(54) УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТА
та изменения жесткости прокатываемого маpHOa, что снижает равнШерШсте толщиьптрокатакногометалла при изменении его пластических Свойств.
Цель изобретения - повышение точностирегулированиятолщины врбйтга----:- Это достигается тем, что предлагаемое устройство содержит датчик толщины подката, линию задержки, блок вычисления толщины проката, блоксразнения толщины проката с ее заданным значением, блок управления, датчики скорости подката и скорости проката, датчик усилия прокатки, блок сравнения усилия прокатки с его заданным значением, блок сравнения толщины подката С его заданным значением, генератор тактовых импульсов. Выход датчика толщины подката соединен со входом линии задержки, управляющий вход которой соедйнен с выходом генератора тактовых импуЖСОв, вход которого соединен с выходом датчика скорости подката, а вЫход - с первым входом блока вычисления толщины проката, второй вход которого соединен с вы-ходом датчика скорости подката, третий
-вход его соединен с выходом датчика скорости готового проката, а четвертый вход - с выходом линии задержки, выход блока вычисления толщины проката соединен со входом блока сравнения толщинй проката с ее заданным значением, выход линии задержки соединен со входом блока сравнения толщины подката с ее заданным значением, выход датчика усилия прокатки соединен со .входом блока сравнения усилия прокатки с его заданным значением, блок сравнения приращений толщины подката и проката и множитеЛьно-делительный блок, первый вход кбтОрОГо соёдииёй с вУхОдом блока сравнения толщины проката с ее заданным значением, второй вход его соединен с выходом блока сравнения усТйлия прокатки с его заданным значением, а третий вход - с выходом блока сравнения приращений толщины подката и проката, первый вход которого соединен с выходом блока Сравнения толщины подката с ее заданным значением, а второй вход - с выходом блока сравнения толщинь проката с ее заданным значением, выход множителько-делительного блока соединен со входом блока управления.
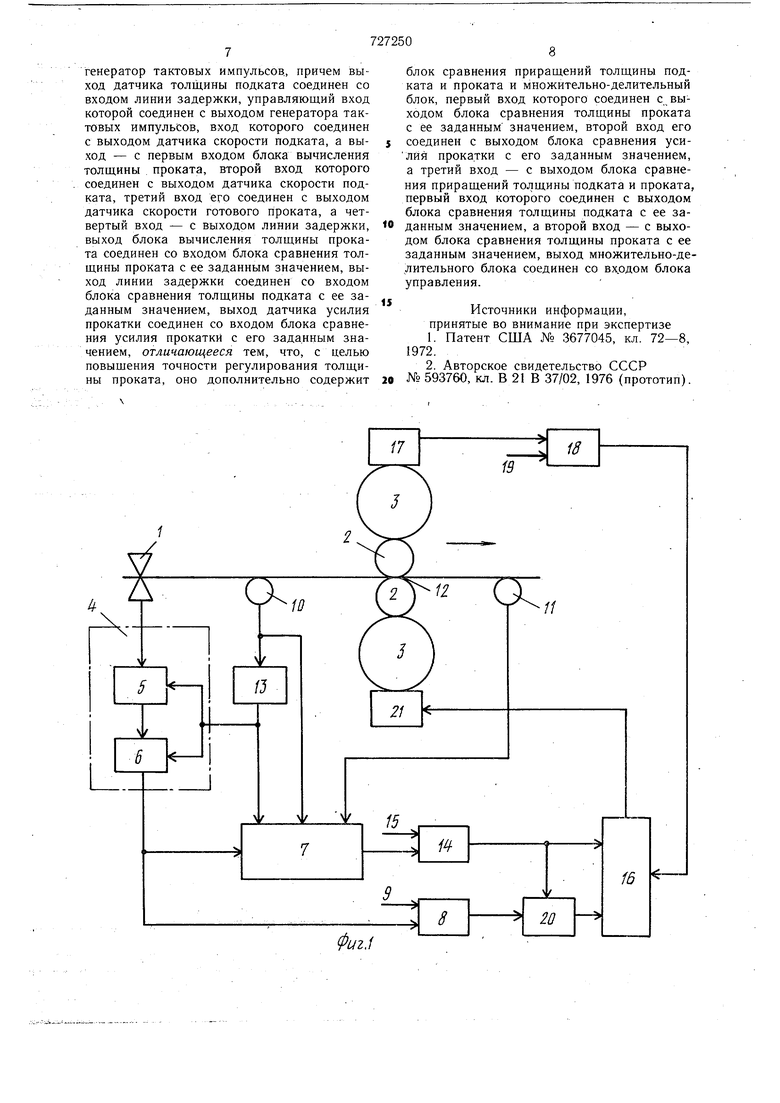
На фиг. 1 представлена блок-схема предлагаемого устройства автоматического регулирования толщины проката; на фиг. 2 - график, поясняющий работу устройства.
Устройство содержит датчик 1 толщины подката, установленный перед входом в прокатную клеть, имеющую рабочие и опорные валки 2 и 3. Датчик 1 толщины подката через линию 4 задержки, содержащую последовательно соединенные схему 5 совпадения и сдвиговый регистр 6, подключен к входу блока 7вычисления тОЛЩйнй проката и блоку 8 сравнения толщины подката с ее заданием, второй вход 9 которого соединен с выходом источника сигнала, прогторционаЛьного заданному значению толщины подката. На входе и прокатную клеть установлен датчик 10 скорости подката, а
на ее выходе - датчик 11 скорости проката. Оба датчика 10, 11 соединены с соответствующими входами блока 7 вычисления толщины проката и механически сочленены с роликами одинакового диаметра, соприкасающимися с прокатываемым металлом и вращающимися без проскальзывания при его перемещении, причем длина окружности каждого ролика кратна расстоянию L от датчика 1 толщины подката до очага 12 деформации так, что соблюдается соотнощение h j- , где h - число ячеек памяти сдвигового регистра 6.
Выход датчика 10 скорости подката соединен с входом генератора 13 тактовых импульсов, частота которого соответствует скорости оборотов ролика, принадлежащего
датчику 10 скорости подката. Выход генрратора 13 тактовых импульсов соединен с соответствующими входами схемы 5 совпадения сдвигового регистра б и блока 7 вычисления толщины проката. -Выход блока 7 вычисления толщины проката подключен к одному из входов блока 14 сравнения толщины проката с ее заданным значением, второй вход 15 которого подключен к источнику сигнала, пропорционального заданному значению толщины проката, а выход
0 ко входу «Множимое множительно-делительного блока 16. Между подущкой опорного валка 3 и станиной клети установлен датчик 17 усилия прокатки, соединенный с одним из входов блока 18 сравне.ния усилия прокатки с его заданным значением, второй
выход 19 которого подключен к источнику сигнала, -пропорционального установленному усилию прокатки, а выход - ко входу «Множитель множительно-делительного блока 16. Выходы блоков 8 и 14 сравнеР ния соединены с соответствующими входами блока 20 сравнения приращений, толщины подката и проката, выход которого подключен ко входу «Делитель множительноделительного блока 16, соединенного со входом блока 21 управления, представляющего
5 собой электронно-гидравлический преобразователь.
Работает предлагаемое устройство следующим образом.
Датчик I измеряет толщину подката, и значение измеренной толщины через схему 5 совпадения поступает в первую ячейку памяти сдвигового регистра б, срабатывающего, как и схема 5 совпадения, по сигналам генератора 13 тактовых импульсов, посылаемых через каждйй оборот рслика, принадлежащего датчику10 скорости подката. Количество ячеек памяти сдвигового регистра б выбрано из условия, что измеренное значение толщины подката поступает
с выхода сдвигового регистра 6 на соответствующие входы блока 8 сравнения и блока 7 вычисления толщины проката в тот момент, когда сечение подката, толщина которого была измерена, входит в очаг 12 деформации. В тот же момент на другие входы блока 7 вычисления толщины проката поступают сигналы от датчиков 10 и 11 скорости подката и проката и по тактовому импульсу блок 7 вычисляет толщину проката из условия постоянства секундного объема: Ь Я-, где Н, V, 1/2.- изме|эенные толщина подката, скорость подката и скорость проката соответственно; h - вычисляемая толщина проката.
Сигнал, пропорциональный толщине проката h, поступает на один из входов блока 14 сравнения. В тот же момент датчик 17 измеряет усилие прокатки и посылает пропорциональный усилию прокатки сигнал на один из входов блока 18 сравнения. На вторые входы 9, 15 и 19.блоков 8, 14 и 18 сравнения подают сигналы, пропорциональные соответственно заданному значению толщины подката и усилия прокатки. На их выходах получают сигналы, пропорциональные соответственно приращению толщины подката ДЯ, приращению толщинБ проката ДЬ и приращению усилия прокатки ДР.
Сигналы, пропорциональные приращению толщины подката АЯ и приращению толщины проката ДН, подают на соответствующие входы блока 20 сравнения, на выходе которого получают разницу (АЯ- - Ah).
С выхода блока 14 сравнения сигнал, пропорциональный приращению толщины проката Ah, подают на вход «Множимое множительно-делительного блока 16, в то время как на его вход «Множитель поступает с выхода блока 18 сравнения сигнал, пропорциональный приращению усилия прокатки AF, а. на вход «Делитель с выхода блока 20 сравнения - сигнал, пропорциональный разнице приращений толщины подката и проката (АЯ-Ah). Множительноделительный блок 16 осуществляет операцию ) и выдает на выходе управляющий сигнал Fynp, который поступает на вход блока 21 управления, воздействующего на гидросистему прокатной клети и регулирующего режим прокатки.
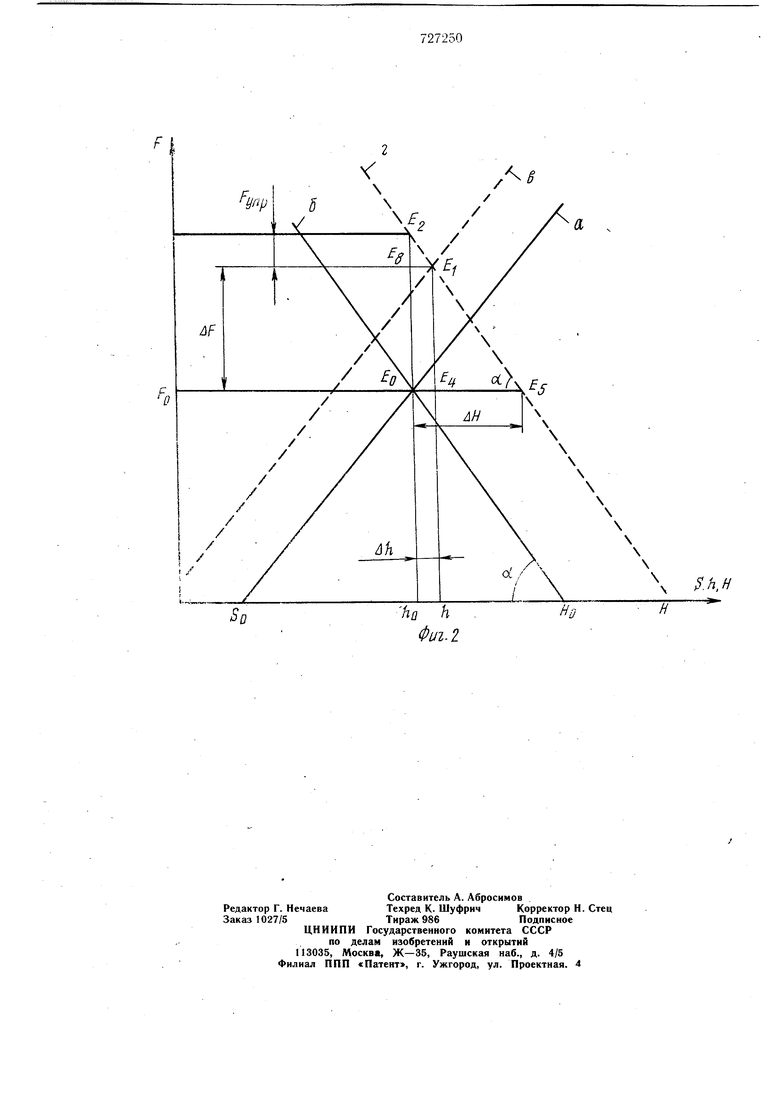
График, изображенный на фиг. 2, поясняет работу предлагаемого устройства. По оси абсцисс отложены значения толщйИЫ прокатываемого материала и раствора валков прокатной клети, по оси ординат - усилие прокатки.
Линия а - линия упругой деформации клети, угол ее наклона к оси абсцисс характеризует упругость клети, а точка пересечения с осью обозначает исходное значение раствора валков S.
Линия б - линия пластической деформации прокатываемого материала, угол ее
наклона к оси абсцисс ос характеризует жесткость прокатываемого материала и , где q - коэффициент пластической деформации материала, точка пересечения линии б с осью абсцисс обозначает заданное значение толщины подката Яо. При малых приращениях толщины материала, имеющих место при прокатке, описываемые зависимости линейны.
Точка Ей характеризует режим прокатки при заданной толщине подката Яо и заданном исходном растворе валков 89. Проекция точки EQ на ось абсцисс обозначает заданную толщину проката /го, а на ось ординат - заданное усилие прокатки FO.
Точка Е{ характеризует режим прокатки при-наличии изменяющего исходный раствор валков возмущения клети, определяемого новой линией упругой деформации клети в, и при наличии прираЩёйия толщкнь подката АЯ, определяемого новой линией пластической деформации материала 2. Проекция точки Е на ось ординат - измеренное значение усилия прокатки F; Ah - приращение толщины проката; AF - приращение усилия прокатки.
Для получения на выходе клети заданной толщины проката режим прокатки необходимо изменить таким образом, чтобы он характеризовался точкой г,т. е. изменить (в данном случае увеличить) усилие прокатки на величину Fynp . Из треугольника
ь Ег, 3-Fi,r Ahtgu...(l)
Из треугольника
, (2) Сопоставим выражение (1) и (2), получаем (3).
В выражение (3) входит жесткость прокатываемого материала через tg а, который равен коэффициенту пластической деформации материала.
Предлагаемое устройство автоматического регулирования толщины проката вырабатывает управляющий сигнал, изменяющий усилие прокатки на величину Рупр, учитывая при этом колебания толщины подката, возмущения клети и изменение жесткости прокатываемого материала, что повыщает точность регулирования толщины проката.
Формула изобретения
Устройство автоматического регулирования толщины проката, содержащее датчик толщины подката, линию задержки, блок вычисления толщины проката, блок сравнения толщины проката с ее заданным значением, блок управления, датчики скоро и
подката и скорости проката, датчик усили. прокатки, блок сравнения усилия прокатки с его заданным значением, блок сравнения толщины подката сего заданнымзначением.
генератор тактовых импульсов, причем выход датчика толщины подката соединен со входом линии задержки, управляющий вход которой соединен с выходом генератора тактовых импульсов, вход которого соединен с выходом датчика скорости подката, а выход - с первым входом блока вычисления толщины проката, второй вход которого соединен с выходом датчика скорости подката, третий вход его соединен с выходом датчика скорости готового проката, а четвертый вход - с выходом линии задержки, выход блока вычисления толщины проката соединен со входом блока сравнения толщины проката с ее заданным значением, выход линии задержки соединен со входом блока сравнения толщины подката с ее заданным значением, выход датчика усилия прокатки соединен со входом блока сравнения усилия прокатки с его заданным значением, отличающееся тем, что, с целью повыщения точности регулирования толщины проката, оно дополнительно содержит
блок сравнения приращений толщины подката и проката и множительно-делительный блок, первый вход которого соединен с выходом блока сравнения толщины проката с ее заданным значением, второй вход его
соединен с выходом блока сравнения усилйя прокатки с его заданным значением, а третий вход - с выходом блока сравнения приращений толщины подката и проката, первый вход которого соединен с выходом блока сравнения толщины подката с ее заданным значением, а второй вход - с выходом блока сравнения толщины проката с ее заданным значением, выход множительно-делительного блока соединен со вх.одом блока управления.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3677045, кл. 72-8, 1972.
2.Авторское свидетельство СССР
№ 593760, кл. В 21 В 37/02, 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования толщины проката | 1980 |
|
SU937072A1 |
| Устройство автоматического регулирования толщины проката | 1982 |
|
SU1052300A2 |
| Устройство компенсации влияния эксцентриситета прокатных валков | 1980 |
|
SU908455A1 |
| Устройство для автоматического регу-лиРОВАНия ТОлщиНы пОлОСы HA СТАНЕХОлОдНОй пРОКАТКи-ВОлОчЕНия бЕзОХВАТА ВАлКОВ пОлОСОй | 1979 |
|
SU801922A1 |
| Способ автоматического регулирования толщины проката и устройство для его осуществления | 1980 |
|
SU982835A1 |
| Устройство для настройки скоростей приводов клетей непрерывного прокатного стана | 1978 |
|
SU772631A1 |
| Устройство компенсации влияния эксцентриситета прокатных валков | 1977 |
|
SU737041A1 |
| Способ регулирования толщины полосы при непрерывной горячей прокатке и устройство для его осуществления | 1979 |
|
SU780917A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане горячей прокатки | 1981 |
|
SU986532A1 |
| Способ автоматического регулирования толщины проката | 1976 |
|
SU593760A1 |
Г СХ а
.h,H .
