8
(Л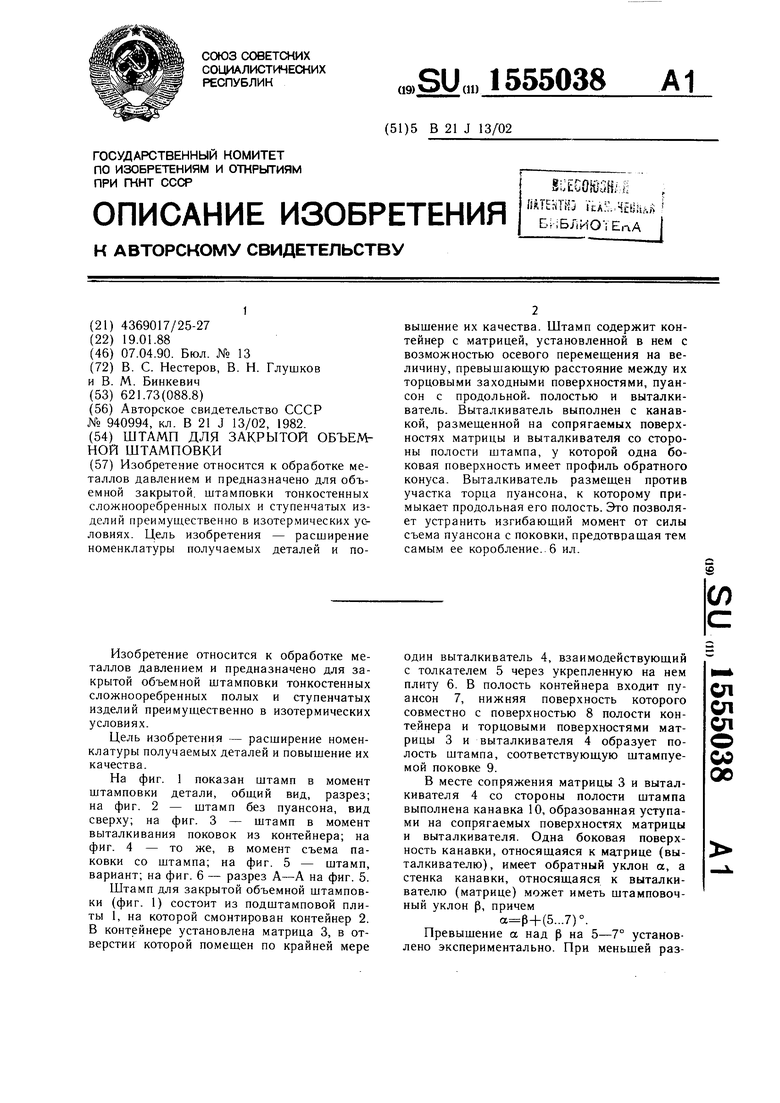
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной закрытой штамповки | 1986 |
|
SU1342575A1 |
| Штамп для закрытой объемной штамповки высокопластичных материалов | 1984 |
|
SU1238872A1 |
| Способ протермического обратного выдавливания пустотелых деталей | 1981 |
|
SU1007807A1 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |
| Способ смазывания штампов перед объемной штамповкой | 1985 |
|
SU1278090A1 |
| Штамп для горячей штамповки | 1986 |
|
SU1368100A1 |
| Штамп для получения полых поковок с фланцами | 1981 |
|
SU1038045A1 |
| Штамп для объемной закрытой штамповки | 1987 |
|
SU1438907A1 |
| Штамп | 1980 |
|
SU899216A1 |
| Комбинированный штамп | 1980 |
|
SU880601A1 |
Изобретение относится к обработке металлов давлением и предназначено для объемной закрытой штамповки тонкостенных сложнооребренных полых и ступенчатых изделий преимущественно в изотермических условиях. Цель изобретения - расширение номенклатуры получаемых деталей и повышение их качества. Штамп содержит контейнер с матрицей, установленной в нем с возможностью осевого перемещения на величину, превышающую расстояние между их торцовыми заходными поверхностями, пуансон с продольной полостью и выталкиватель. Выталкиватель выполнен с канавкой, размещенной на сопрягаемых поверхностях матрицы и выталкивателя со стороны полости штампа, у которой одна боковая поверхность имеет профиль обратного конуса. Выталкиватель размещен против участка торца пуансона, к которому примыкает продольная его полость. Это позволяет устранить изгибающий момент от силы съема пуансона с поковки, предотвращая тем самым ее коробление. 6 ил.
Изобретение относится к обработке металлов давлением и предназначено для закрытой объемной штамповки тонкостенных сложнооребренных полых и ступенчатых изделий преимущественно в изотермических условиях.
Цель изобретения - расширение номенклатуры получаемых деталей и повышение их качества.
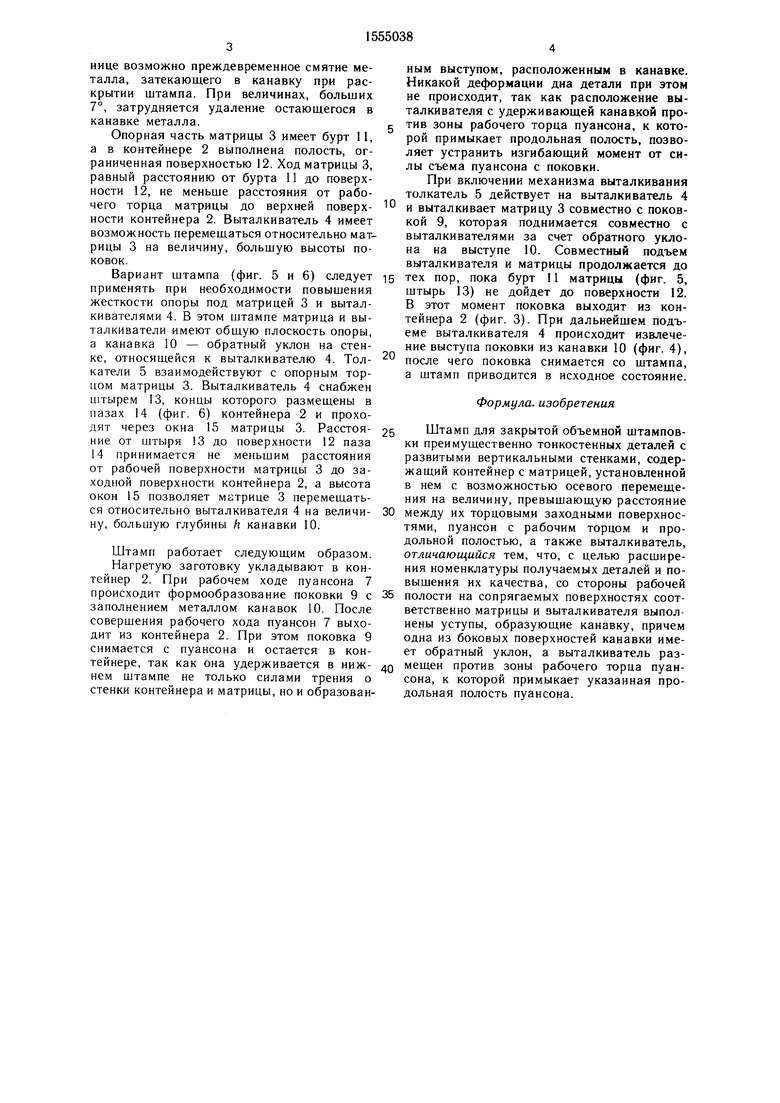
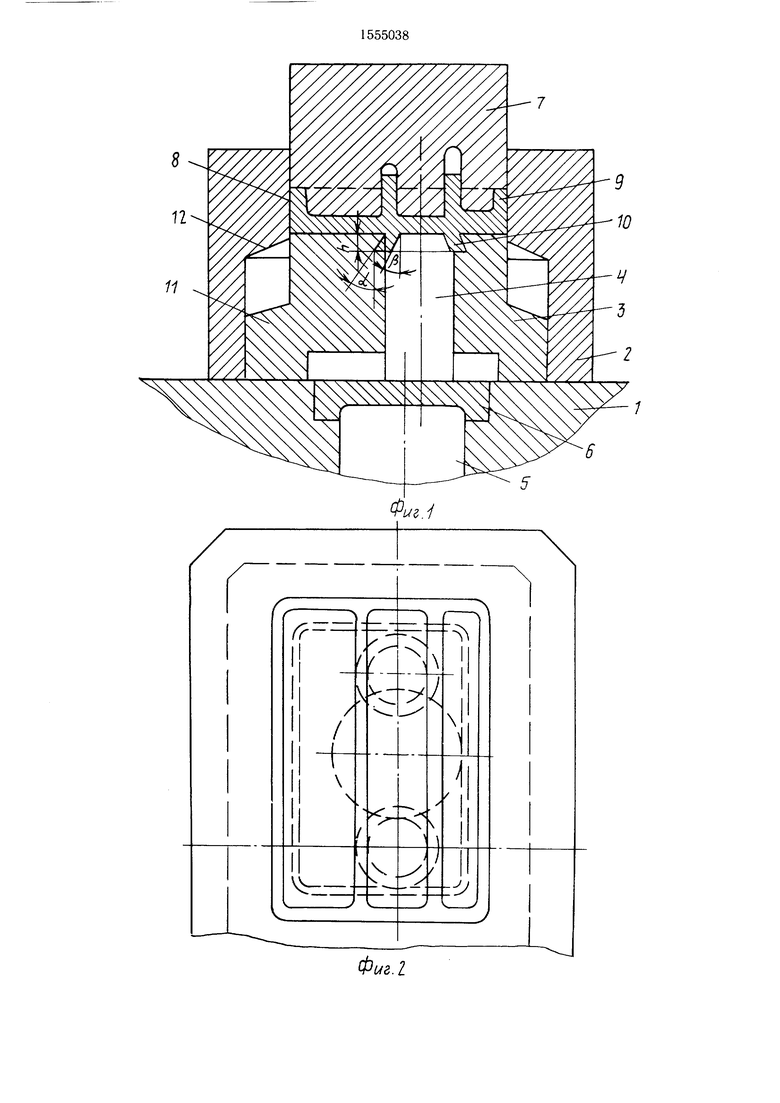
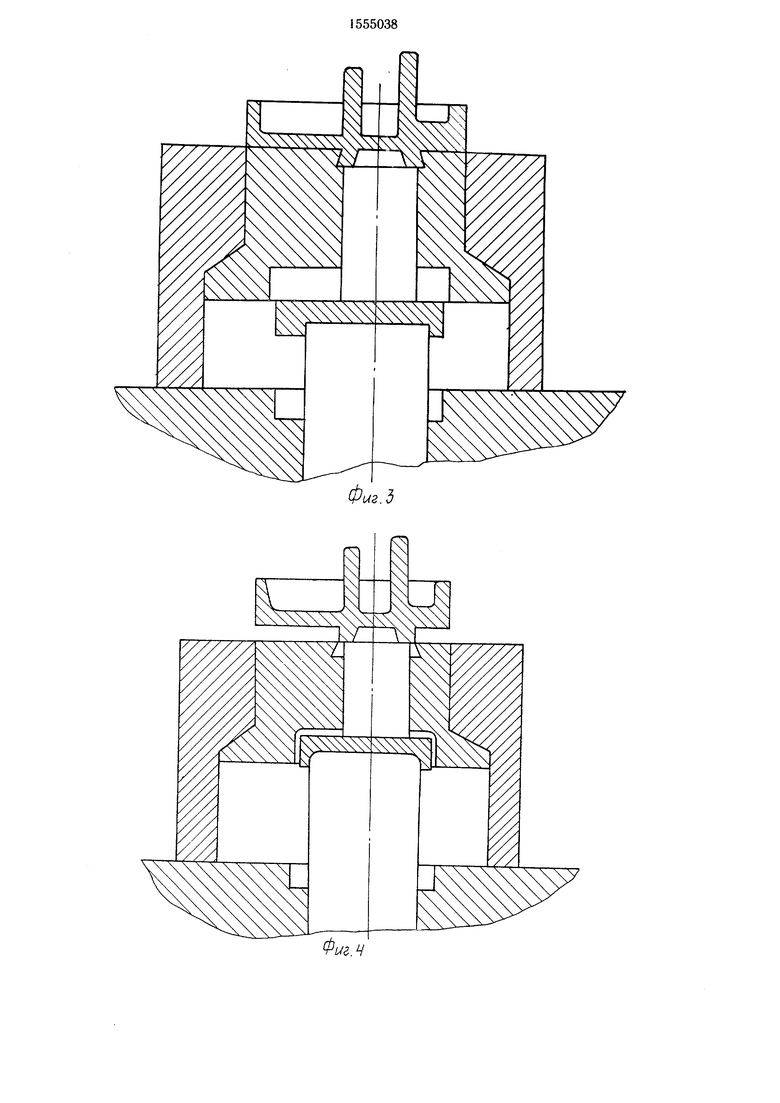
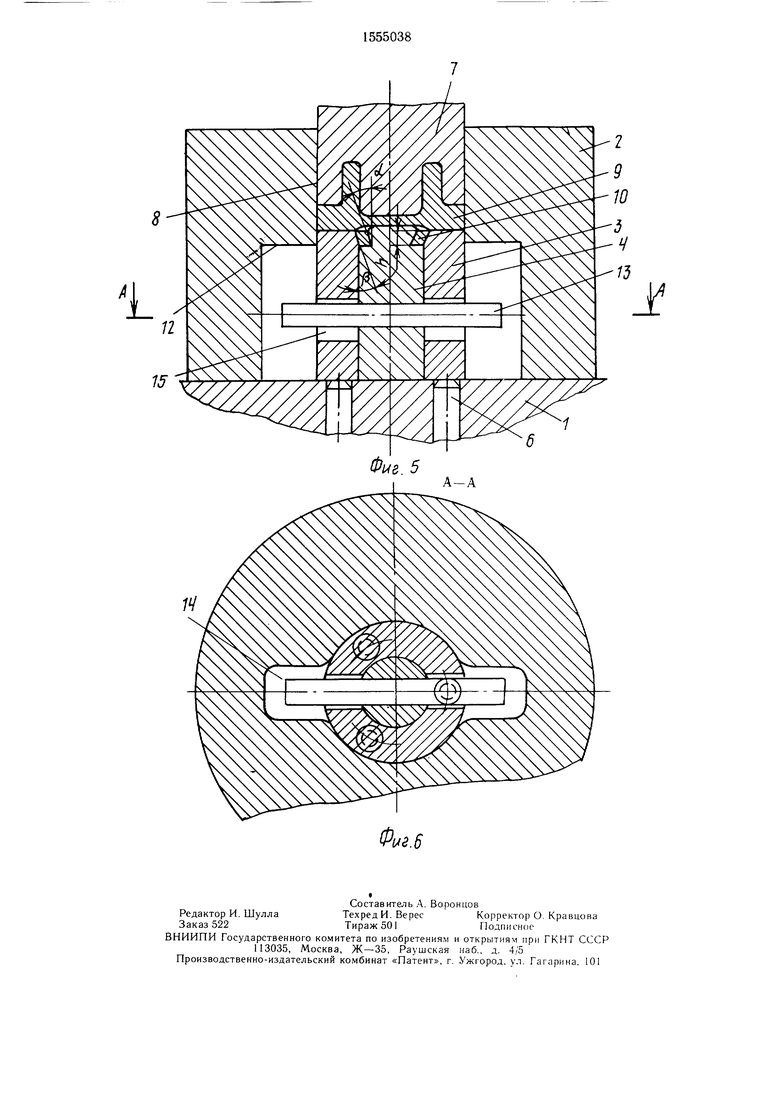
На фиг. 1 показан штамп в момент штамповки детали, общий вид, разрез; на фиг. 2 - штамп без пуансона, вид сверху; на фиг. 3 - штамп в момент выталкивания поковок из контейнера; на фиг. 4 - то же, в момент съема паковки со штампа; на фиг. 5 - штамп, вариант; на фиг. 6 - разрез А-А на фиг. 5.
Штамп для закрытой объемной штамповки (фиг. 1) состоит из подштамповой плиты 1, на которой смонтирован контейнер 2. В контейнере установлена матрица 3, в отверстии которой помещен по крайней мере
один выталкиватель 4, взаимодействующий с толкателем 5 через укрепленную на нем плиту 6. В полость контейнера входит пуансон 7, нижняя поверхность которого совместно с поверхностью 8 полости контейнера и торцовыми поверхностями матрицы 3 и выталкивателя 4 образует полость штампа, соответствующую штампуемой поковке 9.
В месте сопряжения матрицы 3 и выталкивателя 4 со стороны полости штампа выполнена канавка 10, образованная уступами на сопрягаемых поверхностях матрицы и выталкивателя. Одна боковая поверхность канавки, относящаяся к матрице (выталкивателю) , имеет обратный уклон a, a стенка канавки, относящаяся к выталкивателю (матрице) может иметь штамповочный уклон р, причем
(5...7)°.
Превышение а над 0 на 5-7° установлено экспериментально. При меньшей разсл
СП
ел
о
00 00
нице возможно преждевременное смятие металла, затекающего в канавку при раскрытии штампа. При величинах, больших 7°, затрудняется удаление остающегося в канавке металла.
Опорная часть матрицы 3 имеет бурт 11, а в контейнере 2 выполнена полость, ограниченная поверхностью 12. Ход матрицы 3, равный расстоянию от бурта 11 до поверхности 12, не меньше расстояния от рабочего торца матрицы до верхней поверхности контейнера 2. Выталкиватель 4 имеет возможность перемещаться относительно матрицы 3 на величину, большую высоты поковок.
Вариант штампа (фиг. 5 и 6) следует применять при необходимости повышения жесткости опоры под матрицей 3 и выталкивателями 4. В этом штампе матрица и выталкиватели имеют общую плоскость опоры, а канавка 10 - обратный уклон на стенке, относящейся к выталкивателю 4. Толкатели 5 взаимодействуют с опорным торцом матрицы 3. Выталкиватель 4 снабжен штырем 13, концы которого размещены в пазах 14 (фиг. 6) контейнера 2 и проходят через окна 15 матрицы 3. Расстояние от штыря 13 до поверхности 12 паза 14 принимается не меньшим расстояния от рабочей поверхности матрицы 3 до за- ходной поверхности контейнера 2, а высота окон 15 позволяет матрице 3 перемещаться относительно выталкивателя 4 на величину, большую глубины h канавки 10.
Штамп работает следующим образом.
Нагретую заготовку укладывают в контейнер 2. При рабочем ходе пуансона 7 происходит формообразование поковки 9 с заполнением металлом канавок 10. После совершения рабочего хода пуансон 7 выходит из контейнера 2. При этом поковка 9 снимается с пуансона и остается в контейнере, так как она удерживается в нижнем штампе не только силами трения о стенки контейнера и матрицы, но и образован0
ным выступом, расположенным в канавке. Никакой деформации дна детали при этом не происходит, так как расположение выталкивателя с удерживающей канавкой против зоны рабочего торца пуансона, к которой примыкает продольная полость, позволяет устранить изгибающий момент от силы съема пуансона с поковки.
При включении механизма выталкивания толкатель 5 действует на выталкиватель 4
и выталкивает матрицу 3 совместно с поковкой 9, которая поднимается совместно с выталкивателями за счет обратного уклона на выступе 10. Совместный подъем выталкивателя и матрицы продолжается до
тех пор, пока бурт 11 матрицы (фиг. 5, штырь 13) не дойдет до поверхности 12. В этот момент поковка выходит из контейнера 2 (фиг. 3). При дальнейшем подъеме выталкивателя 4 происходит извлечение выступа поковки из канавки 10 (фиг. 4), после чего поковка снимается со штампа, а штамп приводится в исходное состояние.
Формула, изобретения
5 Штамп для закрытой объемной штамповки преимущественно тонкостенных деталей с развитыми вертикальными стенками, содержащий контейнер с матрицей, установленной в нем с возможностью осевого перемещения на величину, превышающую расстояние
0 между их торцовыми заходными поверхностями, пуансон с рабочим торцом и продольной полостью, а также выталкиватель, отличающийся тем, что, с целью расширения номенклатуры получаемых деталей и повышения их качества, со стороны рабочей
5 полости на сопрягаемых поверхностях соответственно матрицы и выталкивателя выполнены уступы, образующие канавку, причем одна из боковых поверхностей канавки имеет обратный уклон, а выталкиватель разQ мещен против зоны рабочего торца пуансона, к которой примыкает указанная продольная полость пуансона.
Гг
I
/
IL5
Фиг.1
ЬЧ;
I
/
.j
JJ
Фиг.I
Фиг Ч
иг 3
Фиг. 5
А-А
| Штамп для объемной закрытой штамповки | 1980 |
|
SU940994A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
