(54) ПОЛУАВТОМАТ ДЛЯ КЛЕПКИ ТОРМОЗНЫХ
..„1
Изобретение относится к клепальносборочным работам, в частности к клепальному оборудованию для сборки тормозных накладок в автомобилестроении.
Известен полуавтомат для клепки тормозных накладок, содер ащий установле ные под углом друг к другу на кронштейне станины силовые головки с механизмами клепки, каждый из которых вьтполнен в виде Г-образных скоб, соединенных с поршнями гидроцилиндров, и самоустана; ливаюшихся прижимов головок заклепок I.
Однако известный nonyaBToiUaT имеет малую производительность из-за большого хода поворотного стола и поочередной клеп ки только одного ряда заклепок.
Цель изобретения - повышение качества клепки и производительности.
Это достигается тем, что в описываемой конструкции каждый механизм клепки JQ снабжен дополнительным силовым цилиндром со штоком, воздействуюшим на самоустанавливаюшиеся прижимы, и траверсой, жестко связанной со штоком дополиитель НАКЛАДОК
ного силового цилиндра, а гидрсятлвв фы Г-образных скоб смонтированы в траверсе,
Угол установки голобок равен шагу между соответствующими отв стиями pssyK. собираемых накладок.
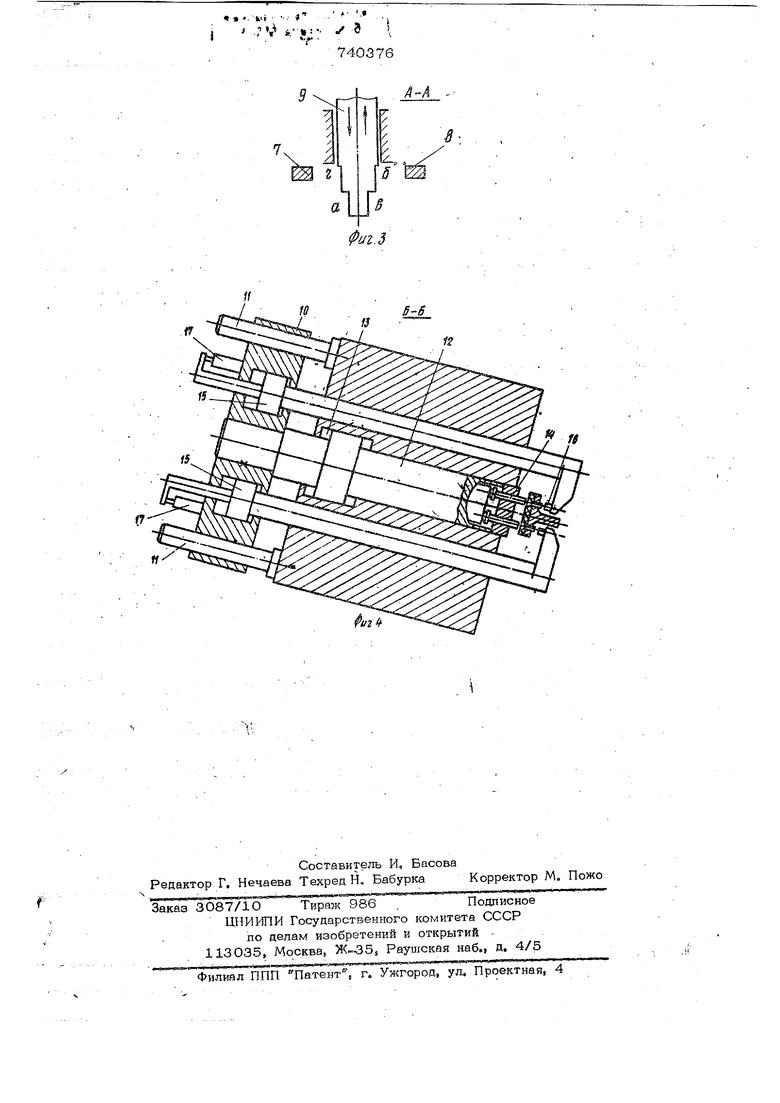
На фиг, 1 показан предлагаемый пояу автомат; на фиг. 2 - схема псжоротшмго приспособления; на фиг. 3 - разрез А-А на фиг, 2; на фиг. 4 - разрез Б-6 (по механизму клепки) на фиг, 1,
Полуавтомат содержит смонтированш на станине 1 кронштейн 2, на котором установлены силовые головки с межаниэмамв клепки 3, расположенные друг к дру ГУ под углом, равным шагу между соответствующими отверстиями двух собираемых накладок, зажимное приспособление 4, поворачивающееся на оси 5 за счет рейки-поршня 6 и имеющее упоры 7 и 8, Подвижный упор 9 имеет возвратно-поступательное перемещение и соответственно взаимодействует своими выступами в, б, в, г с упорами 7 и 8 (см. фиг, 3). Каждый клепальный механизм состоит из траверсы 10, перемещаемой по скалкам 11, жестко соединенной со штоком 12 дополнительного силового цилиндра 13 поджима самоустанавпнвающюсся прижимов головок заклепок (опорных бойков) 14. В одной плоскости со штоком 12 расположёны в траверсе 1О два гидроцилиндра 15, штоки Которых соединены с Г-образными скобами с расклепывающими бойками 16, выводимые из зоны клепки в момент загрузки и выгрузки собранного узла. Конечный выключатель 17 производит контроль положения бойков 16 в момент вывода их из зоны загрузки.
Полуавтомат работает следующим об)аз6м.
Перед началом работы тормозную крЛОдку и двумя накладками и заклепками станавййВа сйг и закрепляют на зажимном оворотном приспособлении 4, которое наодится в загрузочном положении. Затем рейкой-поршнем 6 поворачивают приспособение 4 влево до соприкосновения упора 7с выступом а подвижного упора 9 (упор 9 в этом положении отведен назад, и его выступ d может контактировать с упором 7). В этот момент производится одновременная клёпКа четырех заклепок на позициях aj (по две заклёпки на каждом механизме клепки), так как два механизма клепки управляются одним золотником.
Itb ДЖИМ каж до и на кладки осу шее тв ляется при помощи гидроцилиндра 13, перемещающего шток 12 ссамоустанавли ающимися опорными бойками 14 до Соприкосновения с заклепками склепываемого узла. В конце хода штока 12 происходит раскяепыйание заклепок Г-образ ыми скобами Тидроцилиндров 15, несущими на себе расклепывающие бойки 16, Клепка, например, на позиции aj производится по реле времени (в зависимости от текучести и
материала заклепки), которое дает команду на клепкУ в следующей позиции. Поворотное приспособление 4 поворачивается вправо до соприкосновения упора 8 с выступом б подвижного упора 9 (упор 9 в этом положении выдвинут вперед, и его йь1ступ б может контактировать с упором 8). Производится расклепывание четырех заклепок на позиции б, аналогично позиции Cj. Аналогичная клепка и на позициях виг. После расклепывания на позиции г поворотное приспособление 4 устанавливается в исходное положение, бойки 16 выводятся из зоны клепки, и собранный узел
выгружается.
Формула изобретения
1. Полуавтомат дпя клепки тормозньрс
. накладок, содержащий установ71енныв под углом друг к другу на кронштейне станины головки с механизмами клепки, каждый из KOTopbix, выполнен в виде Г-образных скоб, соединенных с поршнями гидроцилиндров, и самоустанавливающихся прижимов головок заклепок, отличающийся тем, что с целью повышения качества клепки и производительности, каждый механизм клепки снабжен дополнительным силов1ым цилиндром со штоком, воздействующим на самоустанавливающиеся прижимы, и траверсой, жестко связанной со штоком дополнительного силового цилиндра, .
а гидроцилиндры Г-образных скоб смонтированы в траверсе. 2. Полуавтомат по п. 1, о т л и ч а ю щ и и с я тем, что угол установки Головок равен шагу между соответствуюшими отверстиями двух собираемых накладок.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР N9 261128, кл. В 21 J 15/14, 1968.
«. k . 74 i..
r
у 3 I
740376

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для клепки тормозных колодок | 1981 |
|
SU1165526A1 |
| СТАНОК ДЛЯ КЛЕПКИ ТОРМОЗНЫХ НАКЛАДОК | 1970 |
|
SU261128A1 |
| Автомат для сборки тормозных колодок | 1981 |
|
SU979014A1 |
| Автоматическая клепальная установка | 1979 |
|
SU895587A1 |
| Клепальный пресс | 1977 |
|
SU749531A2 |
| Станок для клепки накладок к тормозным колодкам | 1981 |
|
SU1034827A1 |
| Полуавтомат для сборки-клепки тормозных колодок с накладками | 1981 |
|
SU1050806A1 |
| Полуавтомат для клепки тормозных колодок | 1984 |
|
SU1224083A1 |
| Клепальная установка | 1981 |
|
SU1016032A1 |
| Полуавтоматический клепальный станок | 1977 |
|
SU685406A1 |

ff
s-s
It
