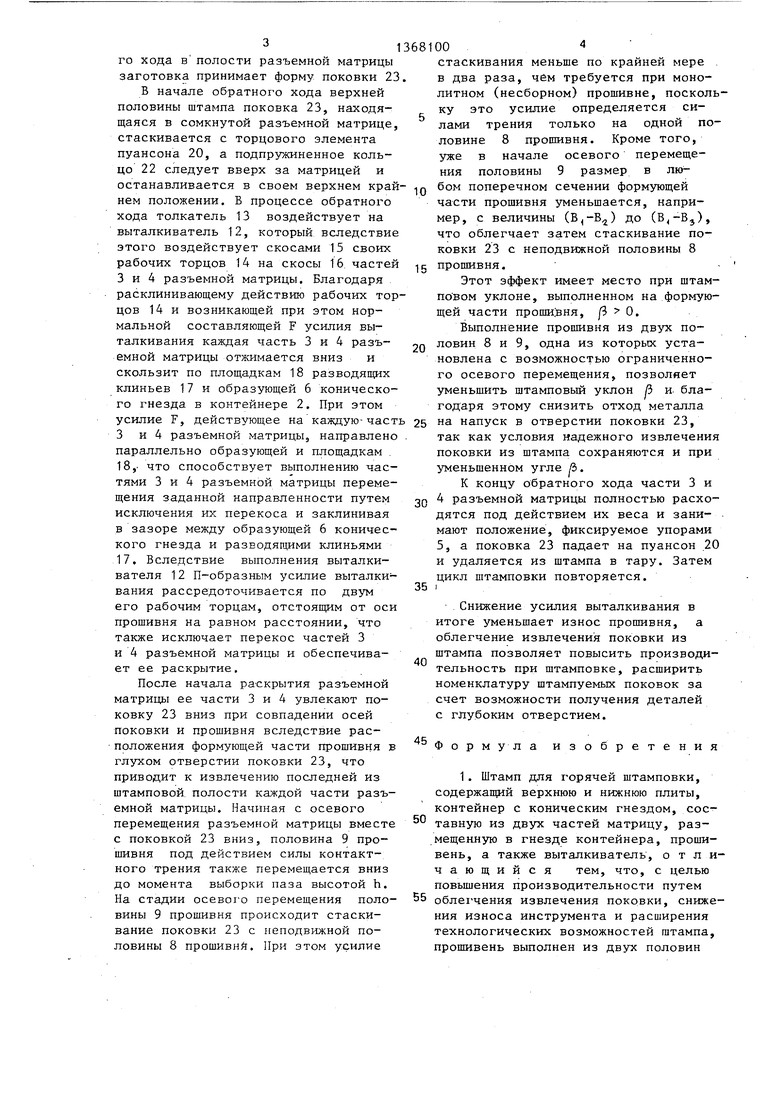
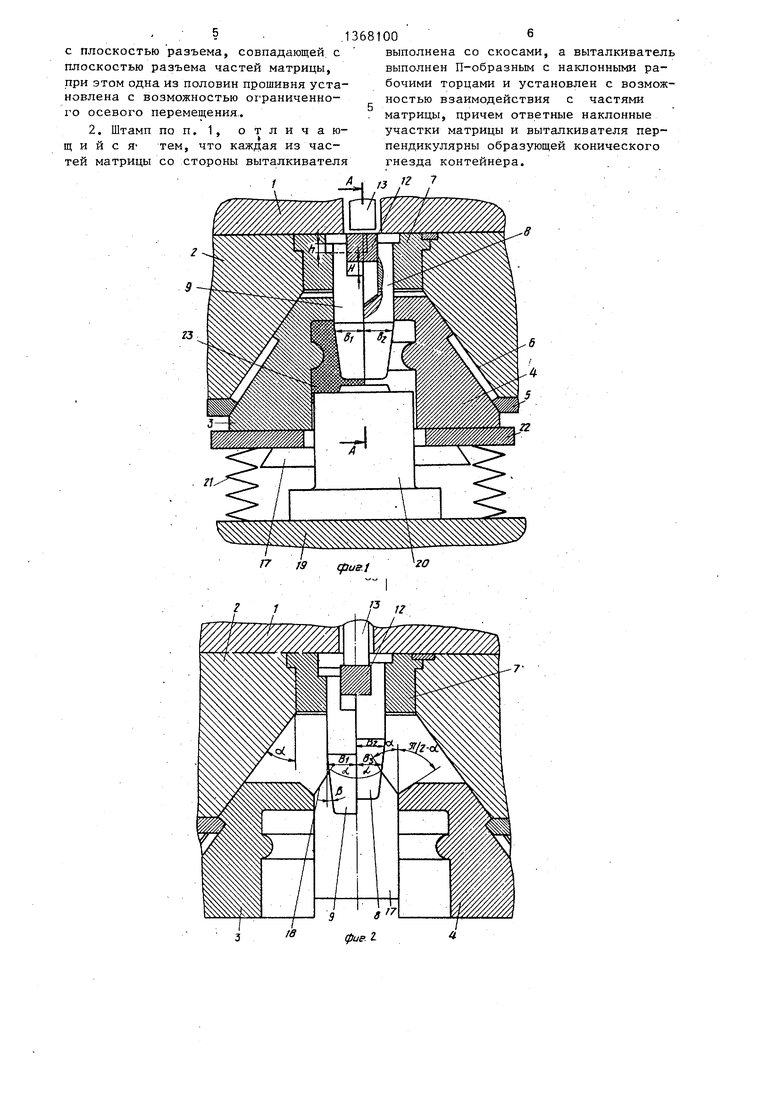
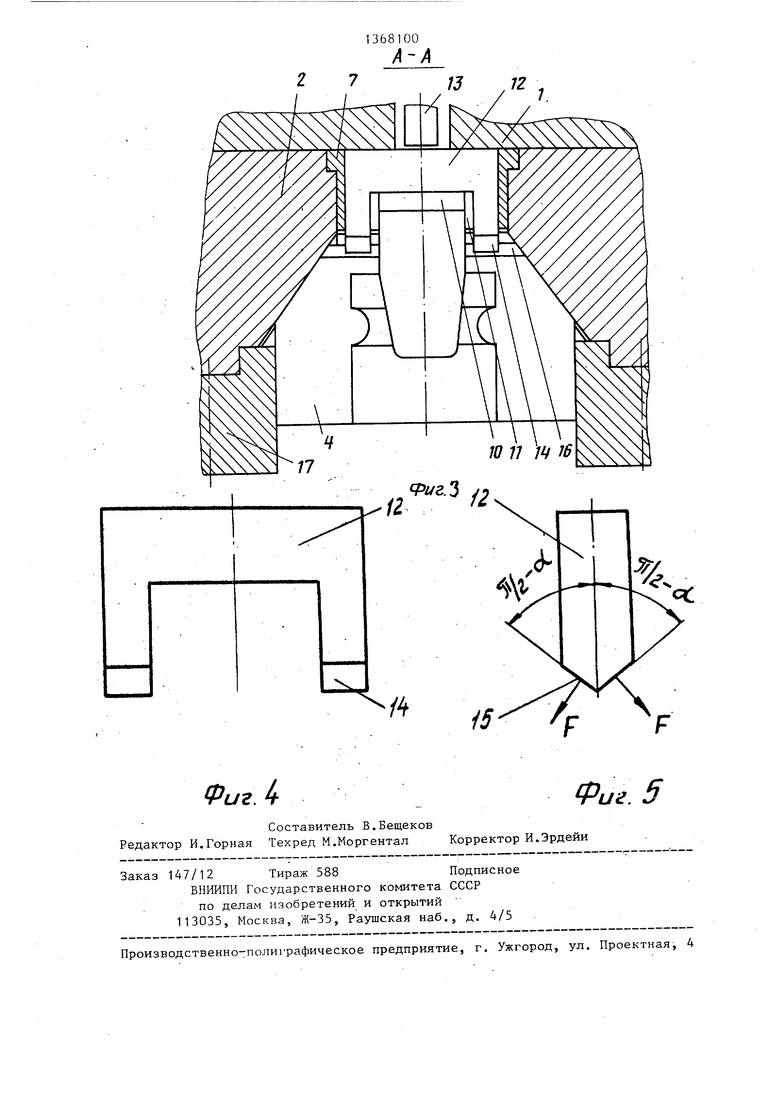
На фиг. 1 представлен предлат ае- мый штамп, конечное положение, общий вид на фиг. 2 - то же, раскрытое положение; На фиг.-3 - разрез А-А на фиг. 1} на фиг. 4 - выталкиватель; на фиг. 5 - то же, вид слева
Штамп для горячей штамповки содержит верхнюю плиту 1 с закрепленны на ней контейнером 2, в коническом гнезде которого установлены две част 3 и 4 разъемной матрицы с возможностью перемеш;ения до упоров 5 по образующей 6 конического гнезда контейнера 2. В последнем жестко закреп .лена (например, планкой) втулка 7, в отверстии которой размеш;ен прошивень, выполненный из двух половин 8 и.9, причем одна из половин 8 установлена неподвидено во втулке 7, а другая половина 9 - с возможностью ограниченного осевого перемещения на величину h. С этой целью во втулке 7 выполнен паз, обеспечивающий половине 9 прошивня ход h. В поперечном пазу 10, выполненном в прошивне, и продольном пазу 11, выполненном во втулке 7, размещен П-рбразный выталкиватель 12, установленный с возможностью взаимодействия своей поперечной частью с толкателем 13 - пакета (или толкателем пресса) и рабочими торцами 14, на которых выполнены скосы 15, со скосами 16, выполненными на частях 3 и 4 разъемной матрицы. При этом выталкиватель 12 подпруяшнен (пружина не показана) и установлен с возможностью совершения хода Н, достаточного для раскрытия разъемной матрицы и стаскивания штампованной поковки с прошцвня.
Скосы 15 и 16 расположены под одинаковым углом
(| -0)
к оси штамца.
а плоскость этих скосов перпендикулярна образующей 6 конического гнезда в контейнере 2, лежащей под уг
Г
0
лом oL к оси штампа в плоскости, перпендикулярной плоскости разъема разъ- емлой матрицы.
Для удержания разъемной матрицы в коническом гнезде контейнера 2 предусмотрены жестко закрепленные на последнем разводящие клинья 17,опорная площадка 18 которых параллельна . образующей 6.
Формующая часть прошивня имеет штамповый уклон Ь, благодаря которому при штамповке размер () некоторого выбранно1 о поперечного сечения тем меньше, чем ближе сечение к торцу прошивня.
На нижней плите 19 закреплен пуансон 20 и подпр ужиненное пружинами 21 кольцо 22, установленное с возможностью взаимодействия с разъемной матрицей. Верхнее крайнее положение кольца 22 определяется ограничителями хода (не показаны).
5
Штамп работает следующим образом. В исходном положении (раскрытом) штампа, когда верхняя плита 1 с закрепленными и установленными на ней деталями находится в верхнем положении, разъемная матрица раскрыта так, что ее части 3 и 4 занимают в коническом гнезде нижнее положение, определяемое упорами 5, выталкиватель 12 занимает верхнее положение при невыбранном зазоре Н, половина 9 прошивня опущена относительно половины 8 (зазор h выбран), а подпружиненное кольцо 22 занимает верхнее крайнее положение, на торец пуансона 20 укладывают нагретую заготовку (не показана).
При рабочем ходе, когда верх няя часть штампа перемещается вниз, происходят контакт подпружиненного коль ца 22 с частями 3 и 4 разъемной мат5 рицы,.благодаря которому указанные ч асти смыкаются, садясь в коническое гнездо в контейнере 2, а также соприкосновение уложенной на торец пуансона 20 заготовки с прошивнем, благодаря чему его половина 9 занимает верхнее (рабочее) положение. В процессе рабочего хода далее происходят формоизменение з.аготовки в сомкнутой разъемной матрице, усилие
5 реактивного сжатия которой увеличивается по мере роста деформирующего (осевого) усилия, и отжатие подпружиненного кольца 22. К концу рабоче0
5
0
0
го хода в полости разъемной матрицы заготовка принимает форму поковки 23.
В начале обратного хода верхней половины штампа поковка 23, находящаяся в сомкнутой разъемной матрице, стаскивается с торцового элемента пуансона 20, а подпружиненное кольцо 22 следует вверх за матрицей и останавливается в своем верхнем крайнем положении. В процессе обратного хода толкатель 13 воздействует на выталкиватель 12, который вследствие этого воздействует скосами 15 своих рабочих торцов 14 на скосы 16 частей 3 и 4 разъемной матрицы. Благодаря , расклинивающему действию рабочих торцов 14 и возникающей при этом нормальной составляющей F усилия выталкивания каждая часть 3 и 4 разъемной матрицы отжимается вниз и скользит по площадкам 18 разводящих клиньев 17 и образующей 6 конического гнезда в контейнере 2. При этом
0
5
0
стаскивания меньше по крайней мере в два раза, чем требуется при монолитном (несборном) прошивне, поскольку это усилие определяется силами трения только на одной половине 8 прошивня. Кроме того, в начале осевого перемещения половины 9 размер в любом поперечном сечении формующей части прошивня уменьшается, например, с величины (В,-В) до (,), что облегчает затем стаскивание поковки 23 с неподвижной половины 8 прошивня.
Этот эффект имеет место при штам- по вом уклоне, выполненном на формующей части прошизня, 3 0.
Выполнение прошивня из двух половин 8 и 9, одна из которых установлена с возможностью ограниченного осевого перемещения, позволяет уменьшить штамповый уклон /3 и благодаря этому снизить отход металла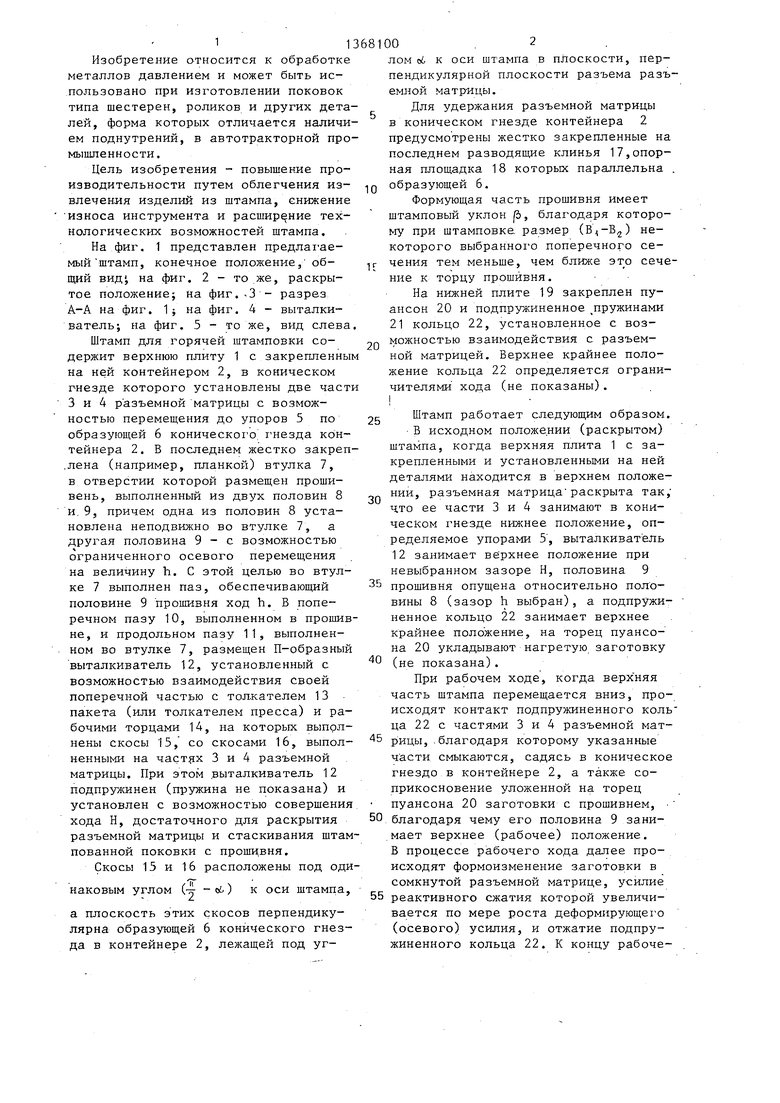
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп | 1981 |
|
SU967656A1 |
| Штамп с разъемными матрицами | 1982 |
|
SU1047574A1 |
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |
| Комбинированный штамп для штамповки и просечки отверстий | 1979 |
|
SU774757A1 |
| Совмещенный штамп | 1988 |
|
SU1581463A1 |
| Штамп для объемной штамповки | 1988 |
|
SU1532176A1 |
| Комбинированный штамп | 1980 |
|
SU880601A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| Комбинированный штамп для обрезки облоя,прошивки и раздачи поковок | 1979 |
|
SU869928A1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2010 |
|
RU2447966C2 |
усилие F, действующее на каждую-часть 25 з. напуск в отверстии поковки 23,
3 и 4 разъемной матрицы, направлено параллельно образующей и площадкам , 18, что способствует выполнению частями 3 и 4 разъемной матрицы перемещения заданной направленности путем исключения их перекоса и заклинивая в зазоре между образующей 6 конического гнезда и разводящими клиньями 17. Вследствие выполнения выталкивателя 12 П-образным усилие выталкивания рассредоточивается по двум его рабочим торцам, отстоящим от оси прошивня на равном расстоянии, что также исключает перекос частей 3 и 4 разъемной матрицы и обеспечивает ее раскрытие.
После начала ра-скрытия разъемной матрицы ее части 3 и 4 увлекают поковку 23 вниз при совпадении осей поковки и прошивня вследствие рас- положения формующей части прошивня в глухом отверстии поковки 23, что приводит к извлечению последней из штамповой полости каждой части разъемной матрицы. Начиная с осевого перемещения разъемной матрицы вместе с поковкой 23 вниз, половина 9 прошивня под действием силы контактного трения также перемещается вниз до момента выборки паза высотой h.
30
35
40
45
50
так как условия надежного извлечения поковки из штампа сохраняются и при уменьшенном угле б.
К концу обратного хода части 3 и 4 разъемной матрицы полностью расходятся под действием их веса и занимают положение, фиксируемое упорами 5, а поковка 23 падает на пуансон 20 и удаляется из штампа в тару. Затем
цикл штамповки повторяется.
I
Снижение усилия выталкивания в итоге уменьшает износ прошивня, а облегчение извлечения поковки из штампа позволяет повысить производительность при штамповке, расширить номенклатуру штампуемых поковок за счет возможности получения деталей с глубоким отверстием.
Форм у л а изобретения
тем, что, с целью
повьш1ения производительности путем
На стадии осевог о перемещения поло- 55 облех чения извлечения поковки, снижевины 9 прошивня происходит стаскивание поковки 23 с неподвижной половины 8 прошивни. При этом усилие
0
5
0
5
0
так как условия надежного извлечения поковки из штампа сохраняются и при уменьшенном угле б.
К концу обратного хода части 3 и 4 разъемной матрицы полностью расходятся под действием их веса и занимают положение, фиксируемое упорами 5, а поковка 23 падает на пуансон 20 и удаляется из штампа в тару. Затем
цикл штамповки повторяется.
I
Снижение усилия выталкивания в итоге уменьшает износ прошивня, а облегчение извлечения поковки из штампа позволяет повысить производительность при штамповке, расширить номенклатуру штампуемых поковок за счет возможности получения деталей с глубоким отверстием.
Форм у л а изобретения
тем, что, с целью
повьш1ения производительности путем
облех чения извлечения поковки, сниж
ния износа инструмента и расширения технологических возможностей штампа, прошивень выполнен из двух половин
19 gjus.i
фие. 2.
в
| Штамп для штамповки деталей в разъемных матрицах | 1974 |
|
SU538802A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
