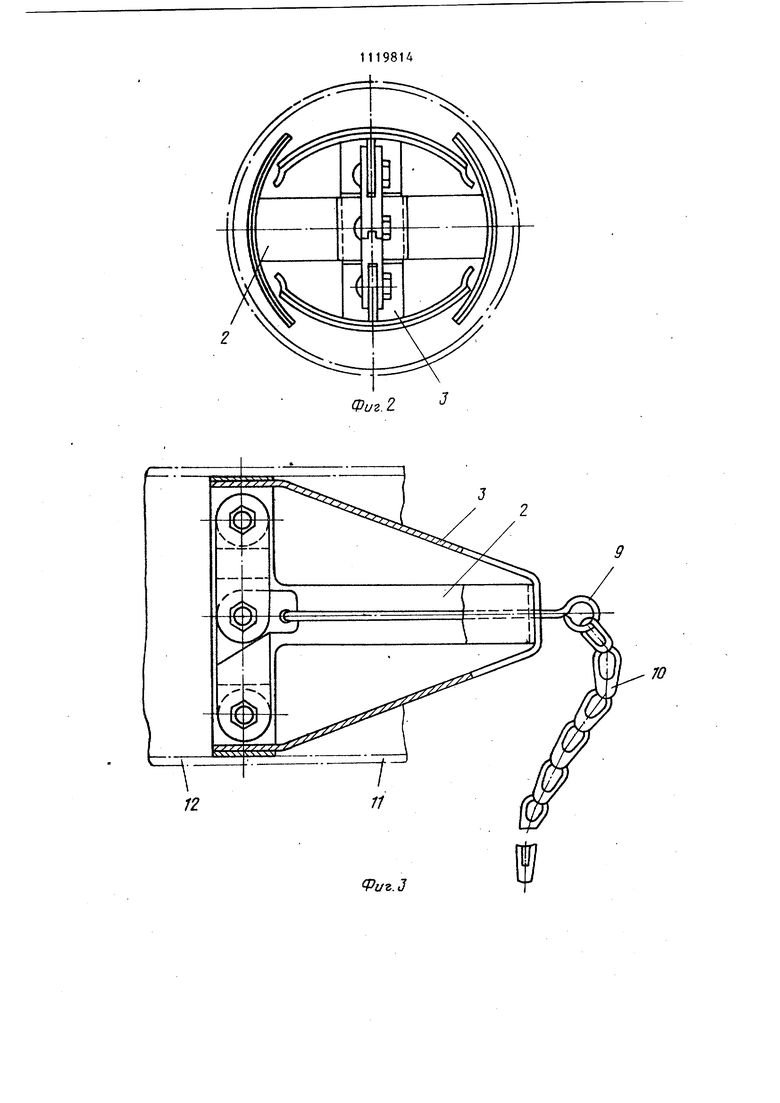
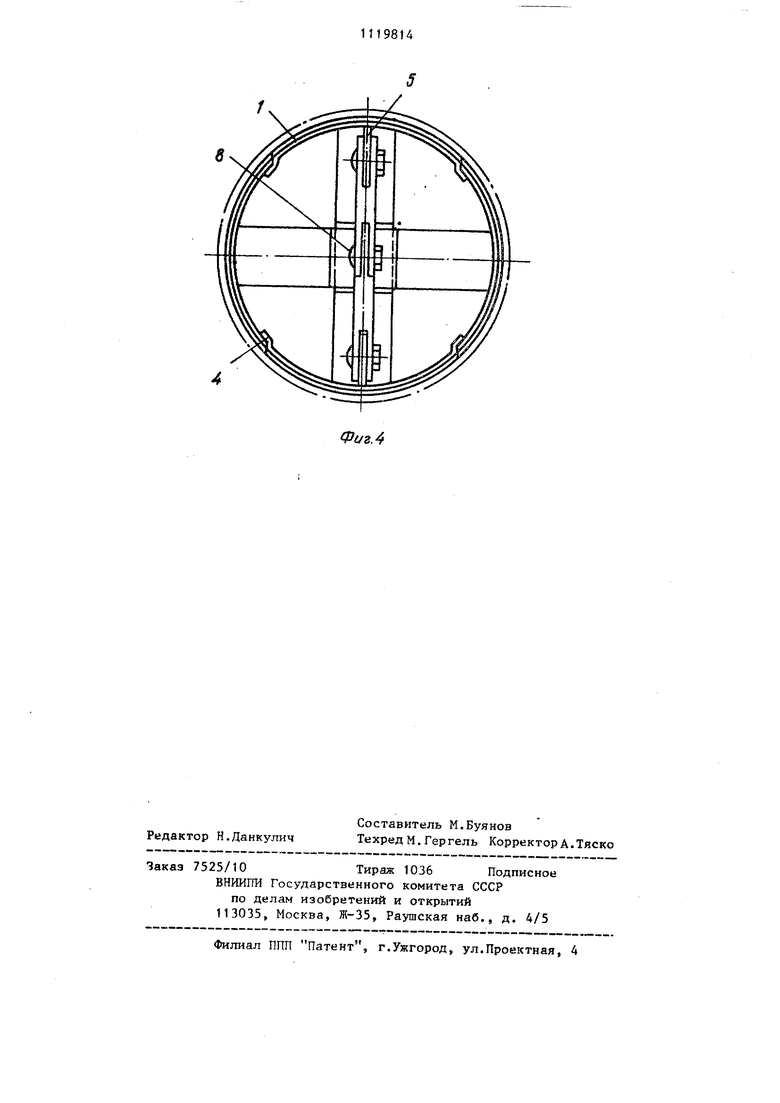
111 Изобретение относится к вспомогательным устройствам для сварки кольцевых швов, в частности к внутренним центраторам для сборки и сварки. Известен внутренний центратор для сборки труб под сварку, содержащий корпус, упорные разжимные элементы, кинематические, связанные с корпусом через систему рычагов, и подкладное кольцо, концы рычагов шарнирно укреп лены на подпружиненных втулках, одна из которых жестко креплена на корпус а другая установлена на нем с возмож ностью продольного перемещения и снабжена чекой, в рабочем положении упирающейся в выполненный на корпусе выступ и взаимодействующей с курком, спускаемым посредством натяжного тро сика lj . Наиболее близким к изобретению по своей технической сущности и достигаемому положительному эффекту является внутренний центратор для свар ки кольцевых швов, содержащий четыре разжимных сектора, привод разжима и поворотные рычаги, шарнирно соединенные с приводом разжима 2j. Недостатком известного устройства является наличие у каждого разжимного сектора независимого поворотного рычага, что услоясняет устройство и снижает его надежность. Кроме того, при работе устройства необходима фиксация свариваемых деталей от осевого смешения под действием разжимных секторов. Целью изобретения является упро|щение конструкции устройства. Цель достигается тем, что внутрен ний центратор для сварки кольцевых швов, содержащий четыре разжимных сектора, привод разжима и поворотные рычаги, шарнирно-соединенные с приво дом разжима, снабжен двумя U-обраэными пружинами, установленными во взаимно перпендикулярных плоскостях, при этом основания пружин жестко сое динены между собой, а на свободных концах пружин с возможностью взаимодействия между собой жестко установлены разжимные сектора. На фиг. 1 представлен предлагаемый центратор перед установкой в тру бу, продольньш разрез; на фиг. 2 то же, вид сбоку; на фиг. 3 - центра тор в положении при с а арке,продольный разрез ; на фиг, А - то же, вид сбоку, Внутренний центратор для сварки кольцевых швов разжимных содержит 2 четыре сектора 1, выполненных в виде полос, вогнутых по внутреннему диаметру трубы. Диаметрально расположенные разжимные сектора 1 закреплены на концах и-образных пружин 2 и 3, которые обеспечивают складравание подкладного устройства в исходное положение, Основания и-образных пружин соединены между собой Заклепками, при этом пружины расположены во взаимно перпендикулярных плоскостях. На двух диаметрально расположенные разжимных секторах выполнены заплечики 4 для захвата в рабочем положении разжимных секторов и ушки 5, соединенные с концами и-образной 2. Механизм разжима выполнен в виде поворотных, рычагов б и 7, установленных на осях на концах и-образной пружины 2. Рычаги 6 я 7,, с помощью которых осуществляется разжатие пружин с разжимными элементами в рабочее положение, соединены осью 8, проходящей через ось симметрии устройства. На свободном конце рычага 6 вьтолнен скос, служа1ЦИЙ в рабочем положении упором для рычага 7, на котором выполнено ушко для тяги 9, с которой соединен трос 10. Внутренний центратор предназначен для сварки труб 11 и 12. Устройство работает следующим образом. Центратор вводят в установленную трубу 11 и перемещают тягу 9 в продольном направлении. Тяга 9 воздействует на рычаг 7, упор которого взаимодействует со скосом рычага. 6. Таким образом рычаги 6 и 7, соединенные между собой осью 8 и через ушки 5, соединенные с концами U-образной пружины 2, разжимают пружину 2 и закрепленные на ней разжимные элементы в рабочее положение. Затем к трубе 11 придвигают вновь монтируемую трубу 12 и проводят сварку. После сварки устройство извлекают из трубы, для чего тросом 10 через тягу 9 складывают рычаги 6 и 7 и-образной пружины 2 и 3 с секторами 1 стягиваются к центру и устройство тросом 10 свободно извлекают из трубы. Применение предлагаемого центратора для сварки кольцевьк швов позвояет улучшить условия эксплуатации, меньшает количество технологических пераций для сборки труб под сварку.
Фиг. 2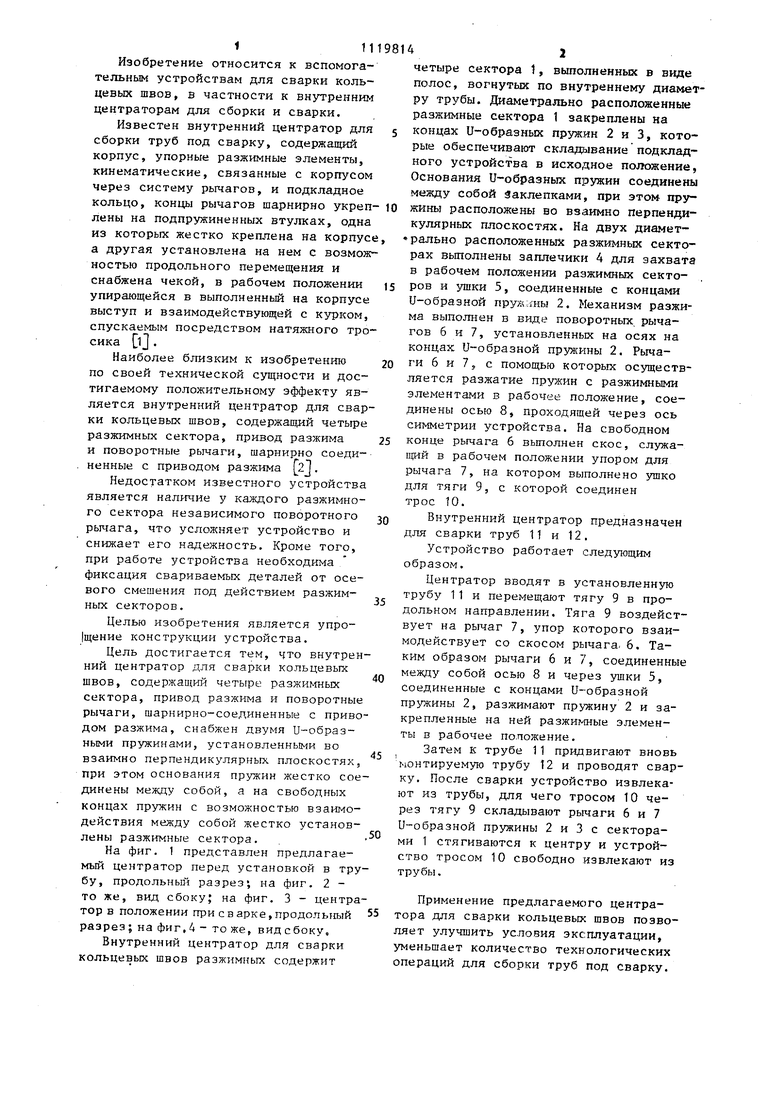
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор для сборки и сварки кольцевых стыков | 1983 |
|
SU1088903A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТЫКОВ ЕМКОСТЕЙ | 2008 |
|
RU2407618C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ПОД СВАРКУ КОЛЬЦЕВЫМ ШВОМ | 1991 |
|
RU2030270C1 |
| Внутренний центратор для сборки и сварки кольцевых швов в среде защитного газа | 1981 |
|
SU1094710A1 |
| Внутренний центратор для сборки и сварки кольцевых швов в среде защитного газа | 1977 |
|
SU707742A1 |
| Внутренний центратор | 1982 |
|
SU1076243A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| Внутренний центратор для сборки под сварку кольцевых стыков | 1990 |
|
SU1756088A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| Внутреннее устройство для сборки под сварку кольцевых стыков обечаек | 1982 |
|
SU1079393A1 |
ВНУТРЕННИЙ ЦЕНТРАТОР ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ, содержащий четыре разжимных сектора, привод разжима и поворотные рычаги, шарнирно соединенные с приводом разжима, о тличающийся тем, что, с целью упрощения его конструкции,- внутренний центратор снабжен двумя U-образными пружинами, установленными во перпендикулярных плоскостях, при этом основания пружин жестко соединены меяиу собой, а на свободных концах пружин с возможностью взаимот действия между собой жестко установлены разжимные сектора. (Л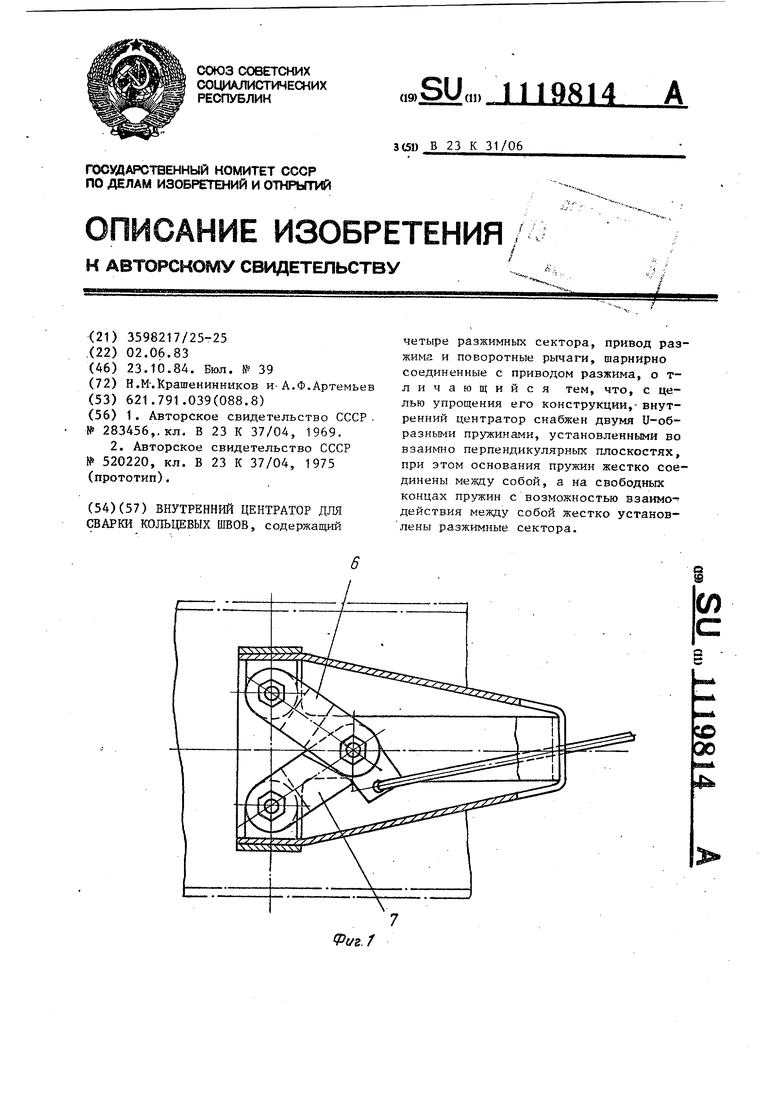
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР | |||
| ВНУТРЕННИЙ ЦЕНТРАТОР ДЛЯ СБОРКИ ТРУБ ПОД СВАРКУ | 0 |
|
SU283456A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Установка с внутренним центратором для сборки и прихватки деталей | 1975 |
|
SU520220A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
