со сд Изобретение относит.ся к станко.строению и может быть использовано для чистовой обработки глубоких отверстий в деталях машин и приборов. Известен режущий инструмент из абразивных бусинок, нанизанных на гибкий стержень. Каждая бусинка изготовлена из металла и покрыта слоем из алмазных зерен на металлической связке. Между примыкакяцими одна к другой,бусинками помещены цилиндрические пружины, покрытые защктными втулками из мягкого материала. На торцах абразивных бусинок могут быть предусмотрены гнезда для концо пружин. Недостатком этого инструмента яв ляется его технологическая ограниченность, так как при обработке подобным инструментом отсутствует возможность регулирования давления инструмента на поверхность обрабаты ваемого отверстия. Требуемое давление обеспечивают подбором размера абразивных бусинок. I Известен также инструмент в виде режущих элементов, насаженных на проволоку эксцентрично и сдвинутых по фазе друг относительно друга. Пр введении инструмента в обрабатьшаемое отверстие участки проволоки меж ду эксцентричными режущими элемента ми деформируют на величину, равную Л-2е-(9, где Д- величина деформации участков проволоки} е- величина эксцентриситета режущих элементов; 5 - разность диаметров режущих элементов и обрабатьшаемог отверстия. Недостатком этого инструмента яв ляется его низкий срок службы. В пр цессе абразивной обработки режущие элементы взаимодействуют с поверхностью отверстия на отдельных участ ках, что приводит к снижению производительности обработки. При этом . имеющийся эксцентриситет режущих эл ментов е постоянно уменьшается, выз вая уменьщение деформации проволоки Л , а следовательно, и уменьшение давления в зоне обработки. Возникает необходимость более сильного натяжения проволоки. Иньми словами, обраба- 55 тывать отверстия подобным инструментом можно до тех пор, пока имеется эксцентриситет е .режущих элементов. 1 5 Однако при обработке отверстий малых диаметров (4-6 мм) обеспечить значительный эксцентриситет режущих элементов конструктивно невозможно. А это ведет к снижению долговечности инструмента. Целью изобретения является увеличение срока службы инструмента и по- вьппение производительности обработки. Цель достигается тем, что в инструменте, содержащем проволоку, на которой насажены цилиндрические режущие элементы, торцовые поверхности последних выполнены скощенными и установлены скосами в контакте одна с другой, при этом инструмент дополнительно снабжен двумя фиксирзпощими элементами, установленными по. краям режущих элементов, один из которых жестко закреплен на проволоке, а, другой установлен с возможностью осевого перемещения относительно нее. На чертеже изображен инструмент для обработки глубоких отверстий, общий вид. Цилиндрические режущие элементы 1 расположены на проволоке 2, которую пропускают через обрабатьшаемую деталь 3. По краям режущих элементов на проволоке установлены фиксирующие элементы 4 и 5, один из которых (4) жестко закреплен на проволоке, а второй (5) взаимодействует со свободно насаженной на проволоку втулкой 6, которая, в свою очередь, взаимодействует с гайкой 7, имеющей возможность перемещаться по втулке 8, жестко закрепленной на проволоке. На другом конце проволоки также закреплена втулка 9. Втулки 8 и 9 зажимаются в цангах 10. Для возможности деформации проволоки в режущих элементах выполнены расточки 11. Сборку инструмента производят следующим образом. На один конец проволоки 2, длина которой выбирается в зависимости от глубины обрабатываемого отверстия, неподвижно устанавливают, например с помощью гайки. втулку 9. Аналогично неподвижно устанавливают фиксируюащй элемент 4. Далее на проволоку 2 последовательно насаживают режущие э лементы 1 и фиксирующий элемент 5. Режущие элементы 1 могут перемещаться вдоль проволоки 2. Торцовые поверхности режущих элементов 1 косо срезаны под углом 45, а на фиксирзпяцнх элементах 4 и 5
срезан только один конец. Затем на проволоку 2 насаживают нажимную втулку 6 и в ее резьбовое отверстие вворачивают втулку 8, которую закрепляют неподвижно на проводоке 2 с помснцью пайки. На наружную резьбовую поверхность втулки 8 навинчивают фиксирующую гайку 7. После этого режущие злементы сопрягают друг с другом посредством их косых срезов и фиксируют в таком положении с помощь нажимной втулки 6, которую, вращая, подают вперед. Инструмент вводят в отверстие обрабатываемой детали 3, а втулки 8 и 9 зажимают в цангах 10 обрабатьшаняцего станка и натягивают проволоку 2 осевым перемещением одной из цанг 10. После установки инструмента втулку 6 подают вперед. При этом режущие элементы воспринимают осевую силу, а ввиду наличия на их концах косых срезов произойдет и31 прижатие к поверхности отверстия. Режущим злементам 1 крутящий момент передается посредством косых срезов. Цилиндрические режущие элементы в средней части имеют отверстие, через которое пропущена проволока 2, а для возможности ее деформации между режущими элементами по их концам выполнены расточки 11. При
обработке проволоке 2 сообщают вращательное движение, а детали 3 вращательное и возвратно- поступательное движения.
За счет того, что на определенной длине инструмента расположено больщее количество режущих элементов, увеличивающих площадь контакта, зшеличилась производительность обработки, а за счет того, что отсутствует зксцейтриситет, увеличился срок службы инструмента.
Предлагаемьм инструментом была проведена обработка отверстий трубок диаметрами 4 и 6 мм длиной 250 мм из хромоникелеврй стали марки Х18Н10Т При обработке использовали абразивную пасту зернистостью от 40-28 мкм до 7-5 мкм на последней операции. Полученный уровень шероховатости поверхности отверстия составил Р 0,160,08 мкм.
Съем металла в 0,1 г инструментом-прототипом был осзпцествлен за 20 мин, рассматриваемым инструментом - за 13 мин.
Таким образом, производительность обработки 1гвеличилась в 1,5 раза. В инструменте есть возможность регулировать давление обработки в щироком диапазоне.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий малого диаметра | 1982 |
|
SU1053424A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1995 |
|
RU2073598C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ИГЛОШЛИФОВАЛЬНЫМ ИНСТРУМЕНТОМ С ПРЕРЫВИСТОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2228128C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2003 |
|
RU2233737C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ШЛИФОХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2266804C1 |
| УПРУГИЙ ПОЛИРОВАЛЬНЫЙ КРУГ ИЗ АЛМАЗНО-АБРАЗИВНОЙ ШКУРКИ | 2004 |
|
RU2261167C1 |
| УСТРОЙСТВО ДЛЯ ОСЦИЛЛИРУЮЩЕГО ШЛИФОХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2263017C1 |
| ИГЛО-АБРАЗИВНО-АЛМАЗНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2236934C1 |
| УПРУГИЙ ИНСТРУМЕНТ ДЛЯ ЗУБОХОНИНГОВАНИЯ | 2004 |
|
RU2265502C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2261163C1 |
ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ, содержащий проволоку, на которой насажены цилиндрические режущие элементы, отличающийся тем, что, с целью увеличения срока службы инструмента и повышения производительности обработки, торцовые поверхности режущих элементов выполнены скошенными и установлены скосами в контакте одна с другой, при этом инструмент дополнительно снабжен установленными по краям режущих элементов двумя фиксирующими элементами, один из которых жестко закреплен на проволоке, а дру- гой установлен с возможностью осевоko го перемещения относительно нее.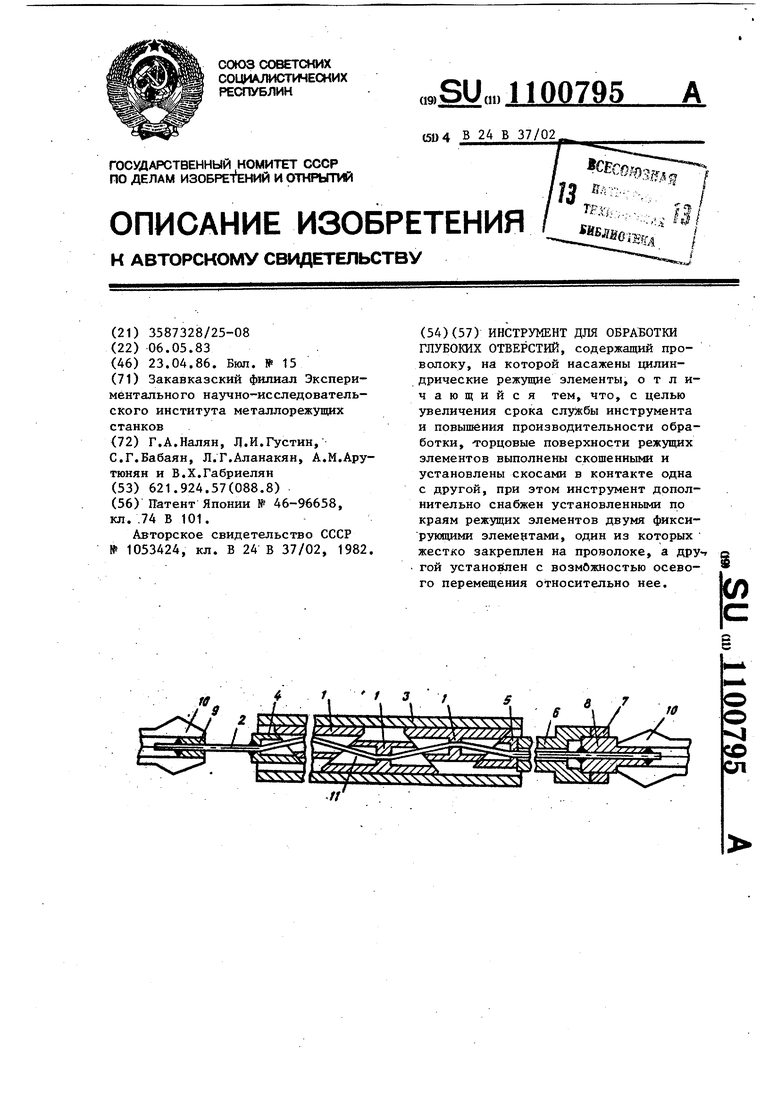
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
| Способ обработки отверстий малого диаметра | 1982 |
|
SU1053424A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
