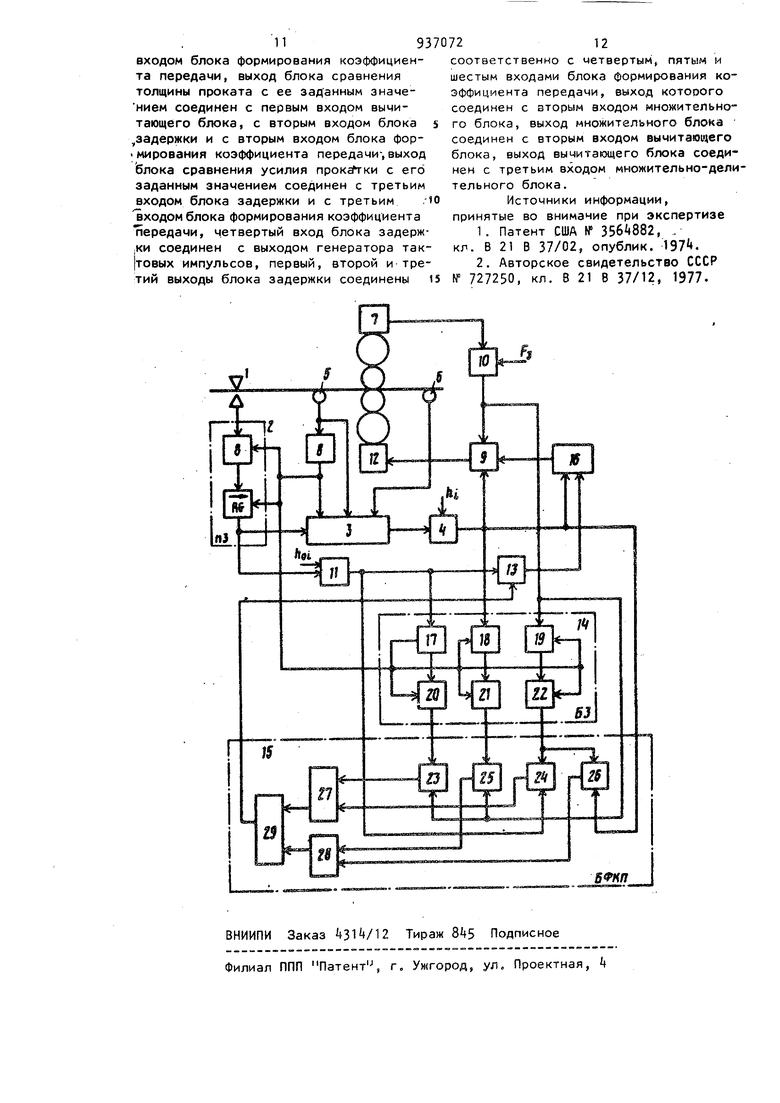
Изобретение относится к автоматит зации прокатных станов, а именно к системам регулирования продольной толщины листового и полосового проката, и может быть использовано в автоматических системах управления работой станов холодной и горячей прокатки. Известно устройство аетоматичес кого регулирования толщины проката, позволяющее повысить точность регулирования толщины проката путем устранения транспортного запаздывания управляющего сигнала, содержащее пос ледовательно соединенные датчик толщины подката, линию задержки, блок вы числения толщины проката и блок срав нения толщины проката с ее заданным значением, блок управления, соединен ный своим входом с выходом, упомянуто блока сравнения, датчики скорости подката и скорости проката, соединен ные с соответствующими выходами блок вычисления толщины проката, датчик усилия прокатки и генератор тактовых импульсов, подключенный своим входом к датчику скорости подката, а выходомк соответствующим входам линии задержки и блока вычисления толщины проката. При работе такого устройства толщину проката определяют в момент его выхода из очага деформации (по методу постоянства секундного объема), вследствие чего управляющий сигнал, вырабатываемый по приращению толщины проката, корректирует режим прокатки без транспортного запаздывания, что повышает равномерность толщины проката 1J. Однако это устройство, вырабатывая управляющий сигнал только по приращению толщины проката, не учитывает изменений жесткости подката, происходящих, например, в реверсивных станах от прохода к проходу или при изменении сортамента-металла,что приводит к ра НОТОЛ1ДИННОСТИ проката. Наиболее близким к предлагаемому По технической сущности и достигае мому результату является устройство содержащее последовательно соединен ные датчик толщины подката, линию з держки, блок вычисления толщины про ката и блок сравнения толщины проката с ее заданным значением, а так же содержащее блок управления, датч ки скорости подката и скорости прок та, датчик усилия прокатки и генера тор тактовых импульсов, множительно делительный блок, блок сравнения усилия прокатки с его заданным знач йием и блок сравнения толщины подка та с ее заданным значением, причем выходы датчиков скорости подката и скорости проката соединены с соответствующими входами блока вычисления толщины проката, вход генератора тактовых импульсов соединен с выходом датчика скорости подката, а выходом - с соответствующими входами линии задержки и блока вычисления толщины проката, первый вход мйожительно-делительного блока соединен с выходом блока сравнения тол щины проката с ее заданным значением, вход блока сравнения усилия про катки с его заданным значением соединен с выходом датчика усилия прокатки, а выход - со вторым входом множительно-делительного блока,вход блока сравнения толщины подката с ее заданным значением соединен с выходом линии задержки, .выход множительно-делительного блока соединен с входом блока управления 2. Недостатком известного устройств является то, что регулирование толщины полосы осуществляется в соответствии с выражением ЛР, А::АРи дН -дЪ где управляющее изменение уси лия прокатки, т; приращение усилия прокатки, т; дН - приращение толщины подката, мм; uh - приращение толщины проката, мм, которое упрощенно отражае связь ме ду управляющим воздействием ЛР, а также возмущающим воздействием йН и отклонением регулируемого парамет pa Ah, вследствие чего возникает погрешность в регулировании толщины полосы . Цель изобретения - улучшение качества прокатываемой полосы за счет повышения точности формирования управляющего воздействия. Указанная цель достигается тем, что устройство, содержащее последовательно соединенные датчик толщины подката, линию задержки, блок вычисления толщины проката и блок сравнения толщины проката с ее заданным значением, а также содержащее блок управления, датчики скорости подката и скорости проката, датчик усилия прокатки и генератор тактовых импульсов, множительно-делительный блок, блок сравнения усилия прокатки с его заданным значением и блок сравнения толщины подката с её заданным значением, причем выходы датчиков скорости подката и скорости проката соединены с соответствующими входами лока вычисления толщины проката, вход генератора тактовых импульсов соединен. с выходом датчика скорости подката,а выходом - с соответствующими входами линии задержки и блока вычисления толщины проката, первый вход множительноделительного блока соединен с выходом блока сравнения толщины проката с ее заданным значением, вход блока сравнения усилия прокатки с его заданным значением соединен с выходом датчика усилия прокатки, а выход - со вторым входом множительно-делительного блока, вход блока сравнения толщины подката с ее заданным значением соединен с выходом линии задержки, выход множительно-делительного блока соединен с входом блока управления, дополнительно содержит блок задержки, блок формирования коэффициента передачи, множительный блок, вычитающий блок, причем выход блока сравнения толщины подката с ее заданным значением соединен с первым входом множительного блока, с первым входом блока задержки, с первым входом блока формирования коэффициента передачи, выход блока сравнения толщины проката с ее заданным значением соединен с первым входом вычитающего блока, с вторым входом блока задержки и с вторым входом блока формирования коэффициента передачи, выход блока сравнения усилия прокатки с его заданным значением соединен с третьим входом блока задержки и с третьим входом блока формирования коэффицие передачи, четвертый вход блока задер ки соединен с выходом генератора так товых импульсов, первый, второй и тр тий выходы блока задержки соединены соответственно с четвертым, пятым и шестым входами блока формирования коэ фициента передачи, выход которого со динен с вторым входом множительного блока, выход множительного блока сое динен с вторым входом вычитающего бл ка, который своим выходом соединен с третьим входом множительно-делителЬн го блока, За счет установленных дополнитель но блока формирования коэффициента передачи, блока задержки, множительного, вычитающего блоков и их связей повышается точность формирования управляющего воздействия в процессе регулирования толщины прокатываемой полосы, улучшается ее качество. Давление металла на валки F есть сложная функция входной Н и выходной толщины полосы и в приращениях записывается следующим образом У |н -1, (2) где AFv, - приращение усилия прокатки, т; приращение толщины подката, мм; приращение толщины полосы на выходе клети, мм; передаточный коэффициент клети, характеризующий влияние приращения толщины подката на изменение усилия прокатки, т/мм; передаточный коэффициент клети, характеризующий влияние приращения усилия прокатки на.изменение тол щины полосы на выходе кле ти, т/мм; р (2) относительно 5ТГ полу Решая чаем F ( - ЛЬ), ЭН РИ Управляющее воздействие UF, опре деляется соотношением AF, ДЬ.. If , (4) которое с учетом (2) записывается Cih U F WI- bh Таким образом, полученное ЛРу в равнении (5) более точно отражает акон регулирования толщины по сравению с принятым в известном устройтве. На чертеже дана схема предлагаеого устройства. Устройство автоматического регулирования толщины проката содержит последовательно соединенные датчик 1 толщины подката, линию 2 задержки, блок 3 вычисления толщины проката и блок 4 сравнения толщины проката с ее заданным значением, датчики 5 и 6 скорости подката и скорости проката, соединенные с соответствующими входами блока 3 вычисления толщины проката, датчик 7 усилия прокатки и генератор 8 тактовых импульсов, подключенный своим входом к датчику 5 скорости подката, а выходом - к соответствующим входам линии 2 задержки и блока 3 вычисления толщины проката, множительно-делительный блок 9, первый вход которого соединен с выходом блока k сравнения толщины проката с ее заданным значением, вход блока 10 сравнения усилия прокатки с его Заданным значением подключен к выходу датчика 7 усилия прокатки, а выход - к второму входу множительно-делительного блока 9,вход блока 11 сравнения толщины подката с ее заданным значением подключен к выходу линии 2 задержки, выход множительно-делительного блока 9 подключен к входу блока 12 управления . Выход блока 11 сравнения тодг щины подката с ее заданным значением связан с первым входом множительного блока 13 с первым входом блока 14 задержки и с первым входом блока 15 формирования коэффициента передачи, выход блока сравнения толщины проката с ее заданным значением связан с первым входом вычитающего блока 16, с вторым входом блока 1А задержки и с вторым входом блока 13 формирования коэффициента передачи, выход блока 10 сравнения усилия прокатки с его заданным значением связан с третьим входом блока I задержки и с третьим входом блока 15 формирования коэффициента передачи, четвертый вход блока I задержки связан с выходом генератора 8 тактовых импульсов, первый, второй и третий выходы блока 1 задержки соединены .соответственно с четвертым, пятым и шестым входами блока 15 формирования коэффициента передачи, выход которого подключен к второму входу множительного блока 13, выход.множительного блока 13 соединен с вторым входом .вычитающего блока 16, который СБОИН выходом связан с третьим входом множитёльно-делительного блока 9Блок 1 задержки состоит из схем 17-19 совпадения и регистров 20-22 сдвига, причем первый, второй и тре тий входы блока И задержки являютс первыми входами схем 17 и 19 совпадения соответственно, выходы которы соединены с первыми входами регистров 20-22 сдвига соответственно, вы ходы регистров 20, 21 и 22 сдвига являются первым, вторым и третьим выходами блока 1 задержки, кроме того, вторые входы схем 17-19 совпа дения и регистров 20 и 22 сдвига объединены в четвертый вход блока задержки. Блок 15 формирования коэффициент передачи состоит из множительных устройств 23-26, устройств 27 и 28 сравнения и делительного устройства 29, причем первый и второй бл ка 15 формирования коэффициента передачи являются первыми входами мно -жительных устройств и 26 соответ ственно, вторые входы множительных устройств 23 и 25 объединены в третий вход блока 15 формирования коэф фициента передачи, четвертый и пяты входы блока 15 формирования коэффициента передачи являются первыми входами множительных устройств 23 и 25 соответственно, вторые входы множительных устройств 2 и 2б объединены в шестой вход Яблока 15 формирования коэффициента передачи, выходы множительных устройств 23 и 2k являются соответственно первым и вторым входом устройства 27 сравнения, а выходы множительных устройств 25 и 26 являются соответственно вторым и первым входами устройств 27 и 28 сравнения, рыходы устройств 27 и 28 сравнения являются соответственно первым и вторым входами делительного устройства 29, выход которого является выходом блока 15 формирования коэффициента передачи. Устройство автоматического регулирования толщины работает следующим образом. Датчик 1 измеряет толщину подката, и значение измеренной толщины через схему совпадения, входящую в состав линии 2 задержки, поступает в первую ячейку памяти регистра сдвига, входящего в состав той же линии 2 задержки. Схема совпадения и регистр сдвига линии 2 задержки срабатывают по сигналу генератора 8 тактовых импульсов, посылаемых через каждый оборот ролика, принадлежащего датчику 5 скорости подката. Количество ячеек памяти регистра сдвига линии 2 задержки выбрано из условия, что измеренное значение толщины подката поступает с выхода линии 2 задержки, на соответствующие входы блока 11 сравнения толщины подката с ее заданным значением и блока 3 вычисления толщины проката в тот момент, когда сечение подката, толщина которого была измерена, входит в очаг деформации клети стана. В этот же момент на другие входы блока 3 вычисления толщины проката поступают сигналы от датчиков 5 и 6 скорости подката и проката и по тактовому импульсу блок 3 вычисляет толщину проката из условия постоянства секундного объемаь-н-, где Н, V., V - измеренные соответственно толщина подката, скорость подката и скорость проката;h - вычисляемая толщина проката. Сигнал, пропорциональный толщине проката h, поступает на один из входов блока k сравнения. В тот же момент датчик 7 измеряет усилие прокатки и посылает пропорциональный усилию прокатки сигнал на один из входов блока 10 сравнения. На вторые входы блоков 11, 4 и 10 сравнения подают сигналы, пропорциональные соответственно заданному значению толщины подката, заданному значению толщины проката и заданному значению усилия Нрокатки, и на их выходах получают сигналы, пропорциональные соответственно приращению толщины подката Н,приращению толщины проката и приращению усилия прокатки д Гц , На первый, второй и третий входы блока формирования коэффициента передачи подают соответственно сигналы Пропорциональные приращению толщины подката ДН, приращению толщины проката ДЬ и приращению усилия прокатк ЬРу непосредственно, а на четвертый, пятый и шестой входы блока формирова ния коэффициента передачи подают сиг налы, пропорциональные тем же параме рам ЛН, Д и AFj через блок И задержки, содержащий три аналогичных линии 2 задержки, а состав которых входят схемы 17-19 совпадения, а так же регистры 20-22 сдвига. Рассчитанный в блоке 15 формирова xjp ,,-j.j ния коэффициент передачг „ , ха а г/ с ii рактеризующий влияние отклонения тол щины подката ДН на отклонение усилия прокатки ЛР) и отклонение усили прокатки uFj на отклонение толщины полосы kh, подают на один из входов множительногоблока 13,на второй вход которого подают отклонение толщины подката ЛН. С выхода множительного блока 13 сигнал, пропорциональный пр ЭР./ЭН и изведению ТТЖ подают на первый вход вычитающего блока 1б, на второй вход которого подают сигнал, пропорциональный отклонению толщины проката ivh. С выхода вычитающего блока 16 на вход Делитель множительно-дели тельного блока 9 подают сигнал tjMWAH - JSs,ri,B то время как на вход Множимое множительно-делительного блока 9 подают сигнал, пропорциональ ный приращению толщины проката ЛЬ с выхода блока t сравнения. При этом на вход Множитель поступает с выхода блока 10 сравнения сигнал, пропорциональный приращению усилия прокатки. uF, Множительно-делительный блок 9 осуществляет операцию Mv Р,. ( -Р/ - ЛЬ) и выдает на выходе управляющий сигнал u-F, который поступает на вход блока 12 управления, воздействующего на гидросистему прокатной клети,и регулирующего режим прокатки. Предлагаемое устройство автоматического регулирования толщины проката вырабатывает управляющий сигнал изменяющий усилие прокатки на величину дП , учитываяпри этом как колебания толщины подката и возмущения клети, так и жесткость прокатываемого материала, что значительно повышает равномерность толщины проката. Ожидаемый экономический эффект от использования устройства / 130 тыс. руб. в год. Формула изобретения Устройство автоматического регулирования толщины проката, содержа«чее последовательно соединенные датчик толщины подката, линию задержки, блок вычисления толщины проката и вычисления толщины проката блок сравнения .толщины проката с ее заданным значением, а также содержащее блок управления, датчики скорости подката и скорости проката, датчик усилия прокатки и генератор тактовых импульсов, множительно-делительный блок, блок сравнения усилия прокатки с его заданным значением и блок сравнения толщины подката с ее заданным (з начением, причем выходы датчиков скорости подката и скорости проката соединены с соответствующими входами блока вычисления толщины проката, вход генератора тактовых импульсов соединен с выходом датчика скорости подката, а выход генератора тактовых импульсов соединен с соответствующими входами линии задержки и входом блока вычисления толщины проката-, первый вход множительно делительного блока соединен с выходом блока сравнения толщины проката с ее заданным значением, вход блока сравнения усилия прокатки с его заданным значением соединен с выходом датчика УСИЛИЯ (Прокатки, а выход - со вторым входом множительно-делительного блока, вход блока сравнения толщины подката с ее заданным значением соединен с выходом линии задержки, выход множительно-делительного блока соединен с входом блока управления, отличающееся тем, что, с целью улучшения качества прокатываемой полосы, оно дополнительно содержит блок задержки, блок формирования коэффициента передачи, множительный блок, вычитающий блок, причем выход блока сравнения толщины подката с ее заданным значением соединен с первым входом множительного блока, с первым входом блока задержки и с первым входом блока формирования коэффициента передачи, выход блока сравнения толщины проката с ее заданным значением соединен с первым входом вычитающего блока, с вторым входом блока задержки и с вторым входом блока формирования коэффициента передачи-, выход блока сравнения усилия прокаГтки с его заданным значением соединен с третьим Jэxoдoм блока задержки и с третьим .уходом блока формирования коэффициента Т1ередачи, четвертый вход блока задерж;Ки соединен с выходом генератора тактовых импульсов, первый, второй и третий выходы блока задержки соединены 93 72 соответственно с четвертым, пятым и шестым входами блока формирования коэффициента передачи, выход которого соединен с вторым входом множительного блока, выход множительного блока соединен с вторым входом вычитающего блока, выход вычитающего блока соединен с третьим входом множительио-делительного блока. Источники информации, принятые во внимание при экспертизе 1 . Патент США № , . кл. В 21 В 37/02, опублик. 197. 2. Авторское свидетельство СССР № 727250, кл. В 21 В 37/12, 1977.



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования толщины проката | 1982 |
|
SU1052300A2 |
| Устройство автоматического регулирования толщины проката | 1977 |
|
SU727250A1 |
| Устройство компенсации влияния эксцентриситета прокатных валков | 1980 |
|
SU908455A1 |
| Способ автоматического регулирования толщины проката и устройство для его осуществления | 1980 |
|
SU982835A1 |
| Устройство для автоматического регу-лиРОВАНия ТОлщиНы пОлОСы HA СТАНЕХОлОдНОй пРОКАТКи-ВОлОчЕНия бЕзОХВАТА ВАлКОВ пОлОСОй | 1979 |
|
SU801922A1 |
| Устройство для настройки скоростей приводов клетей непрерывного прокатного стана | 1978 |
|
SU772631A1 |
| Устройство стабилизации ширины полосы на станах горячей прокатки | 1974 |
|
SU534265A1 |
| Устройство автоматического регулиро-ВАНия ТОлщиНы пОлОСы HA CTAHAX пРОКАТ-Ки-ВОлОчЕНия | 1979 |
|
SU812369A1 |
| Устройство для стабилизации процесса прокатки-волочения с охватом валков полосой | 1989 |
|
SU1713703A1 |
| Устройство адаптивного управления температурной полосы при прокатке | 1986 |
|
SU1344442A1 |
