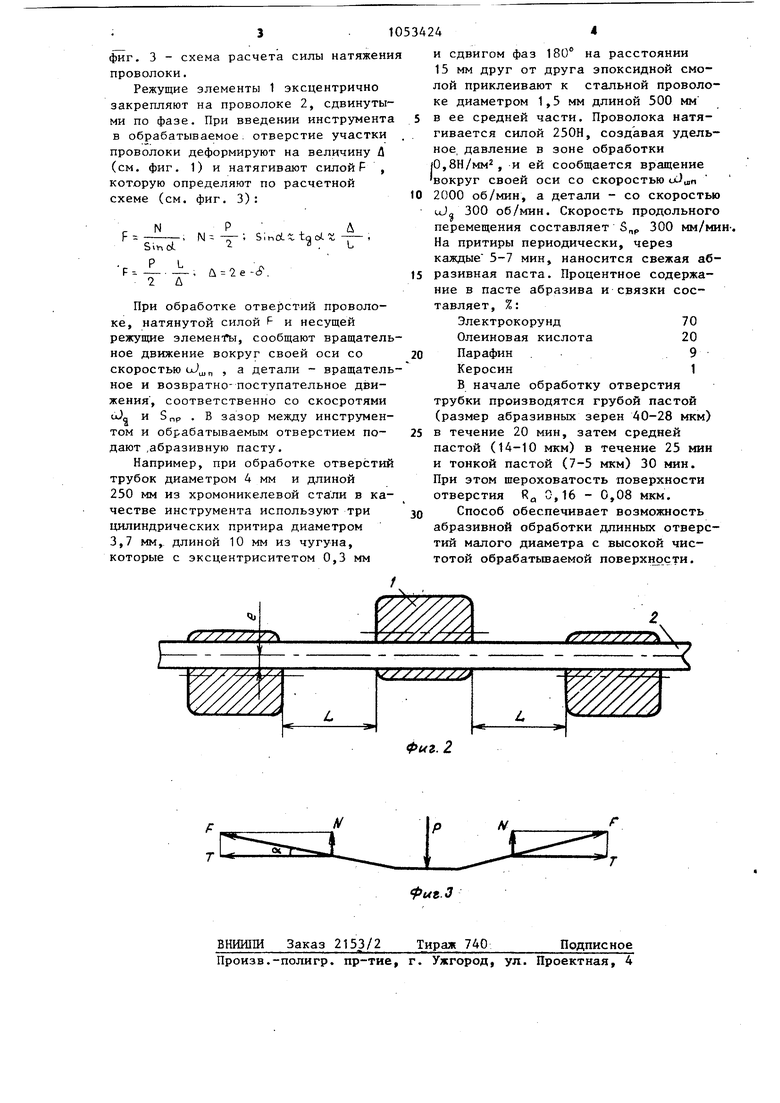
Изобретение относится к станкостфоению и может быть использовано для абразивной обработки длинных отверстий малого диаметра. Известен способ доводки отверстий при котором инструменту, роль которо го выполняет проволока, и обрабатьша емой детали типа втулки, надетой на проволоку, сообщают взаимные вращения, поступательное и возвратно-поступательное движения, а в зазор межд проволокой и обрабатываемым отверсти ем подают абразивную пасту. Недостатком этого способа обработ ки является его технологическая огра ниченность. Для каждого диаметра обрабатываемого отверстия диаметр проволоки определяют из соотношения . dnp--P -C06-0,3)d«, . где - диаметр проволоки; D - диаметр доведенного отверс тия; do - зернистость абразивного материала. Следовательно, если учесть размер абразивных зерен (0,04-0,005 мм), используемых при доводке, то получае ся, что проволокой определенного диаметра можно обрабатывать отверстия только определенного диаметра. Таким образом, при использовании этого способа доводки отверстий возникает необходимость строгого подбора диаметра проволоки. Кроме того, этот способ обработки приемлем только для деталей с малой длиной отверстия. В случае же доводки длинных отверстий получить одинаковую шероховатость поверхности по всей длине отверстия трудно. Это обусловлено тем, что зазор между проволокой и обрабатьгоаемым отверсти ем по всей длине составляет всего 0,3-0,Ado , что затрудняет подвод абразивных зерен на большую длину, их равномерное распределение и перемещение в зазоре между проволокой и обрабатываемым отверстием. Затрудня.ется также создание смазывающего слоя и удаление отходов процесса доводки - частиц металла, затупивших ся и размельченных частиц абразива. Известен также способ обработки отверстий малого диаметра во вращающихся вокруг оси отверстия деталей инструментом в виде проволоки с закрепленными на ней режущими элемен тами. 1 4i Этот способ упрощает обработку длинных отверстий в случае подачи в зону резания абразивной пасты, поскольку абразивный элемент имеет небольшую длину. Но одновременно при таком способе обработки существует та же трудность прохождения пасты в зазоре между инструментом и деталью. Целью изобретения является расширение технологических возможностей, а именно расширение диапазона отверстий, обрабатываемых одним инструментом. Для достижения этой цели при обработке отверстий инструменту в виде проволоки с режущими элементами и изделию типа втулки сообщают вращательное и возвратно-поступательное движения, при этом режущие элементы закрепляют на проволоке эксцентрично со сдвигом по фазе относительно друг друга так, что при введении их в обрабатьшаемое отверстие участки проволоки между режущими элементами деформируют на величину, равную &--2е-8, U величина деформации участков проволоки; е- величина эксцентриситета режущих элементов; S разность диаметров режущих элементов и обрабатываемо: го отверстия, при этом проволоку при обработке натягивают силой, определяемой из условия сила натяжения проволоки; требуемое давление инструмента на обрабатьшаемую поверхность; расстояние между режущими элементами.. При натяжении проволоки ее деформированные участки, стремяь выпрямиться, прижимают режущие элементы к стенке отверстия. Вследствие этого возможна обработка различных отверстий, разность диаметров которых меньше или равна U На фиг. 1 показана схема обработки отверстий малого диаметра; на фиг. 2 - инструмент с эксцентрично насаженными режущими элементами; на силы натяжени фиг. 3 - схема расчета проволоки. Режущие элементы 1 эксцентрично закрепляют на проволоке 2, сдвинутыми по фазе. При введении инструмента в обрабатываемое, отверстие участки проволоки деформируют на величину Д (см. фиг. 1) и натягивают силойF , которую определяют по расчетной схеме (см. фиг. 3): Smd-i tqoCX F-.-.-L, й 2е-б. При обработке отверстий проволоке, натянутой силой F и несущей режущие элемент, сообщают вращатель ное движение вокруг своей оси со скоростьюcJ n 3 детали - вращатель ное и возвратно-поступательное движения, соответственно со скосротями oJa и Snp . в зазор между инструментом и обрабатываемым отверстием подают .абразивную пасту. Например, при обработке отверстий трубок диаметром 4 мм и длиной 250 мм из хромоникелевой стали в качестве инструмента используют три цилиндрических притира диаметром 3,7 мм, длиной 10 мм из чугуна, которые с эксцентриситетом 0,3 мм 4 и сдвигом фаз 180 на расстоянии 15 мм друг от друга эпоксидной смолой приклеивают к стальной проволоке диаметром 1,5 мм длиной 500 мм в ее средней части. Проволока натягивается силой 250Н, создавая удельное, давление в зоне обработки 0,8Н/мм, и ей сообщается вращение вокруг своей оси со скоростью uJuin 2000 об/мин, а детали - со скоростью uJa 300 об/мин. Скорость продольного перемещения составляет $„„ 300 мм/мин-. На притиры периодически, через каждые 5-7 мин, наносится свежая абразивная паста. Процентное содержание в пасте абразива и связки составляет, %: Электрокорунд70 Олеиновая кислота 20 Парафин .9 Керосин1 В начале обработку отверстия трубки производятся грубой пастой (размер абразивных зерен 40-28 мкм) в течение 20 мин, затем средней пастой (14-10 мкм) в течение 25 мин и тонкой пастой (7-5 мкм) 30 мин. При этом шероховатость поверхности отверстия Rg 0,16 - 0,08 мкм. Способ обеспечивает возможность абразивной обработки длинных отверстий малого диаметра с высокой чистотой обрабатьшаемой поверхнр сти.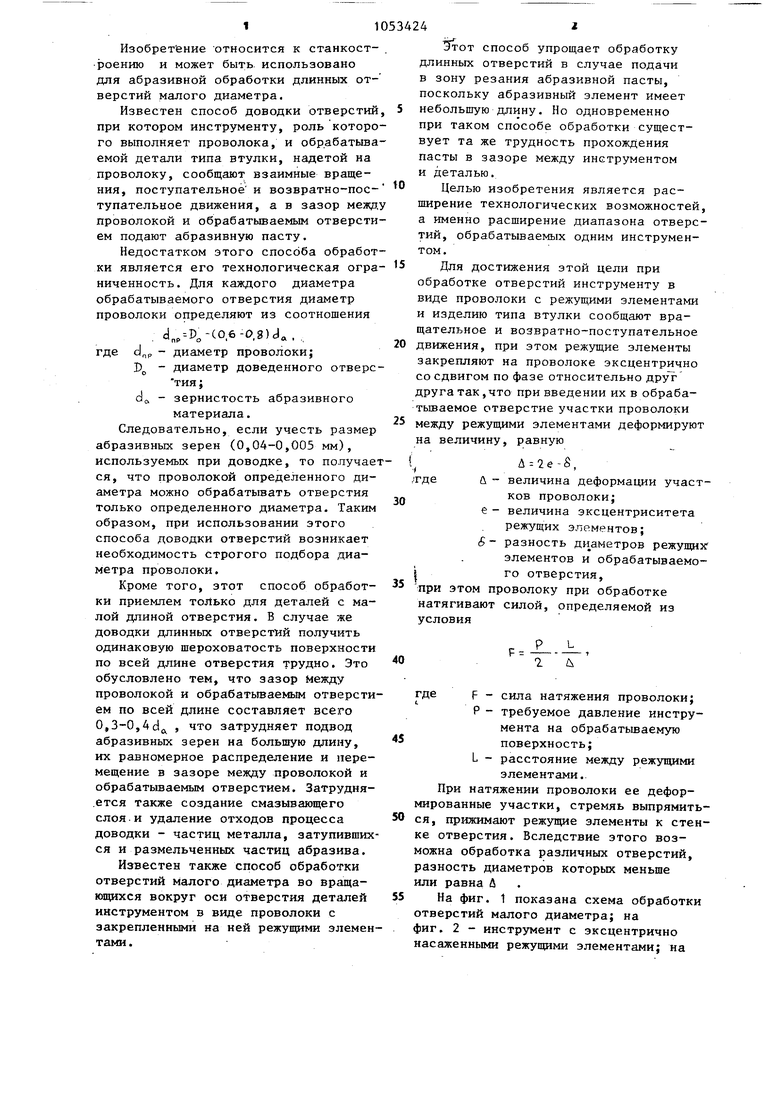
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки глубоких отверстий | 1983 |
|
SU1100795A1 |
| Способ обработки отверстий раздвижными абразивными инструментами и устройство для его осуществления | 1988 |
|
SU1593931A1 |
| СПОСОБ ПРАВКИ ПРИТИРОВ НА ДВУХДИСКОВЫХ ДОВОДОЧНЫХ СТАНКАХ | 2001 |
|
RU2202462C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ КОЛЬЦЕОБРАЗНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 1999 |
|
RU2170650C1 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ ПРОВОЛОЧНО-АБРАЗИВНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2002 |
|
RU2230648C1 |
| Способ шлифования канала волоки | 1990 |
|
SU1801647A1 |
| Способ обработки отверстий | 1981 |
|
SU1066782A1 |
| Способ доводки плоских поверхностей деталей | 1976 |
|
SU650793A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2426633C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2039637C1 |
СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА, при котором инструменту в виде проволоки с режущими элементами и обрабатываемой детали типа втулки сообщают вращательное и возвратно-поступательное движения, отличающийся тем, что, с целью расщирения технологических возможностей, режущие элементы закрепляют на проволоке эксцентрично со сдвигом по фазе относительно друг друга так, что при введении их в обрабатываемое отверстие участки проволоки между режущими элементами деформируют на величину, равную Д 2 е -d. где Л - величина деформации участков проволоки; е- величина эксцентриситета режущих элементов; 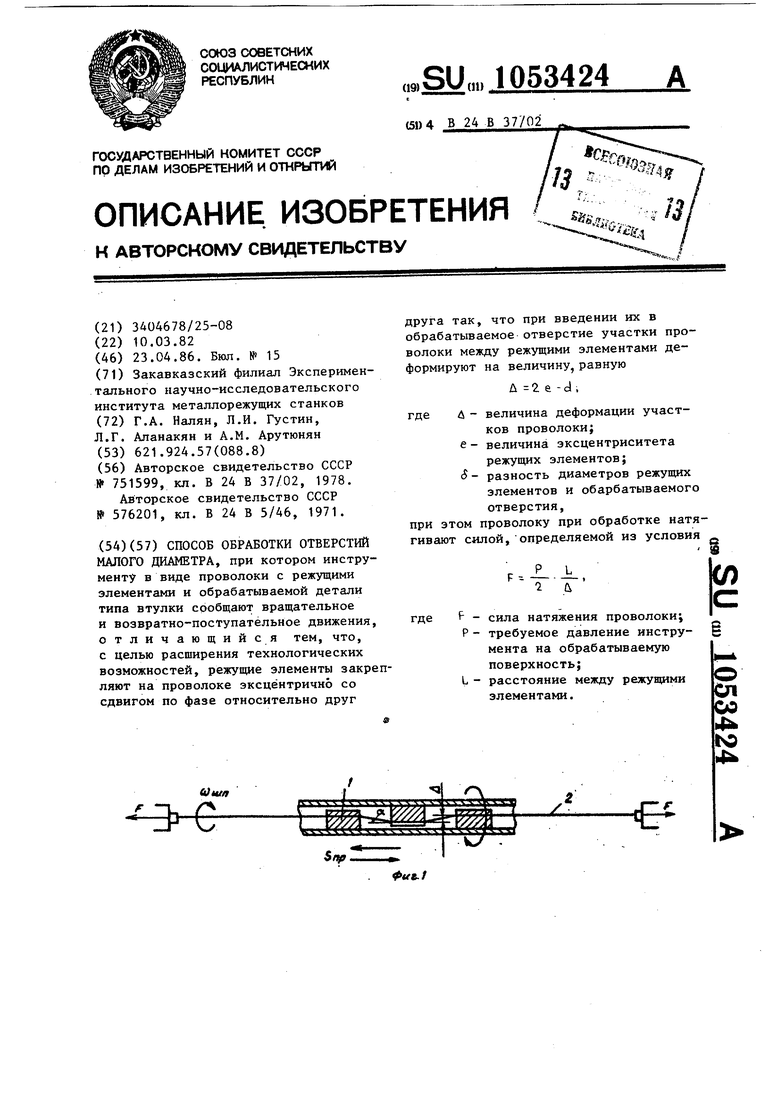
| Способ доводки отверстий | 1978 |
|
SU751599A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ шлифования отверстий малых диаметров | 1971 |
|
SU576201A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
