(5) УСТРОЙСТВО для СБОРКИ под СВАРКУ стыковых
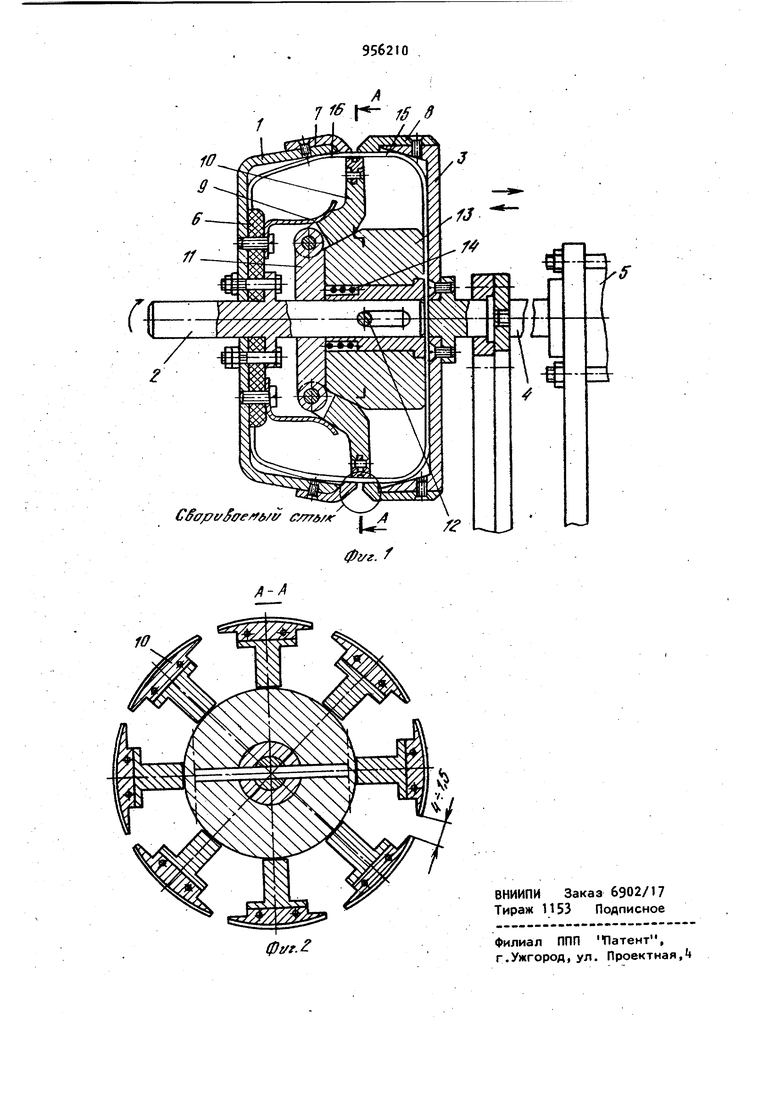
швов ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ 1-.: Изобретение относится к сварке, в частности к автоматической макроплазменной сварке тонкостенных изделий с замкнутым контуром. Известно устройство для сборки под сварку стыковых швов изделий слож ной формы, содержащее формирующие по кладки, установленные на подпружинен ных двуплечих рычагах и механизм их разжатия, выполненный в виде кронште нов и подпружиненного ограничителя хода d}. Недостатком известного устройства Является невозможность сваривания деталей с замкнутым контуром. Целью изобретения является повыше ние точности сборки. Цель достигается тем, что устройство Для сборки под сварку стыковых швов изделий сложной формы, содержащее формирующие подкладки, установленные на подпружиненных двуплечих рычагах, и механизм их разжатия, выполненный в виде кронштейнов и под пружиненного ограничителя хода, смонтированного на штоке силового привода, снабжено приводным валом и полым корпусом выполненным в виде основания, смонтированного на приводном валу, и крышки, закрепленной на штоке силового цилиндра, при этом формирующие подкладки с подпружиненными рычагами и подпружиненный ограничитель размещены внутри корпуса. На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - разрез А-А на фиг. 1. Устройство для сборки под сварку стыковых швов изделий сложной формы, содержит полый корпус, выполненный в виде основания 1, смонтированного на приводном валу 2 и крышки 3 закрепленной на штоке k силового пневмоцилиндра 5 Основание и крышка снабжены медными базами 6, 7 и 8. На базе 6 крепится пластинчатая пружина 9. которая находится в постоянном контакте с двуплечими рычагами 10, на одних плечах которых закреплены фо ирующие подкладки, выполненные в виде сегментов, а другие шарнирно соединены с кронштейнами П. Положение двуплечих рычагов можно регулировать путем переустановки фиксирующего штифта 12 и подпружиненного ограничителя хода 13i который установ лен на валу 2 с возможностью перемеще ния по нему. В кольцевом пазу ограничителя установлена пружина 1А. Качество элементов подкладки выбирается из расчета, чтобы s рабочем (разжатом) положении зазоры между сег ментами не превышали 1 ,5- мм, при ко торых обеспечивается качественная сварка стыка. Устройство работает сле дую1цим образом. Свариваемые детали 15 и 16 устанавливаются в основании корпуса 1 и крышки 3- Под воздействием сжатого воздуха через пневмоцилиндр 5 крышка 3 с деталью 15 перемещаясь, давит на ограничитель хода 13, который разводит двуплечие рычаги 10 и плотно прижимает формирующими сегментами свариваемые детали к медным базам 7 и 8, Начинается процесс сварки с вращением деталей от привода через вал 2, После сварки деталей 15 и 1б выклю чается подача сжатого воздуха от пневмоцилиндра 5, крышка 3 отходит вправо и посредством разжатия пружины ограничитель хода 13 выталки вает деталь из корпуса. Одновременно пластинчатые пружины 9 отводят рычаги 10 на определенный диаметр (для снятия детали с устройства), В проце се сварки элементы формирующей подкладки все время поджаты к внутренней поверхности заготовок и вращаются вместе со свариваемой деталью; Наличие на основании и крышке корпуса медной базы служит одновременно как для интенсивного ofвода тепла, так и защиты свариваемой полированной поверхности от брызг расплавленного металла, а установление сегментов формирующих прокладок с механизмом разжатия в корпусе позволяет обеспечить точную ориентацию формирующих подкладок относительно шва, что исключает овальность тонкостенных изделий. Кроме того, механизация процесса сварки подобных улучшает условия труда, обслуживания рабочего места, значительно увеличивает производительность и качество сварки. Формула изобретения Устройство для сборки под сварку стыковых швов изделий сложной , содержащее формирующие подкладки, установленные на подпружиненных двуплечих рымагах, и механизм их разжатия, выполненный в виде кронштейнов и подпружиненного ограничителя хода, смонтированного на штоке силового привода, отличающееся тем, что, с целью повышения точности сборки, устройство снабжено приводным валом и полым корпусом, выполненным в виде основания, смонтированного на приводном валу, и крышки, закрепленной на штоке силового цилиндра, при этом формирующие подкладки с подпружиненными рычагами и подпружиненный ограничитель размещены внутри корпуса. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 30787 кл, В 23 К 37/06, 2,11.б9 (прототип).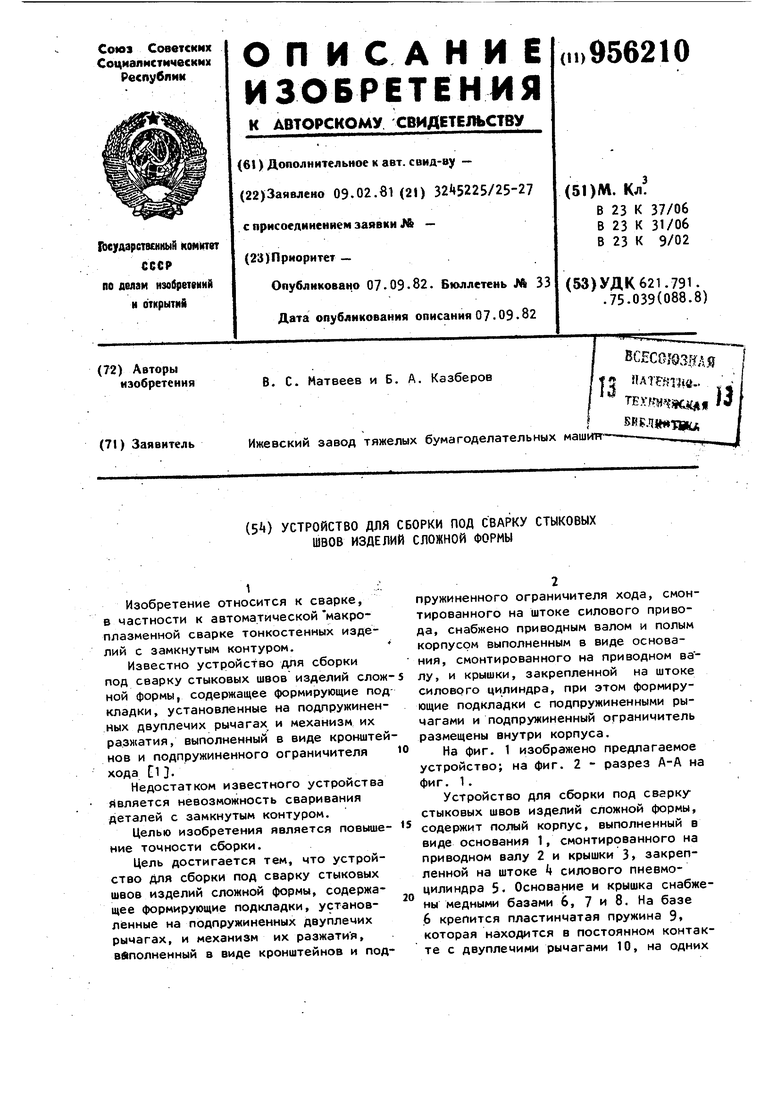
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Внутреннее формирующее устройство дляСВАРКи КОльцЕВыХ шВОВ | 1979 |
|
SU831471A1 |
| Устройство для формирования обратной стороны шва при сварке изделий | 1979 |
|
SU872156A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| УСТРОЙСТВО ДЛЯ ПРИХВАТКИ ГОФРОСТЕНОК К РАМКЕ КРЫШКИ И ДНИЩУ КОРПУСОВ ТРАНСФОРМАТОРОВ | 2011 |
|
RU2467856C1 |
| Устройство для сборки под сваркуиздЕлий | 1979 |
|
SU837700A1 |
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1976 |
|
SU612774A1 |