S
(Л
ел
4 О ГчЭ
О5 Изобретение относится к машиностроению, в частности к обработке металлов резанием, и предназначено для полирования и очистки от коррозии проволоки. Известно устройство для полирования проволоки при продольном перемещении ее между торцовыми поверхностями подпружиненных полировальных кругов, содержащее механизм планетарного вращения последних 1. Недостатками устройства являются низкая производительность, обусловленная обработкой проволоки только по одной ветви и сложность конструкции, вызванная наличием механизма вращения кругов по окружности, описанной вокруг обрабатываемой поверхности. Цель изобретения - повышение производительности одновременного встречного протдгивания проволоки между торцовыми поверхностями полированных кругов. Указанная .цель достигается тем, что в устройстве для полирования проволоки при продольном ее протягивании между торцовыми поверхностями подпружиненных полированных кругов, содержащем оппозитивно расположенные полировальные круги, привод их вращения, барабан-бухтодержатель и наматывающ-ее устройство, механизм протягивания выполнен в виде системы роликов, установленных в перпендит кулярных плоскостях. На фиг. 1 дано устройство, общий вид; на фиг. 2 - схема обработки. Устройство сострит из оправки 1, на которой оппозитивно установлены левый 2 и правый 3 полированные круги, содержащие ступицы 4 с закрепленными абразивными эластичными лепестками 5, образующими торцовые поверхности 6. Полированные круги соединены с оправкой шпонками 7. Правый по; ированный круг 3 жестко закреплен на оправке 1, левый 2 установлен с возможностью осевого перемещения под действием пружины 8. Оправка 1 конической поверхностью 9 устанавливается в шпиндель привода. По обе стороны полированных кругов установлены стойки. 10 и И с нижними 12 и верхними 13 направляюшими втулками. Проволока 14 намотана на барабан-бухтодержатель 15, пропускается через нижнюю направляющую втулку 12 стойки 10, между торцовыми поверхностями 6 полировальных кругов 2 и 3, нижнюю направляющую втулку 12стойки 11, направляющие ролики 16-20, верхнюю направляющую втулку 13 стойки 11, между торцовыми поверхностями 6 полировальных кругов во встречном направлении, через верхнюю направляющую втулку 13стойки 10, направляющий ролик 21 на наматывающее устройство. Устройство работает следующим образом. Включается вращение щпинделя привода с оправкой и приемного наматывающего устройствоа. Проволока 14, перемещаясь в продольном направлении от барабанабухтодержателя 15 через нижнюю направляющую втулку стойки 10, протягивается между торцовыми поверхностями 6 вращающихся полировальных кругов 2 и 3. Пружина 8 поджимает левый полировальный круг 2 торцовой поверхностью к торцовой поверхности 6 правого полировального круга 3. При контакте с проволокой 14 абразивные эластичные лепестки изгибаются, охватывая и полируя цилиндрическую поверхность проволоки. Нижняя ветвь проволоки в соответствии с направлением вращения полировальных кругов (указано стрелкой) полируется на дуге adc на входе и на дуге авс на выходе из зоны контакта с полировальными кругами (фиг. 2), цалее проходит через нижнюю направляющую втулку 12 (фиг. 1) стойки lU направляющие ролики 16 и 17, направляющим роликом 18 изгибается в плоскости, перпендикулярной торЦовым поверхностям 6 полировальных кругов, через направляющие ролики 19 и 20, верхнюю направляющую втулку 13 стойки 11, переходит в верхнюю встречную ветвь проволоки. Верхняя встречная ветвь проволоки полируется на дуге Bcd на входе и на дуге Bad на выходе проволоки из зоны контакта с полировальными кругами. При изгибе проволоки через направляющий ролик 18 происходит поворот ее на 90°, в результате чего точка а на поверхности нижней ветви проволоки (фиг. 1), обращенная к торцовой поверхности полировального круга 2, при прохождении через направляющий ролик 18 переходит в верхнее положение и на верхней встречной ветви смещается относительно нижней ветви на 90° Абразивные эластичные лепестки 5, огибая цилиндрическую поверхность проволоки, полируют ее неравномерно. Наибольшая интенсивность обработки происходит в точках, расположенных в диаметральной плоскости, перпендикулярной торцовым поверхностям полировальных кругов точки а; с; и в; d. В результате поворота верхней встречной ветви проволоки относительно нижней на 90° точки а и с нижней ветви проволоки при переходе на верхнюю ветвь переходят из зоны наибольшей интенсивности обработки в зону наименьшей интенсивности обработки, соответственно меняется положение остальных точек поверхности. Предлагаемое устройство обеспечивает равномерную обработку всех точек цилиндрической поверхности проволоки.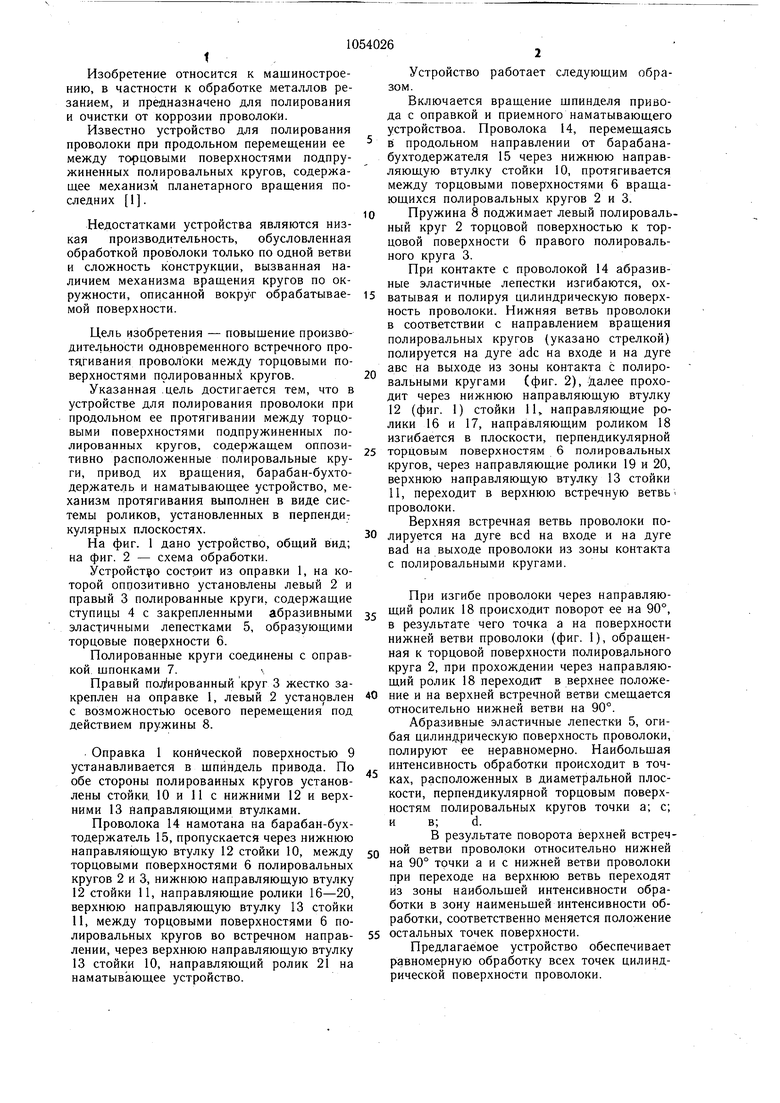
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛИРОВАНИЯ РАЗЛИЧНЫХ ДЕТАЛЕЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1993 |
|
RU2063319C1 |
| Устройство для дорнования отверстия трубы | 1990 |
|
SU1706847A1 |
| СПОСОБ ПОЛИРОВАНИЯ КРИВОЛИНЕЙНОЙ КРОМКИ ПЕРА ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2010 |
|
RU2464148C2 |
| ПОЛИРОВАЛЬНАЯ КОМПОЗИЦИЯ | 2014 |
|
RU2646938C2 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Полировальный станок | 1981 |
|
SU948632A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2001 |
|
RU2260872C2 |
| Устройство для изготовления полировальных кругов | 1983 |
|
SU1135627A1 |
| Способ изготовления полировального круга | 1989 |
|
SU1703432A1 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2086394C1 |
УСТРОЙСТВО ДЛЯ ПОЛИРОВАНИЯ ПРОВОЛОКИ при продольном ее протягивании между торцовыми поверхностями р. - ; : т(.1 ; :у , . : tiiji.. .,,. .. подпружиненных полированных углов, содержащее оправку с установленными оппозитивно полированными кругами, привод, барабан-бухтодержатель, наматывающее устройство и механизм протягивания, ргличающееся тем, что, с целью повышения производительности путем одновременного встречного 1 ротягивания проволоки между торцовыми поверхностями полированных кругов, механизм протягивания выполнен в виде системы роликов, установленных в перпендикулярных плоскостях.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для полирования проволоки | 1977 |
|
SU649553A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
