2. Устройство для осуществления способа по п. 1, содержащее нагревательную камеру с формами, бункер с питателем, размещенный над нагревательной камерой, отличающееся тем, что, с целью повышения производительности и качества изготовления фурм, оно снабжено
установочным стендом, выполненным в виде пластины с пазами, соединен- . ными с несущей колонной, в нижней части которой размещена нагревательная камера, причем в ее подвижной крышке выполнены пазы,вертикальI Hue оси которых совпадают с осями соотI ветствующих пазов установочного -стенда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фурмы для продувки металла инертным газом | 1989 |
|
SU1791459A1 |
| Способ изготовления фурмы для продувки металла инертным газом | 1983 |
|
SU1186651A1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ФУРМЫ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2000 |
|
RU2167206C1 |
| Устройство для внепечной обработки металла | 1982 |
|
SU1062276A1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ | 2003 |
|
RU2234540C1 |
| Фурма для продувки металла газом | 1981 |
|
SU952972A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ, СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДУВОЧНОГО МОНОБЛОКА И ОГНЕУПОРНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ МОНОБЛОКА | 2003 |
|
RU2255118C1 |
| Способ изготовления наконечника фурмы для обработки металла инертным газом | 1989 |
|
SU1632983A1 |
( 1. Способ изготовления ФУ13М .для продувки металла инертным газом, вкJШчaкffiШй формирование порисФОЙ головки из углеродистой массы путем ее расплавления и последую- : щего коксования в форме с установкой головки на металлической трубе с предварительно набранным огнеупорным покрытием, о т л и ч а-ю « и и с я тем, что, с целью повьдиения производительности и качества изготовления фурм, формирование пористой головки осуществля- I ют непосредственно на металли ес- i кой трубе. сл 1C ел 4ik Oi
Изобретение относится к черной .металлургии, в частности к .способам и устройствам для изготовления фурм и может быть применено при обработке металла инертным газом. . .Известен способ изготовления фур для продувки металла инертным, газом включающий изготовление керамическо пористой головки путем прессования и . обжига изделий иэ зерен высоко - глиноземистого шамота заданного фракционного состава и по следующую установку пористой головки на металлической трубе с огнеупорным покрытием- fl.. Недостатком способа является низ кое качество изготовления фурмы всл ствие пооперационности изготовления пористой головки л ее установки на металлической трубе, что являетс причиной прорыва газа .по контакту пористой- головки и трубы. Известно устройство для изготовления фурмы,, состоящее из пресса с пресс-формой, в которую из смесителя посредством питания поступает керамическая смесь для изготовления пористых головок; и установки для сборки фурм С2. Недостатками устройства являются его сложность и разделение операций по изготовлению Фурм, большие затра ты труда, необходимость тщательного уплотнения пористой головки на труб и.з-за пооперационного изготовления и установки головки. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ и устройство для изготовления фурмы для продувки металла инертным газом СЗ. , Способ изготовления фурмы для пр дувки металла инертным газом включает формирование пористой головки из углеродистой массы путем ее расплавления и последующего коксования в форме с установкой головки на металлической трубе с предварительно набранным огнеупорным покрытием i Недостатком известного способа является низкая прс5изводительность и качество изготовляемой фурмы. Это связано с пооперационностью изготовления пористой головки и ее установки на трубе, что приводит к прорыву газа по месту контакта го- ловки и трубы в процессе обработки металла и снижению эффективности рафинирования металла и повышению расхода газа на продувку на 20-25%. Устройство для. осуществления способа состоит из нагревательной камеры с формами, .бункера с питателем, размещеннЕлм под нагревательной камерой. ; Недостатком известного устройства является низкая -производительность и качество изготовления фурмы.. Это .связано со значительными затратами ручного труда.в связи с необходимостью тщательного уплотнения контакта пористой головки и трубы со стороны торцовых поверхностей головки, а также с трудностями получения пористых головок без перекоса их отверстий относительно вертикальных осей форм. Цель изобретения - ловывление производительности и качества изготовления фурмы. Поставленная цель достигается тем, что согласно способу изготовления фурмы для продувки металла инертным газом, включающему формирование пористой головки из углеродистой массы путем ее расплавления и последующего коксования в форме с установкой головки на металлической трубе с предварительно .набранным огнеупорным .покрытием, формирование пористой головки осуществляют непосредственно на металлической трубе. Устройство для изготовления фурм для продувки металла инертным газом, содержащее нагревательную камеру с формами, бункер с питателем, размещенный над нагревательной камерой, снабжено установочным стендом, выполненным в виде пластины 6 пазами, соединенными с несущей колонной, в нижней части которой смонтирована нагревательная камеpa, причем в. ее подвижной крышке выполнены пазы, вертикальные оси которых совпадают с осями соответствующих пазов установочного стенда.
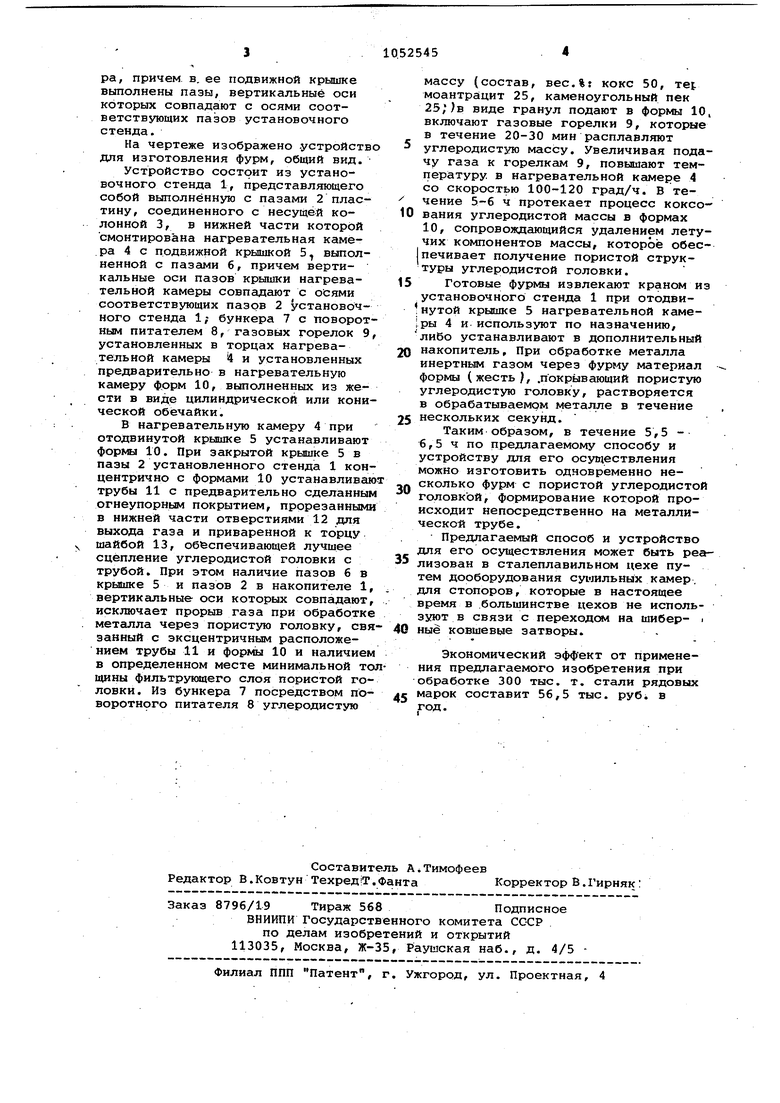
На чертеже изображено -устройство для изготовления Фурм, общий вид.
Устройство состоит из установочного стенда 1, представляющего собой выполненную с пазами 2 пластину, соединенного с несущей колонной 3, в нижней части которой смонтирована нагревательная каме.ра 4 с подвижной крышкой 5 выполненной с пазами б, причем вертикальные оси пазов крышки нагревательной камеры совпадают с осями соответствующих пазов 2 установочного стенда 1; бункера 7 с поворотным питателем 8, газовых горелок 9, установленных в торцах нагревательной камеры 4 и установленных предварительно в нагревательную камеру форм 10, выполненных из жести в виде цилиндрической или конической обечайки.
В нагревательную камеру 4 при отодвинутой крышке 5 устанавливают формы 10. При закрытой крышке 5 в пазы 2 установленного стенда 1 концентрично с формами 10 устанавливаю трубы 11 с предварительно сделанным огнеупорным покрытием прорезанными в нижней части отверстиями 12 для выхода газа и приваренной к торцу шайбой 13, oбfecпeчивaющeй лучшее сцепление углеродистой головки с трубой. При этом наличие пазов б в крышке 5 и пазов 2 в накопителе 1, вертикальные оси которых совпадают, исключает прорыв газа при обработке металла через пористую головку, связанный с эксцентричным расположением трубы 11 и форкпл 10 и наличием в определенном месте минимальной тощины фильтрующего слоя пористой головки. Из бункера 7 посредством поворотного питателя 8 углеродистую
массу (состав, вес.%: кокс 50, rei моантрацит 25, каменоугольный пек 25;)в виде гранул подают в формы 10, включают газовые горелки 9, которые в течение 20-30 мин расплавляют углеродистую массу. Увеличивая подачу газа к горелкам 9, повышают температуру в нагревательной камере 4 со скоростью 100-120 град/ч. В течение 5-6 ч протекает процесс коксо0вания углеродистой массы в формах 10, сопровождающийся удалением летучих компонентов массы, которое обес|печивает получение пористой структуры углеродистой головки.
5
Готовые фурмы извлекают краном из установочного стенда 1 при отодви нутой крышке 5 нагревательной каме|ры 4 и используют по назначению, либо устанавливают в дополнительный накопитель, При обработке металла
0 инертным газом через фурму материал формы (жесть), .покрывающий пористую углеродистую головку, растворяется в обрабатываемом металле в течение нескольких секунд.
5
Таким образом, в течение 5,5 6,5 ч по предлагаемому способу и устройству для его осуществления можно изготовить одновременно несколько фурм с пористой углеродистой
0 головкой, формирование которой происходит непосредственно на металлической трубе.
Предлагаемый способ и устройство для его осуществления может быть реа5лизован в сталеплавильном цехе путем дооборудования сушильных кciMep. для стопоров, которые в настоящее время в .большинстве цехов не используют в связи с переходом на шибер- i
0 ныё ковшевые затворы.
Экономический эффект от применения предлагаемого изобретения при обработке 300 тыс. т. стали рядовых марок составит 56,5 тыс. py6i в год.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Экспресс-информация | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| институт Черкютинфо(жация, вып | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Черная металлургия | |||
| Бюллетень Института Черметинформация | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
