(54) ПРОШИВНОЙ СТАН ВИНТОВОЙ ПРОКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан винтовой прокатки | 1980 |
|
SU863021A1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| Задний стол прошивного стана | 1978 |
|
SU749468A1 |
| Задний стол прошивного стана | 1987 |
|
SU1488050A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| Задний стол трубопрокатного стана | 1988 |
|
SU1577897A1 |
| Устройство для установки оправочного стержня | 1977 |
|
SU707625A1 |
| Стан винтовой прокатки | 2020 |
|
RU2764066C2 |
| Удерживатель оправки трубопрокатного стана | 1976 |
|
SU654313A1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
1
Изобретение относится к трубопрокатному оборудованию, а именно к прошивным станам винтовой прокатки преимущественно коротких полых изделий с дном, и может быть использовано при проектировании новых агрегатов и реконструкции существующих.
Известен прошивной стан для получения гильа с дном, состоящий из передн о сто па, рабочей клети, стола выдачи прошитых заготовок, с коническим задним концом справочный стержень и привод его перемещения l.
Такой стан неудобен тем, что у него много вспомогательных операций уСвязашгых с перемещением справочного стержня с .изделием и агзвлечезшем опрапки из изделия, а это снижает производительность.
Известен таклсе прошивной стан, в соогав которого входят рабочая валковая клеть расположенный перед ней стол с затс лкивате- лем заготовок, расположенные за ней центроратель оправочного стержня и yпopнaя t OЛOE к,а с замковым механгюмом и приводом. осевого перемещения 2. После прошив.ри .
гильза удерживается в центрователях, а оправочный стержень с упорной головкой перемеш;аются по направлению прокатки для извлечения оправочного стержня из гильзы. Затем гнльза удаляется из центрователей.
Станы такой конструкции не предназначены для производства коротких полых иэделий с дном и имеют низкую производительность.
Целью изобретения является возможность производства прокаткой коротких аолых издетшй с дном, а также повышение производительности стана путем сокращения времени вспомогательных операций.
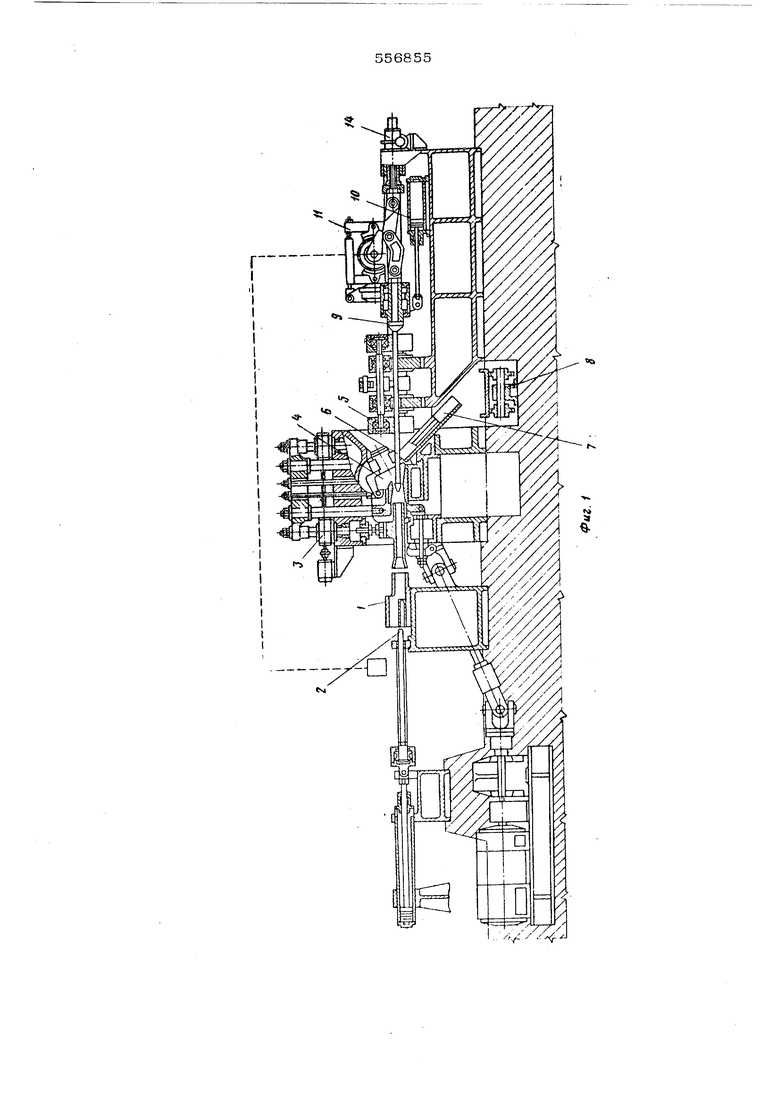
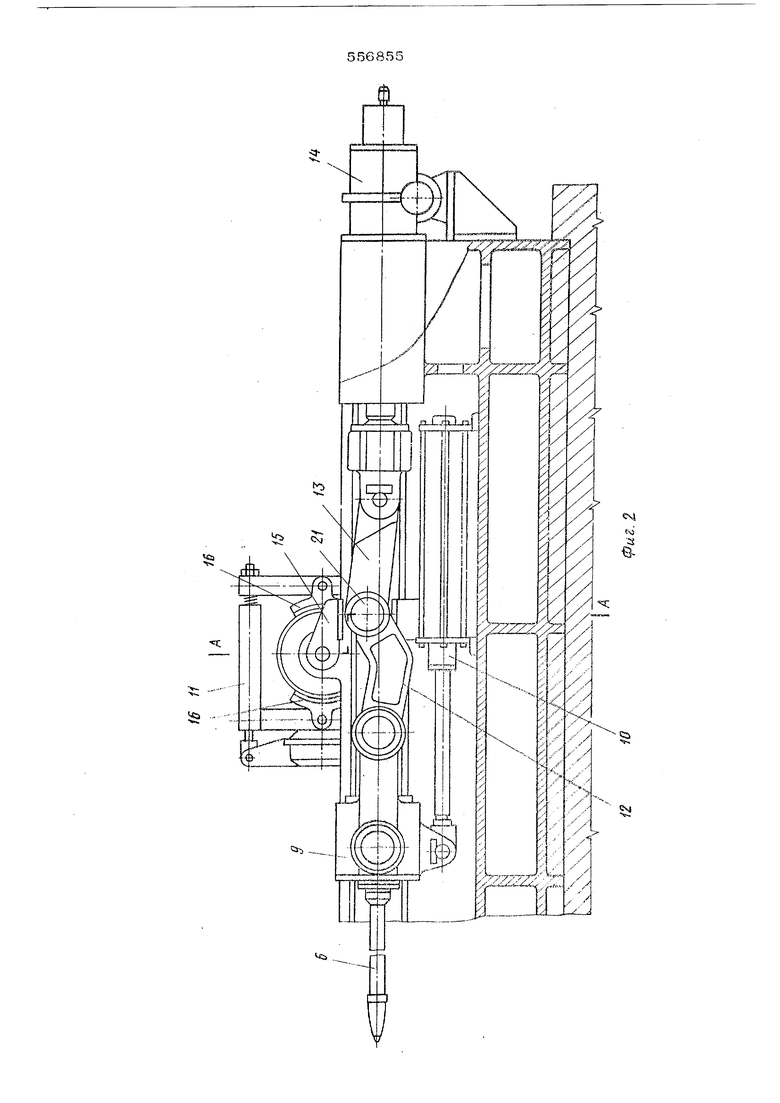
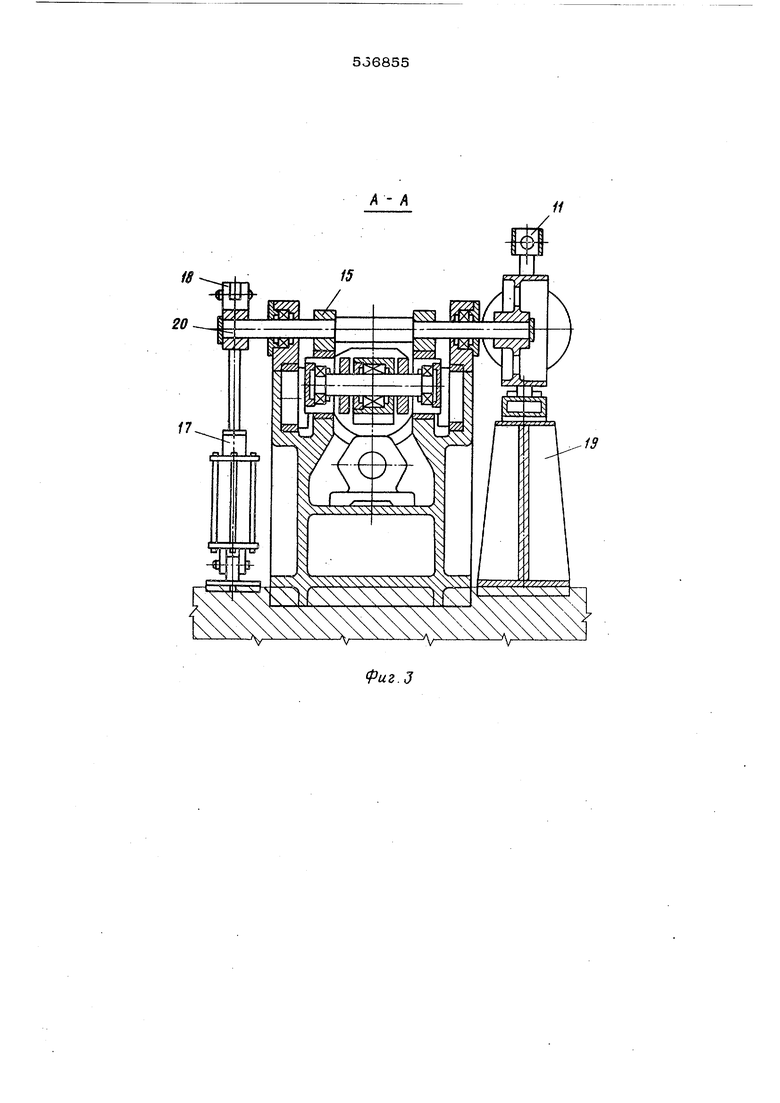
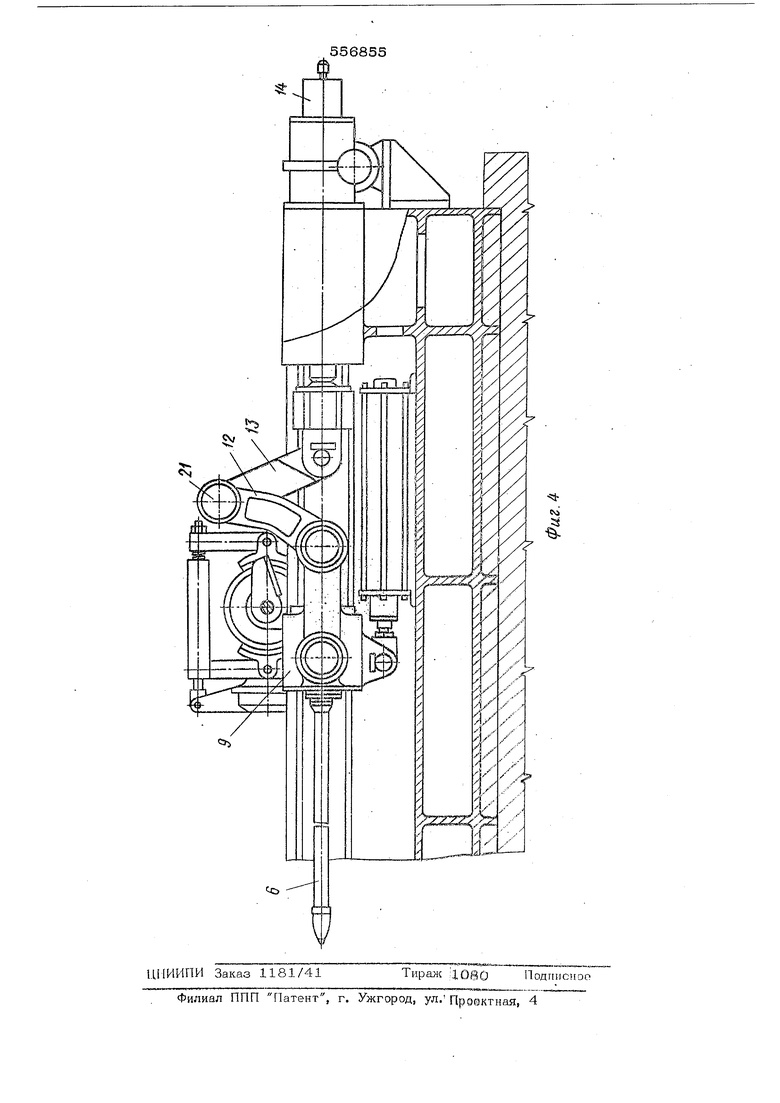
Для достижения этой цели прошивной стан винтовой прокатки, включающий рабочую валковую клеть, установленный перед ней стол .с заталкивателем заготовок,, раоположенный за гей центрователь оправочного стержня и упорную головку с замковым механизмом и приводом осевого перемещения, снабжен наклонным лотком, встроенным в клеть перед центрователем, и транод op тер ом изделий, размещенным под ком. Такой стан позволяет сократить время освобождения сюи стана от прокатного и&депия и обеспечить тем самым производство коротких полых изделий с дном при вы сокой производительности. На фиг. 1 изображен предлагаемый стан, продольный разрез (пунктиром показана связь датчика положения заготовки с замковым механизмом )}i на фиг 2 - упфная головка с замковым механизмом, исходное полсзжэние} на фиг. 3 - сечение ;.... фиг, 2; на фиг 4 - упорная головка с зам ковым механизмом после прокатки, изделия. Прошивной стан винтовой прокатки -вклк чает перэдний стол 1 с заталкивателем 2 заготовок, рабочую клеть 3 с бочкообразными валками 4, центрователь 5 оправочного сгерж ш 6, яа шонный лоток 7, трано портер 8 изделия, упорную .Головку 9 с приводом осевого перемещения - пневмо- цилиндром 10, замковым механизмом 11 с рычажным фиксатором в виде соединеннего одним звеном 12 с упорной головкой шарнирного рычага, другое звено 13 которого сседкнеко с регулируемым упором 14 В состаз рычажного фиксатора входят также кулачок 15, электромагнитный тормоз 16, прижим 17 (пневмоцилиндр) с рычагом 1.8; установленный на стойке 19 ось 2О, которая смещена к упорной голов относительно подвижного шарнира 21 двух звенного рычага. На оси 20 установлен кулачок, жестко закреплен диск электрома нитного тормоза и прижим кулачка. Прошивной стан винтовой прокатки работает следующим образом. Заготовка подается на передний стол 1 и ааталкивателем 2 задается во вращающиеся валки 4, причем перемещение загот ки непрерывно контролируется датчиком. В это время упорная головка 9 установлюна в исходное положение, центрователь 5 закрыт на справочный стержень 6, замковый механизм 11 также закрыт, т. е, кулачок 15 прижат к шарниру 21, лежащему на раме, и удерживается при прокатке в этом положении электромагнитным тормозом 16. Металл захватывается валками, заполняет очаг деформации,, и- опра- вочный стержень 6 воспринимаетрсевое усилие прокатки, которое передается, на упорную головку 9. и через звенья 12 и 13 шарнирного рычага на регулируемый упор 14о На кулачок 15 в ,процессе прокатки воздействует сила, пропорциональная тангенсу угла отклонения звеньев 12 и 13 шарнирного рычага от линии, соединяющей оси шарниров, при помощи которых звенья крепятся соответственно к упорной головке 9 и упору 14. Этот угол выбирает ся в пределах 2-5 , .поэтому сила, действующая на кулачок 15 во время прокатки, составляет всего 3-9% от осевого усилия прокатки. Благодаря этому электромагнитый тормоз 16 выполнен быстродействующим. Для получения издепия с дном необходимо в процессе прошивки оправку, укрепленную на оправочном стержне 6, выводить из очага деформации таким образом, задний конец заготовки обкатывался вал ками 4 без оправки. Замковый механизм 11 обеспечивает перемещение упорной головки 9 в процессе прошивки. Для этого в схему-управления станом включен дат чик положения заготовки, который контролирует постояшно уменьшающуюся непрошитую часть заготовки. И в момент, когда ее.длина соответствует толщине дна изделия, подается сигнал наэлектромагнитный тормоз 16, прижим 17 и привод осевого перемещения. Электромагнитный тормоз выкл1Очается, и упорная головка под действием осевого усилия прокатки и привода перемещается в крайнее положение со скоростью, в 1,5-2 раза большей скорости выхода металла из валков. Поэтому изделие с дном выходит из валков уже без оправки и оправочного стержня, г. е. операции прокатки и извлечения оправки из изделия совмещены но времени. Под действием собственного веса изделие падает на наклонный лоток 7, который встроен в рабочую клеть 3 перед центрователем 5 с наклоном к транспортеру 8. Последним изделие выводится из рабочей клети. Для про.шивки очередной заготовки упорная головка 9 приводом 1О возвращается в исходное положение, благодаря чему венья 12 и 13 шарнирного рычага устанавливаются под заданным углом, а шар- нир 21 прижимается кулачком 15 от прижима 17 через рычаг 18 к раме. Заталкиватель 2 заготовок также отводится в исходное положение, и с датчи1 а подается сигнал на включение электромагнита. Стан готов к работе, Про.шивной стан винтовой прокатки позволяет получать прокаткой короткие полые изделия с дном и за счет малого времени вспомогательных операций обеспечивает высокую производительность. Формула изобретения Прошивной стан винтовой прокатки, вклк чающий рабочую валковую клеть, уставовленный перед ней стел с ааталкивателем заготовок, расположенные за ней центрователь справочного стержня и упорную головку с замковым механизмом и приводом осевого перемещения, отличак щ и и с я тем, что, с целью повышения производительности при производстве корот ких полых изделий с дном, он снабжен наклонным лотком, встроенным в клеть
перед центрова елем, и транспоотером иэделий, размещенным под лотком.
Источники информации принятые во внимание при экспертизе:
ем
«40
:s
20
А- /(
Риг.З
