1
Изобретение относится к обработке металлов давлением.
Известны штампы для закрытой штамповки поковок, содержащие смонтированную на нижней плите обойму с размещенной и ней матрицей и выталкивателями, а также верхнюю плиту с пуансоном.
Однако такие штампы не обеспечивают высокую точность при штамповке поковок типа секторов.
С целью устранения указанного недостатка предлагаемый штамп снабжен центрирующим стержнем, закрепленным одним концом в матрице, а также смонтированными в обойме секторными вставками, при этом матрица выполнена с симметрично расположенными секторными выборками под вставки и установлена в обойме с зазором, пуансон имеет пазы под центрирующий стержень и секторные вставки, а выталкиватели выполнены по форме секторов матрицы и расположены в зазоре между обоймой и матрицей.
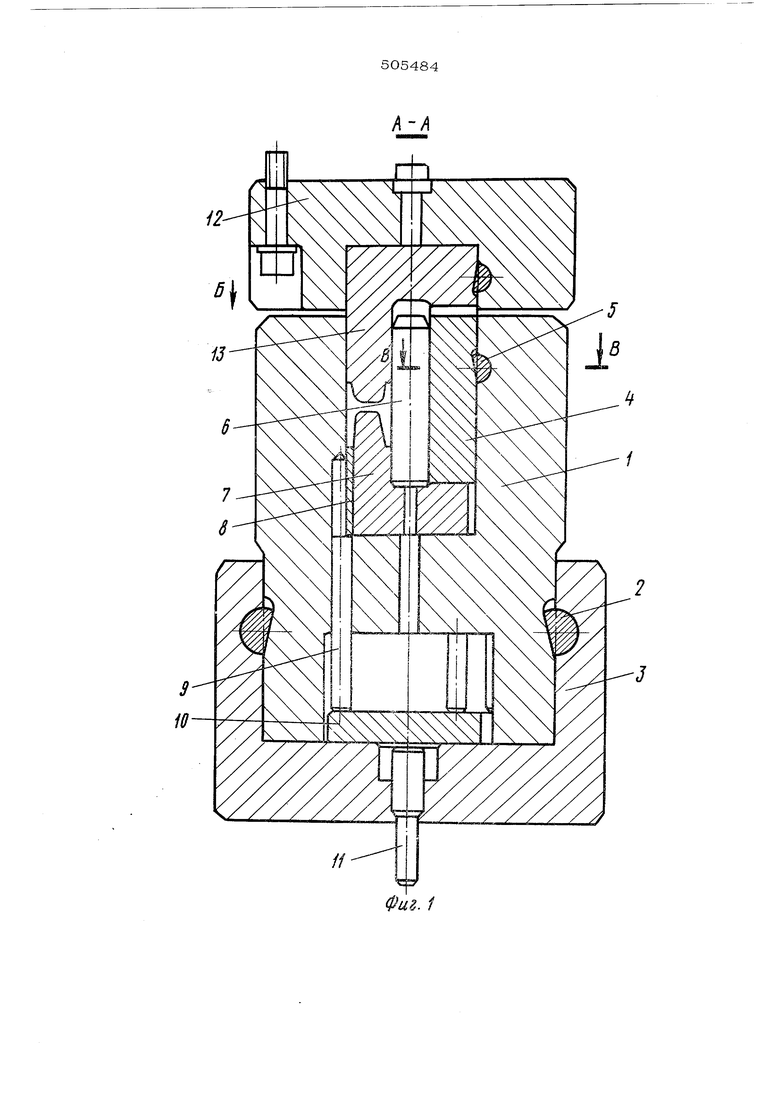
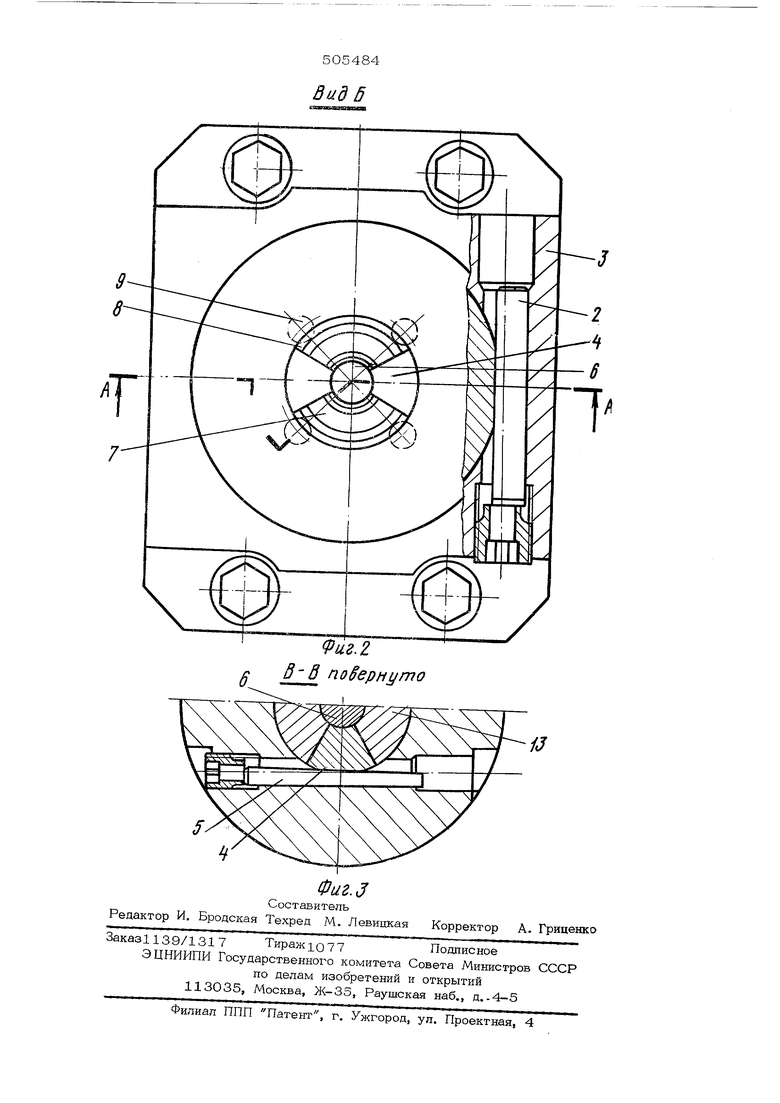
- На фиг. 1 показан предлагаемый штамп (разрез по А-А на фиг. 2); на фиг. 2 вид по стрелке Б на фиг, 1 ; на фиг. 3 разрез по В-В на фиг. 1.
Штамп состоит из нижней и верхней половин (фиг. 1-3). Нижняя половина составлена из обоймы 1, закрепленной клиньями 2 в блоке 3. Цилиндрическая полость обоймы разделена на части симметрично расположенными секторными вставками 4, закрепленными в обойме клиньями 5, и центрируюш1(м стержнем О, запрессованным в матрице 7. В зазоре между обоймой и матрицей расположены выталкиватели 8, выполненные по форме секторов матрицы. Выталкиватели приводятся в движение четырьмя толкателями 9, промежуточной подставкой 10 и нижним толкателем 11.
Верхняя половина штампа состоит из подставки 12 и пуансона 13, в котором выполнены выборки под центрирующий стержень и секторные вставки для смыкания половин штампа и образования раздельных секторных полостей, одновременно заполняемых штампуемым металлом.
Штамп работает следующим образом.
Перед деформированием верхняя половина штампа поднята, а в нижние секторные полости штампа (фиг. 2) между обоймой 1, секторными вставками 4 и центрирующим стержнем 6 укладываются заготовки, по одной в каждую полость. Верхняя половина штампа входит пуансоном 13 в обойму и происходит штамповка одновременно по крайней мере двух секторов. Поковки выталкиваются одновременно выталкивателями 8 при помощи толкателей 9, подставки 10 и нижнего толкателя 11. Формула изобретения
Штамп для закрытой штамповки поковок, содержащий смонтированную на нижней плите обойму с размещенной в ней матрицей и выталкивателями, а также верхнюю плиту с пуансоном, отличающийся тем, что, с целью повышения точности при штамповке секторных поковок, он снабжен центрирующим стержнем, закрепленным одним концом в матрице, а также смонтированными в обойме секторными вставками, при этом матрица выполнена с симметрично расположенными секторными выборками под вставки и установлена в обойме с зазором, пуансон имеет пазы под центрирующий стержень и секторные вставки, а выталкиватели выполнены по форме секторов матрицы и расположены в зазоре между обоймой и матрицей.
12
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки | 1986 |
|
SU1461579A1 |
| Штамп для горячей штамповки | 1986 |
|
SU1368100A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Штамп для выдавливания деталей | 1982 |
|
SU1103929A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| Штамп для штамповки поковок с оребрением | 1991 |
|
SU1794575A1 |
| Совмещенный штамп | 1986 |
|
SU1423245A1 |