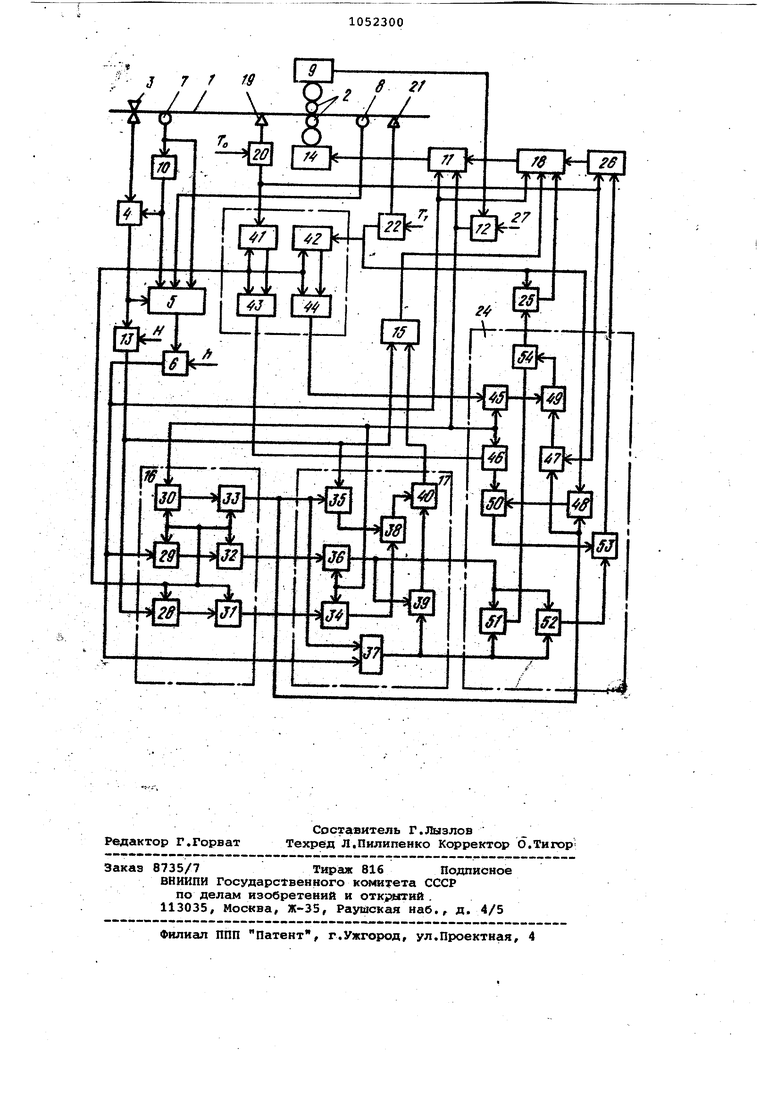
Изобретение относится к автоматизации прокатных станов, а именно к системам регулирования продоль ной толщины листового и половосого проката, может быть использованр в автоматических системах- управлени работой станов холодной прокатки. По основному авт.св. 937072 известно устройство автоматического регулирования толщины проката, используемое в автоматических системах управления ра.ботой станов холод ной и горячей прокатки l . Однако регулирование толщиныполoqы в известном устройстве рсущёст ляется в соответствии с выражение1М ih-AFft W aF.3F Ш)- где л F , &Fj, - управляющее измене ние усилия прокатки и приращение - усилия прокатки, соответственно; ЛН, ь h - приращение тотадины . подката.и толщины проката, соответст венно/ -соответственно отношение астых производных усилия прокатки ио толщине подката и толщине.проката, которое не учитывает влияния на тол щину полосы изменения натяжений полосы, вследствие чего возникает . погр яность в регулировании. Цель изобретения - повышение качества прокатываемой полосы. Указанная цеЛь достигается тем, что в устройство.автоматического регулирования толщины проката дополнительно введен второй блок форм рования коэффициентов передачи, второй блок задержки, второй и третий множительные блоки, датчик натя жения полосы на входе клети, схема сравнения натяжения подкате с задан ным значением, и ;Схема сравнения натяжения проката; р заданным значением, причем датчик натяжения полосы на входе клети соединен со схемо сравнения натяжения подката с задан ным значением, датчик натяжения прлосы на выходе клети соединен со схемой сравнения натяжения проката с заданным значением, второй блок задержки соединен первым входом с выходом генератора тактовых импульсов, вторым входом - с выходом схемы сравнения натяжения подката с заданным значением, третьим входом - с выходом схемы сравнения натяжения проката с заданным значение первый и второй выходы второго блока задержки соединены соответственно с первым и вторым входами второго блока формирования коэффициентов передачи, который соединен трётьИ14 входом с выходом блока сравнения усилия прокатки с заданным значением, а четвертым и пятым входами - соответственно со вторым и третьим выходами первого блока формирования коэффициента передачи, шестым входом - с третьим выходом первого блока задержки, седьмьв и восьмым входами - соответственно с выходом схемы сравнения натяжения подката . с заданным значением и с выходом схемы сравнения натяжения проката с заданным значением, первый и второй выходы второго блока Формир|ОВания коэффициентов п:ередачи соединены с первыми входами роответгртвенно второго и третьегр множительных блоков, второй вход второго множительного блока соединен с выходом рравнения натяжения проката с заданным значением, а второй вход третьего множительного блока с выходом схема сравнения натяжения подката с заданным значением, выходы второго и третьего множительных блоков подсоединены соответйтвенно к третьему и четвертому входам вычитающего блока. За счет установленных дополнительно датчиков натяжения полосы на входе и на выходе клети, схемы сравнения натяжения поДката с заданным значением н схемы сравнения натяжения проката с заданным значением, второго блока задержки, второго и третьего .множительных блоков, второго блока вычисления коэффициентов передачи и их связей повышается точность формирования управляющегсэ воздействия в процессе регулирования толщины полосы, улучшаются ее параметры. Усилие прокатки определяется условиями пластической деформации, аналитически выражается зависимостьюРЧ F(H,h, TO.T), (2) где TO, T - натяжения подката и проката соответственно. Последнюю зависимость (2) в приращениях можно представить в виде -|-,,.т.з, Знак минус при трех последних слагae шx правой части выражения (3) взят пртому, что увеличение толщины полосы на выходе клети, а такж е увеличение натяжений подката и проката вызывают уменьшение усилия прокатки,.. Представим выражение 3) в виде 9Р.г ,|эр/эи аг/эт. „ аи эр/эн а 7эй (4) эр/ат, .H) Управляющее воздействие опре деляется соотношением . , которое с учетом (4) записывается т «ih-&Fh Ш1 ..Т - кТ .h ar/9h 3F/8h ° aF/3h Управляющее воздействие дру согласно (6) более точно отражает закон регулирования .толщины полосы по сравнении с принятым в прототиЛе, поскольку учитывав т влияние йатяжений подката и проката на толщину полосы. На чертеже представлена блок .схема предлагаемого устройства. Устройство содержит полосу 1, валки 2 прокатной клети, датчик 3 тогааииа полосы, линию 4 задержки./ блок 5 вычисления толщины полосы на выходе клети, блок 6 сравнения толоощны проката с заданным значением,, ДАТЧИК 7 скорости подката, датчик 8 скорости проката, датчик 9 усилия прокатки, генератор 10 тактовых импульсов, множительно-делительный блок 11, блок 12 сравнения усилия прокатки с заданным значением, блок 13 сравнения тоотцины подка та с заданном значением, блок 14 уп равления/ множительный блрн 15, блок 16 задержки, блок 17 форми1мэва ния коэффициента пе редачи, вычитаю щий блок 18, датчик 19 натяжения полосы на входе клети, схему 20 сравнения натяжения подката с задан ным значением, датчик 21 натяжения полосы на выходе клети; схему 22 сравнения натяжения проката с Задан ным значением, второй блок 23 задер ки, второй блок 24 фо 4ирования коэффициентов передачи, второй множительный блок 25, третий множительный блок 26, заданная величина усилия прокатки 27. Датчик полосы 3 соединен со входом линии задержки 4, другой ЭХОЛ которой соединен с выходом генератора тактовых импульсов 10, вы ход линии задержки 4 подсоединен ко входу блока сравнения толщины подката 13 с заданным значением, . а выход; последнего связ.ан с первыми входами множительного блока 15, блока задержки 16 и блока формирова ния коэффициента передачи 17, блок вычисления толщины полосы на выходе клети 5 соединен своими входами с выходами линии 4, с выходом генератора тактовых импульсов 10, подсоединенного своим входом к дат-; чику скорости подката 7, блок вычис ления толщины полосы-на выходе клети 5 соединен также с датчиком скорости подката 7 и датчиком скорости проката 8, .выход блока вычисления толщины полосы на выходе клети 5 поДсоединен ко входу блока сравнения .толщины проката с заданным значением 6, выход которого подсоединен к первому входу множительно-делительного блока 11, ковторьм входам блока задержки 16, блока формирОвания : коэффициента передачи 17 и к первому входу вычитакщего блока 18, выход генератора такТовЫх импульсов; 10 под-. соединенк четвертому входу блока , задержки 16 и к первому входу второго блока задержки 23, датчик натяжения полосы на вход клети 1& соединен сО входом схемы сравнения натяжения подката с заданньм значением 20, выход которой соединен со вторыми входами второго блока задержки 23, треть его мнозкительного блока 26 И р седьт мьлм входом второго блока формирования коэффициентов передачи 24; а датчик натяжения полосы на выходе клети 21 со-единен со входом cxeiKHj сравнения натяжеиия проката с заданным значением, 22, выход которой соединен с третьим входом второго блока за держкй 23, со вторьиу входом второго множителтЬИоГо .блока 25 и с восьмым входом второго блока формирования коэффициентов передачи 24, датчик, усилия прокатки 9 соединён с блоком оравнения усилия прокатки с заданным значением 12, вУход которого связан со вторым входом множительно-делительного блока 11, с третьим входом второго блока формирова.ния коэффициентов передачи 24, с третьим входом первого блока формирования коэффициента передачи 17 и с третьим входом блока задержки 16, который своими первым, втоЕжм и третьим выходаМи соединен соответственно с четвертым, пятым и шестым входами первого блока формирования коэффициента передачи 17, кроме того, третьим выходом блок задержки 16 соединен также с шестым входом второго блока формирования коэффициентов передачи 24, первый блок формирования коэффциента передачи 17 соединен своими вторым и третьим выходами с чет.вepты 1 и пятым входами второго блока формирования коэффициента передачи 24, которы являются первыми входами множительнь1Х устройств 34 , и 36 соответственно,.вторые входы шожитёльных устройств 35 и 37 связаны с шестым входом первого блока формирования коэффициента передачи 17, выходы множительных устройств 34 и 35 являются соответствегнно первым и вторым входами устро ства сравнения 38, а выходы множительных устройств 36 и 37 являются сЬответствённо вторым и первым вход ми устройства сравнения 39, выходы устрой;ств сравнения 38 и 39 являются соответственно первым и вторым входами делитегъного устройства 40 „ выход Которого является первым выходом первого блока Формирования коэффициента перадачи 17/выходы множительных устройств 36 и 37 являются также, соответственно вторым и третьим выходами первого блока формирования коэффициента передачи 17. Второй блок задержки 23 состоит иэ схем совпадения 41, 42 и регист ров сдвига 43 и 44, причем второй и третий входы второго блока задержки 23 являютсй первыми входами схем совпадения 41 и 42 соответстве но, выходы которых соединены с первыми входами регистров сдвига 43 и 44 соответственно, выходы же- jpeгистров сдвига 43 и 44 являются вто , рым и первым выходами второго блока задержки 23, кроме того, вторые вхо лы схем совпадения 41, 42 и регистр сдвига 43 и 44 подсоединены к первому входу.второго блока задержки 23. Второй блок формирования коэф. фициентов передачи 24 состоит из множительных устройств 45-48, уст.ройств сравнения 49-52 и делитель «ных устройств 53 и 54, причем первы и второй входы второго блока формиро вания коэф МЦиентов передачи 24 являются первыми входами множительных устройств 45 и 46 соответственн второе входы множительных устройств и 46 соединены с третьим входом вто рого блока формирования коэффициен- тов передачи 24, четвертый и пятый входы второго б;1ока формирования коэффициентов передачи 24 являются соответственно первым и вторым входами устройств сравнения 51 и 52 соответственно, шестой вход второго блока формирования коэффициентов передачи 24 является первьв 4 входом множительных устрюйств 47 и 48 соо ветственно, первые входы делительных устройств 53 и 54 являются выходами устройств сравнения 50 и 49 соответственно, а вторые входы делительных устройств 53 и 54 являются выходами устройств сравнения 52 и 51 соответственно, выходы делительных устройств 54 и 53 являются соответственно первым и вторым выходами BTolporo блока формирования коэффициентов передачи 24. . Устройство автоматического регулирования толщины работает следующим образом. Датчик толщины полосы 3 на входе прокатной клети измеряет толщину подката и значение измеренной толщины через линию задержки 4, работа которой синхронизируется сигналами генератора тактовых импульсов 10, посылаемых через каждый.оборот ролика, принадлежащего датчику скорости подката 7, поступает на соответствукщие входы блока сравнения толщины подката с заданным значением 13 и блока вычисления толщины полосы на выходе клети 5 в тот момент, когда сечение подката, толщина которого измерена, входит в очаг деформации валков 2 клети стана. В тот же момент на другие входы блока вы :исления толщины полосы на выходе клети 5 поступают сигналы от датчиков скорости подката 7 и скорости проката 8 и по тактовому импульсу блок вычисления толщины полосы на выходе клети 5 вычисляет толщину проката по условию постоянства секундного объема. где v , V- - измеренные скорости подката и проката соответственно;H;.h - измеренная и вычисленная толщины подката и проката соответственно. Сигнал, пропорциональный толщине проката h, поступает на один из входов блока сравнения толщины проката с заданным значением 6. В тот же момент датчик усилия прокатки 9, датчик натяжения полосы на входе клети 19 и датчик натяжения полосы на выходе клети 21 измеряют соответственно усилие прокатки, натяжение подката и Натяжение проката и посылают пропорциональные измеренным значениям сигналы на выходы блока сравнения усилия прокатки с заданным значением 12, схемы сравнения натяжения подката с заданным значени ем 20 и схемы сравнения натяжения проката с заданным значением 22 соответственно. На вторые входы блока сравнения толщины подката с заданным значением 13, блока сравнения толщины проката с заданным значением 6, блока сравнения усилия прокатки с заданным значением 12, схемы сравнения натяжения подката с заданным значением 20 и схемы сравнения . натяжения проката с заданным значением 22 подают сигналы, пропорциональные заданным значениям толины подката, проката, усилия прокатки, натяжения подката, проката I соответственно. На выходах перечисленных блоков получают сигналы, пропорциональные соответственно приращениям толщины подката аН, проката дь, усилия прокатки дF, натяжения подката и натяжения проката л Т,.. На первой, в.торой и третий входы первого блока формирования коэффициента Передачи 17 подают соответст венно сигналы, пропорциональные приращению толщины подката йН, прир щению толщины проката л h,приращению усилия прокатки ДР, непос-. редственно, а на четвертый, пятый и шестой входы этого же блока подают сигналы, пропорциональные тем же параметрам { Н, fih, и Ff,, однако по ле первого блока задержки 16, содер жащего при линии задержки, аналогич ные линии задержки 4, в состав кото рых входят схемы Совпадений 28-30, а также регистры сдвига 31-33. Сигн лы, пропорциональные приращениям на жения подката &T, и проката Л Т поступают на седьмой и восьмой входы второго блока формирования коэфф циентов передачи 24, и эти же сигна лы, задержанные во втором блоке -за- держки 23, содержащем аналЬ1;ично ne вому блоку задержки 16 схемы совпадения 41,42 и регистры сдвига 43, И..44, поступают-соответственно на в .рой и 1.ервый входы второго блока 24 формирования коэффициентов передачи. Рассчитанный в первом блоке фор мирования коэффициента передачи 17 коэффициент перадачи , харак ,теризующий влияние отклонения толшины подката л Н на отклонение усн ЛИЯ прокатки йР„ и отклонение уси лия прокатки д Fn на отклонение тал {цины проката &h, подают на второй; вход мнбжительного блока 15, на первый вход кртррого подают отклонение толщины подката ДН с блока сравнения толщины подката с заданным значением 13. Во втором блоке формирования коэффициента передачи 24 рассчитывают коэффициенЭР атр Д/ЭТ-, 3F|ah af/dh влияние отклонений натяжения подката ДТдИ натяжения проката д Т| на отклонение усилия прокатки йГ, и отклонение усилия прокатки иа толщину полосы А h. Рассчитанн зе ЭИЭТ, ЗИЭТр коэффициенты передачи .. t /Q поступают на первые входы соответственно второго и множительных блоков 25 и 26 на вторые входы котосшх поступают отклонения натяжений проката Ь.Т со схемы сравнения натяжения проката с заданным значением 22 и отклонения натяжений подката дТд со схемы сравнения натяжения подката с заданньлм значением 20. В первом-множительном блоке 15 формируется сигнал---йН , oF/dn во втором множительном блоке 25 ар/эг, „ формируется сигнал - liV, а .в третьем множительном блоке 26 форми|9Р/9Т„руется сигнал о;Указанные сигналы поступают соответственно на второй, третий и четвертый входы вычигтающегр блоки 18, на первый вход ко- торого поступает сигнал отклонения толщины проката с.блока сравнения толщины проката с заданным значением 6. В вычитающем блоке 18 формирует ся сигнал, пропорциональный величиHeЭР/ЭЙ . ЭР/ЭЗ 8Р/ЭТ, ,„, . - . эиэи эр/ан ° эр7аь . I . который поступает на третий вход множительно-делительного блока 11. В то же время на первый вход мнбжительно-делительиого блока 11 подают сигнал, пропорциональный приращению толщины проката с выхода блока, сравнения толщины проката с заданным значением 6, при этом на вто рой вход поступает с выхода блока сравнения усилий прокатки с заданным значением Л2 сигнал, пропор- циональный приращению усилия прокатки UF), ё Множительно-делительный блок 11 осуществляет операцию ь,. ./Щаи 9Р/аТе ЭР/ЭТ,. . aF/3h « Эр/аь Т,-ьЬ и выдает на выход управляющий сигнал fiFy(6), который поступает на вход блока управления 14, воздействуквдего на гидросистему прокатной клети и регулирующего толишну полосы. Предложенное устройство регулирования толщины проката вырабатывает, управляющий сигнал, изменяющий усилие прокатки на величину д.1у , учитывая при этом как колебания толщины подката, возмущения клети и жест- . кость прокатываемого материала, так и колебания натяжений на входе и на выходе клети, что значительно повышает равномерность толщины проката. Экономический эффект от внедрения системы 430 тыс.руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования толщины проката | 1980 |
|
SU937072A1 |
| Устройство регулирования ширины горячекатанных полос на непрерывном стане | 1981 |
|
SU995945A1 |
| Устройство автоматического регулирования толщины проката | 1977 |
|
SU727250A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС | 2000 |
|
RU2189875C2 |
| Устройство для автоматического регу-лиРОВАНия ТОлщиНы пОлОСы HA СТАНЕХОлОдНОй пРОКАТКи-ВОлОчЕНия бЕзОХВАТА ВАлКОВ пОлОСОй | 1979 |
|
SU801922A1 |
| Устройство адаптивного управления температурной полосы при прокатке | 1986 |
|
SU1344442A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане горячей прокатки | 1981 |
|
SU986532A1 |
| Устройство компенсации влияния эксцентриситета прокатных валков | 1980 |
|
SU908455A1 |
| Устройство стабилизации ширины полосы на станах горячей прокатки | 1974 |
|
SU534265A1 |
| Способ для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки и устройство для его осуществления | 1990 |
|
SU1734905A1 |
УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТА ИО авт.св. 937072, о т л и ч а юut е ее я тем, что, с целью повИвяе--; ПИЯ качества прокатываемой полосу дополнительно введен второй блок; , формирования коэффициентов перед и второй блок задержки, второй и тре тий множительные блоки, датчик Haiтяжения полосы на входе клети, сзсё-г ма сравнения натяжения подката с за-, данным значением, и схема сравнения Натяжения проката с заданным эначе-. нием, причем датч1}к натяжения поло- сы на входе клети соединен со схемой сравнения натяжения подката с заданным значением, датчик натяжё ния полосы на выходе клети соеди , нен со схемой сравнения натяжеяйя проката с заданным значением, второй блокзадержки соединен первым входом с выходом генератора тактоках импульсов, вторым входом - с выходсж схемы сравнения натяжений .,подката с заданным значением, тре- - тьим входом - с выходом схемы оравнения натяжения проката с заданным значением, первый и второй выходы второго блока задержки соединены соответственно с первЕол и вторым входами второго блока формирования коэффициентов передачи, котор|:1й соединен третьим входом с выходом бЛока сравнения усилия прокатки с заданйьм значением, а четвертым и пять входами - соответственно со . вторым и третьим выходами первого блока формирования коэффициента передачи, шестым входом - с третьим выходом первого блока задержки, с ь№да4 и восьмым входами . соответ-д ctBeHHO. с выходом сравнения (Л на тйжения псдаката с заданным значением и с выходом схемы сравнения натяжения проката с заданным зиачеНйем, первый и второй выхода второго блока формирования коэффици-2 ентов передачи соединены с первыми вхояаъщ соответственно второго и . третьего множительных блоков, Bfoрой вход второго множительного блока соединен с выходом схемы сравнения натяжения проката е заданным значением а второй вход третьего 1« ожительного блока - с выходом схемы сравнения натяжения подката с заданным значением, выходы второго и третьего множительных блоков подсоединены соответственно к третьему и четвертому входам вычитающего блока.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР ,937072, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
