СП
ю
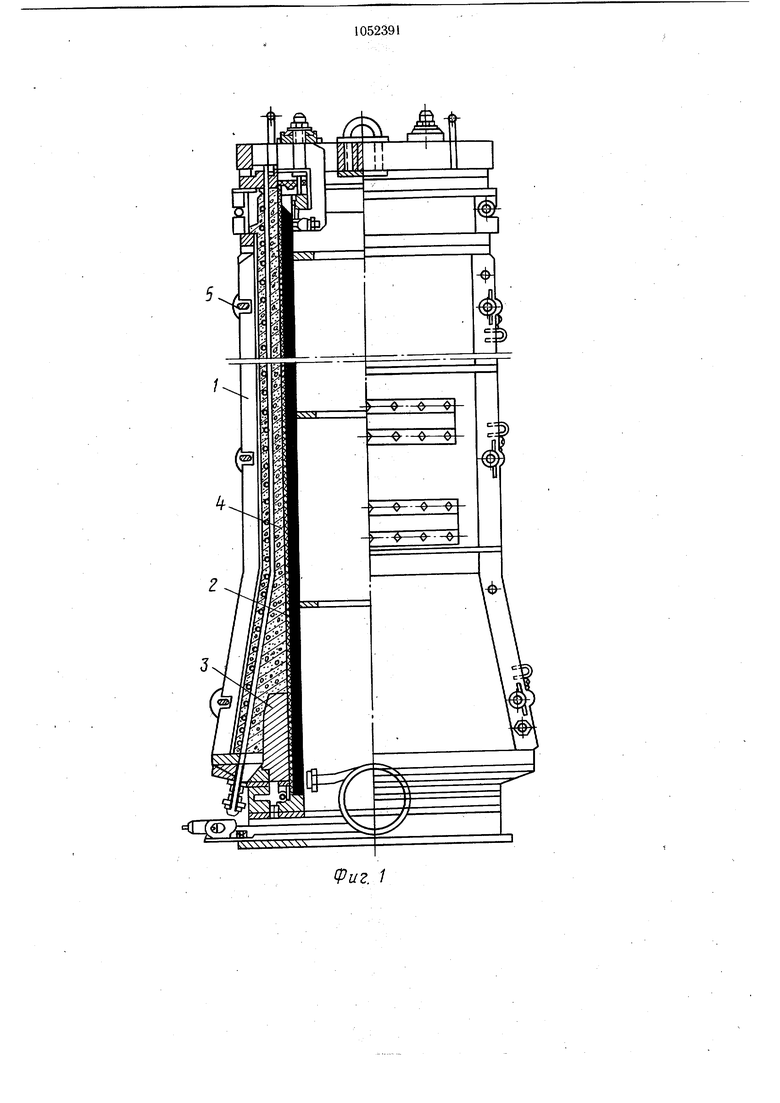
СА: СО Изобретение относится к производству труб из бетона и железобетона. Известны формы для изготовления напорных виброгидропрессованных железобетонных труб, содержащие наружные обечайки, соединенные болтами, оснащенными комплектами пружинных болтов, и сердечник 1. Наиболее близким к изобретению по технической сущности и достигаемому результату является форма для изготовления напорных виброгидропрессованных железобетонных труб, содержащая наружную опалубку из соединенных одна с другой полуформ, внутренний сердечник с резиновым чехлом и раструбообразователем 2. Однако известные формы не обеспечивают точность изготовления геометрических размеров труб и снижение трудоемкости. Цель изобретения - повыщение точности геометрических размеров труб и снижение трудоемкости. Поставленная цель достигается тем, что в форме для изготовления виброгидропрессованных труб, содержащей наружную опалубку из соединенн1)х одна с другой полуформ, внутренний сердечник с резиновым чехлом и )аструбообразователем, последний вьнюлиен с : лли 1тическим поперечным сечением, ось которого превышает в 1.01 1,02 раза меныную ось и совпадает с ;1И;1ией )азьема нолуформ. Ihi (|)иг. 1 изображена форма для изгот1)н.,1ения виброгидронрессованных труб; на (|)иг. 2 раструбообразователь. Форма для изготовления виброгидронре(.ч-ованн1 1х труб содержит соединенные ОД11;| с дру|-()й полуформы 1, внутре1Н{ий сердечник с резиновым чехлом 2, раструбообразоватс.П ,, трубу 4 и болты 5. , аструбооб1)азователь имеет больн1ую ось и и малую ось б : ллиг1са. Форма состоит из двух полуформ, соединенных 20 болтами, оснащенных тарельчатыми пружинами, и сердечника. Сердечник снабжен резиновым чехлом и раструбообразователем. Причем внещний контур резинового раструбообразователя выполнен в виде эллипса с соотнощением осей эллипса 1,01 - 1,02. Изготовление трубы в форме осуществляют следующим образом. Вначале сбалчивают две полуформы, устанавливают в них спиральный каркас, а затем продольную арматуру. Далее одевают полуформы на сердечник так, чтобы больщая часть эллипса резинового раструбообразователя была соосна с разъемами полуформ и укладывают с помощью вибрационных импульсов в зазор между ними бетонную смесь состава 1:0,9:1,3:0,35 Ц:П:Щ:В по массе. Затем осуществляют прессование свежеуложенной вибрированием бетонной смеси. При прессовании, благодаря эллиптическому очертанию резинового раструба и расположению его таким образом, что большая ось эллипса соосна с ра:::ъемами формы, внутренний диаметр раструба трубы получается близким к кругу. Далее трубу подвергают тепловой обработке под созданным опрессовочным давлением. По окончании тепловой обработки трубу распалубливают, а затем осуществляют расточку внутреннего диаметра раструба до требуемого размера. Работа по расточке минимальная, так как внутреннее очертание раструба почти круг. положительный эффект от внедрения предлагаемого изобретения заключается в том, что исключается получение труб с. раснжрениым внутренним диаметром до его расточки и уменьшаются затраты на эту операцию по причине уменьшения толщины снимаемого слоя бетона.
UZ. 1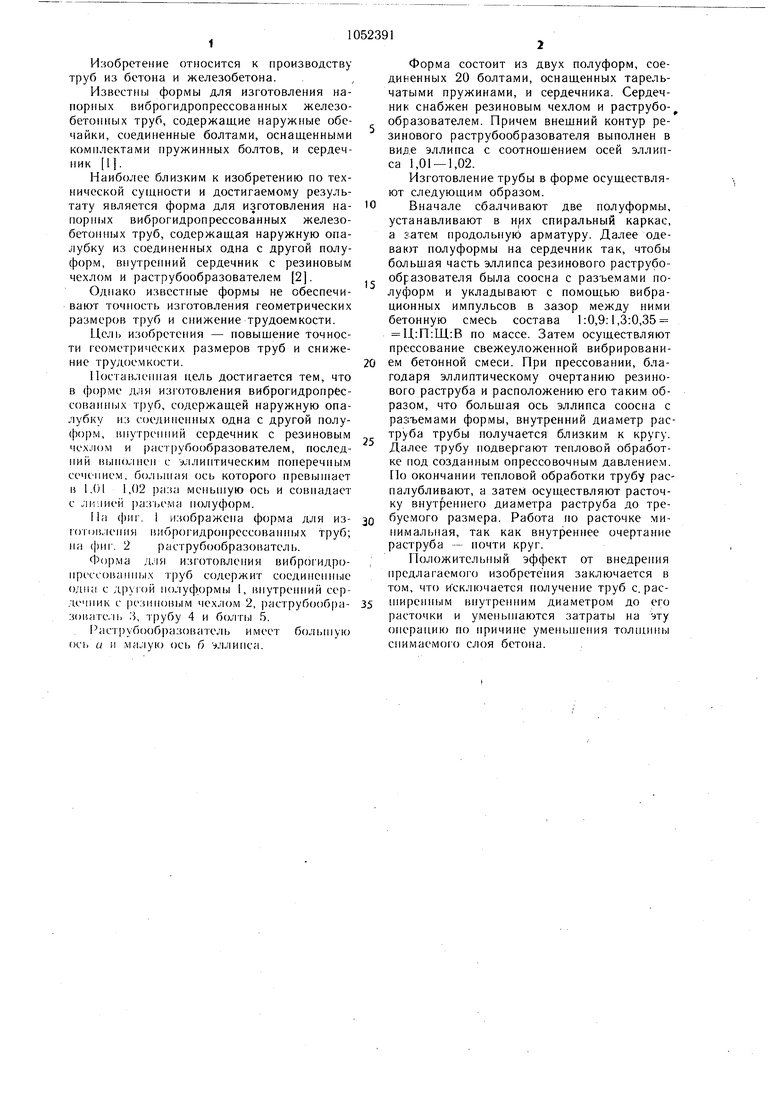
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ НАПОРНЫХ ВИБРОГИДРОПРЕССОВАННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБ С МЕТАЛЛИЧЕСКИМ ЦИЛИНДРОМ | 1991 |
|
RU2005599C1 |
| Форма для изготовления виброгидропрессованных труб | 1990 |
|
SU1770126A1 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1985 |
|
SU1346435A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1990 |
|
SU1747281A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИБРОГИДРОПРЕССОВАННЫХ НАПОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБ | 1971 |
|
SU305068A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ НАПОРНЫХ ВИБРОГИДРОПРЕССОВАННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБ | 1971 |
|
SU313693A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
| Форма для изготовления напорных виброгидропрессованных трубчатых изделий | 1991 |
|
SU1803323A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий | 1981 |
|
SU1014723A1 |
| Устройство для изготовления виброгидропрессованных труб | 1980 |
|
SU903124A1 |
ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВИБРОГИДРОПРЕССОВАННЫХ ТРУБ, содержащая наружную опалубку из соединенных одна с другой полуформ, внутренний сердечник с резиновым чехлом и раструбообразователем, отличающаяся тем, что, с целью повышения точности геометрических размеров труб и снижения трудоёмкости, раструбообразователь выполнен с эллиптическим поперечным сечением, бол1)шая ось которого превышает в 1,01 -1,02 раза меньшую ось и совпадает с линией разъема полуформ.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Попов А | |||
| Н | |||
| и др | |||
| Производство железобетонных напорных виброгидропрессованных труб | |||
| М., Стройиздат, 1979, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU401503A1 | |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
