00 Од Од
сл I И:к)бретепие относится к металлур1-ии, в частости к способам изготовления фурм, и может быть iipHMetiefio при обработке металла инертным 1-азом. Цель изобретения - новышение эффективнести использования инертного газа при обра ботке металла за счет голучения направленно радиальной пористости головки. На чертеже представлена схема осуществле ния способа. Способ осуществляют следующим образом. В нагревательную камеру (не показана) спеплализированной установки помещают форму 1, имеющую в боковой поверхности отверстия 2 диаметром 2-6 мм. Затем устанав ливают подготовленную металлическую трубу 3 с огнеупорным покрытием 4, загружают углеродистую массу 5 в форму 1 и накрывают ее крышкой 6, плотно прилегающей к форме 1 и огнеупорному покрытию 4 трубы Подачей газа создают давление под крышкой 6, равное (0,12-0,25)x(R-r)- 10 Па, и ведут формирование пористой головки фурмы путем нагрева и коксования углеродистой массы 5 в форме 1. Продукты коксования углеродистой массы 5 через отверстия 2 фор мы 1 удаляют в радиальном направлении и дожигают факелом топлива в нагревательной камере. После окончания коксования углеродистой массы 5 снимают крышку 6, извлекают фурму из нагревательной камеры, отделяют форму 1 от головки и используют форму по назначению12, Описанным способом изготавливают тгять фурм, создавая различное давление над поверхностью массы в форме. Затем проводят испытания фильтра 1.ионных характеристик пористых углеродистых головок фурм путем замера количества газа, истекающего через боковую и верхнюю торцовую поверхность головки фурмы при холодном опробывании. Таким же образом, проводят оценку фильтрадионных характеристик фурмы изготовленной по известной технологии без получе1шя направленной радиальной пористости головки. Результаты испытаний приведены в таблице Результаты испытаний показывают, что большая часть инертного газа из фурм, изготовленных предлагаемым способом (варианты 2-4), фильтруется в радиальном направлении. Создание давления вне указанных пределов (варианты 1 и 5) не позволяет достичь дели изобретения из-за нарушения пористой структуры головки при больших и образования вертикально направленной пористости при меньших давлениях. Количество газа, фильтруемого в радиальном направлении, увеличивается в 2,5-2,7 раза по по сравнению с фурмами, изготовленными по известному способу. Это дает возможность более эффективно использовать инертный газ за счет увеличения поверхности контакта газ - металл, в результате чего сократить длительность продувки 160-тонного ковша для усреднения металла по температуре и химическол1у составу с 7 до 5 мин и таким образом уменыиить расход инертного газа при внепечной обработке на 20-25%.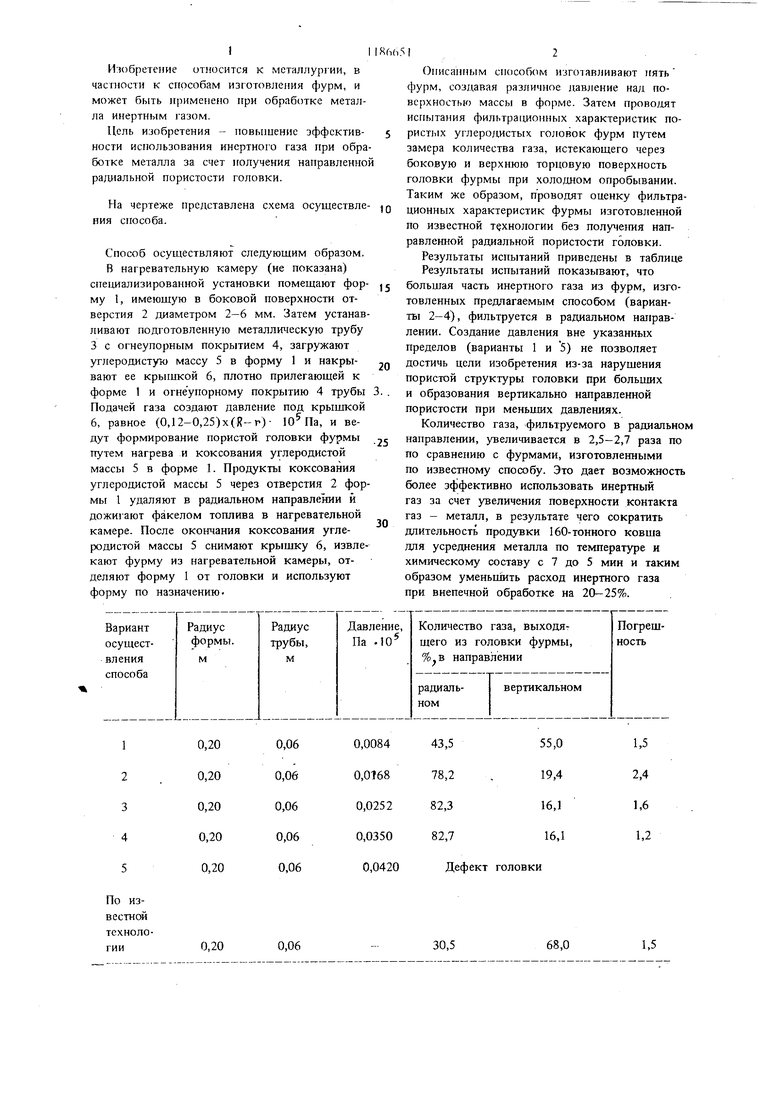
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фурмы для продувки металла инертным газом | 1989 |
|
SU1791459A1 |
| Способ изготовления фурм для продувки металла инертным газом и устройство для его осуществления | 1982 |
|
SU1052545A1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ФУРМЫ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2000 |
|
RU2167206C1 |
| Способ изготовления наконечника фурмы для обработки металла инертным газом | 1989 |
|
SU1632983A1 |
| Устройство для внепечной обработки металла | 1982 |
|
SU1062276A1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ | 2003 |
|
RU2234540C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ, СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДУВОЧНОГО МОНОБЛОКА И ОГНЕУПОРНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ МОНОБЛОКА | 2003 |
|
RU2255118C1 |
| Способ футеровки патрубка вакууматора | 1981 |
|
SU998533A1 |
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА В КОВШЕ | 1995 |
|
RU2098490C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ГАЗОМ В КОВШЕ | 2023 |
|
RU2816707C1 |

СПОСОБ ИЗГОТОВЛЕНИЯ ФУРМЫ ДЛЯ ПГОДУВКИ МЕТАЛЛА ИНЕРТНЫМ ГАЗОМ, включающий формирования пористой головки из углеродистой массы на трубе путем расплавления и коксования массы в форме, отличающийся тем, что.с целью повышения эффективности использования инертного газа за счет получения направленной радиальной пористости головки, в процессе ее формирования над поверхностью углеродистой массы в форме создают избыточное давление Р , равное р 
2 3 4 5
0,06
0,20
1,5 2,4 1,6
1,2
Дефект головки
68,0
30,5
