1
(21)4396973/05
(22)24.09.88
(46) 23.04.91. Бюл. № 15
(71)Всесоюзный научно-исследовательский институт по монтажным и специальным строительным работам
(72)С.Н.Эпельфельд, Л.М.Имульский и М.П.Платонов
(53)678.057(088.8)
(56)Патент СССР 506278, кл. В 29 С 57/02, 1970.
(54)УСТАНОВКА ДЛЯ ОБРАБОТКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ
(57)Изобретение относится к устройствам для переработки пластмасс, а более конкретно к устройству для обработки кондов труб формованием при изготовлении патрубков из длинномерных заготовок. Цель изобретения - расширение технологических возможностей и упрощение конструкции. Для этого в установке, содержащей отрез-- ное устройство, включающее нож, и формующее устройство, включающее под- вижную плиту с пуансоном, отрезное
устройство кинематически связано с подвижной плитой формующего устройства посредством рычага и гибкого элемента. Кроме того, отрезное устройство снабжено рамой с направляющими, установленной с возможностью поворота относительно ее продольной оси, и гибкой тягой с направляющими роликами, а нож установлен на раме и снабжен со стороны режущей кромки П-образной траверсой. Один конец гибкой тяги связан с П-образной траверсой, ее другой конец - с ножом, а средняя часть тяги посредством рычага - с подвижной плитой формую-1 щего устройства. Кроме того, отрезное устройство снабжено опорой с осью, установленной на основании формующего устройства, с возможностью продольного перемещения, а рычаг средней частью установлен на оси опоры и в средней части выполнен с рядом отверстий для размещения оси опоры, а его концы шарнирно соединены с подвижной плитой формующего устройства и средней частью гибкой тяги. 2 з.п. ф-лы, 4 ил.
V)
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки анодного лепестка электролитического конденсатора | 1976 |
|
SU577572A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| Установка для обработки штучных длинномерных заготовок | 1989 |
|
SU1660807A1 |
| Установка для формования волокнистых плит | 1986 |
|
SU1357245A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ АРМАТУРНОЙ КАТАНКИ МОНТАЖНЫХ ПЕТЕЛЬ | 1971 |
|
SU428840A1 |
| Устройство для изготовления изделий из длинномерного материала | 1982 |
|
SU1072974A1 |
| Способ формования скорлуп из минераловатного ковра и устройство для его осуществления | 1985 |
|
SU1342738A1 |
Изобретение относится к монтажным и специальным работам с пластмассовыми трубопроводами, в частности к изготовлению формованием из i пластмассовых труб, преимущественно большого диаметра, изделий типа буртовых втулок, переходов, муфт и др.
Цель изобретения - расширение технологических возможностей и упрощение конструкции.
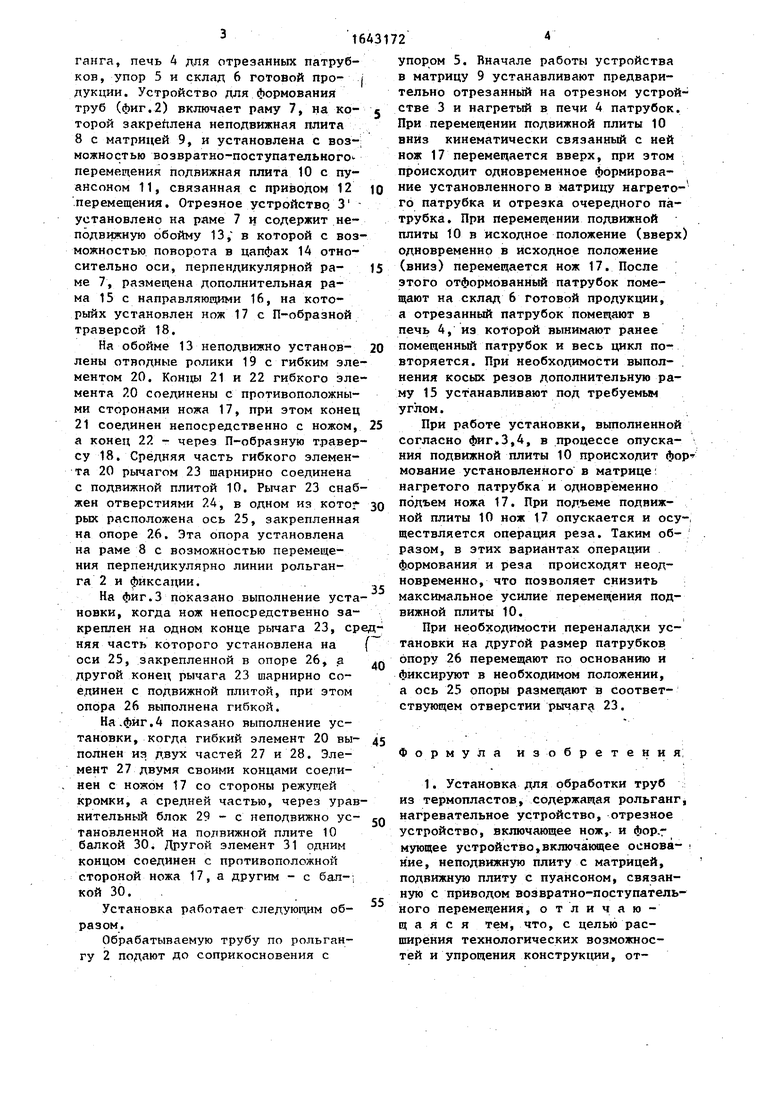
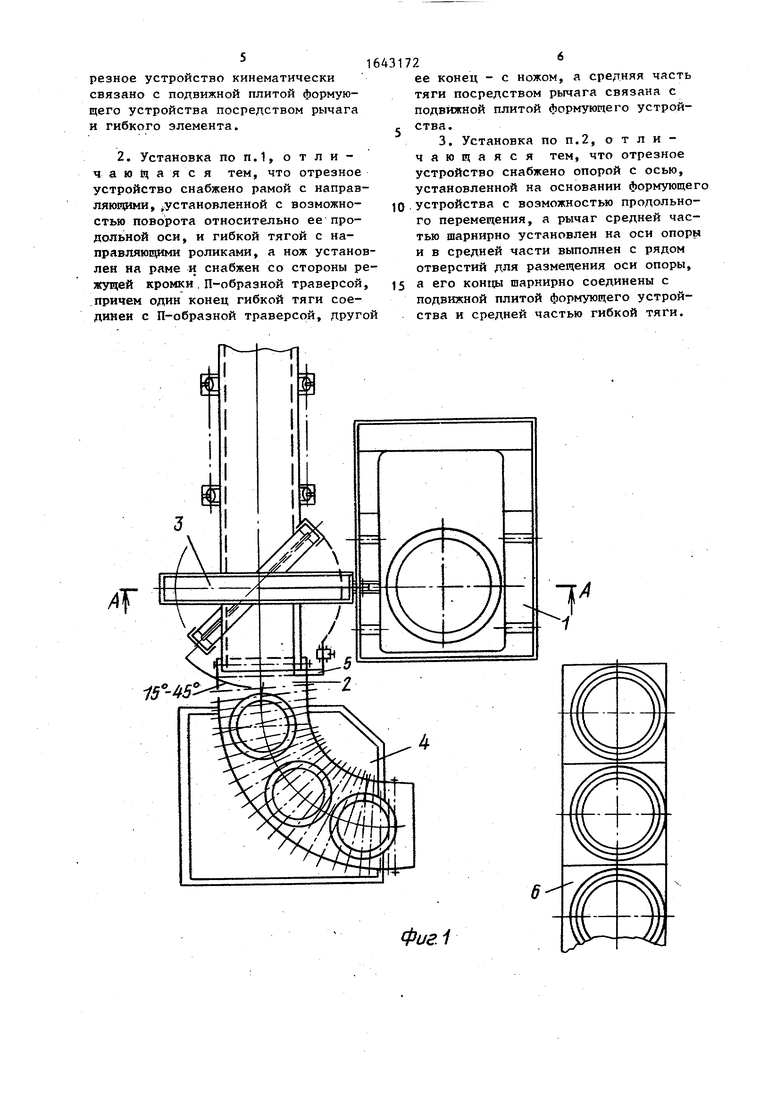
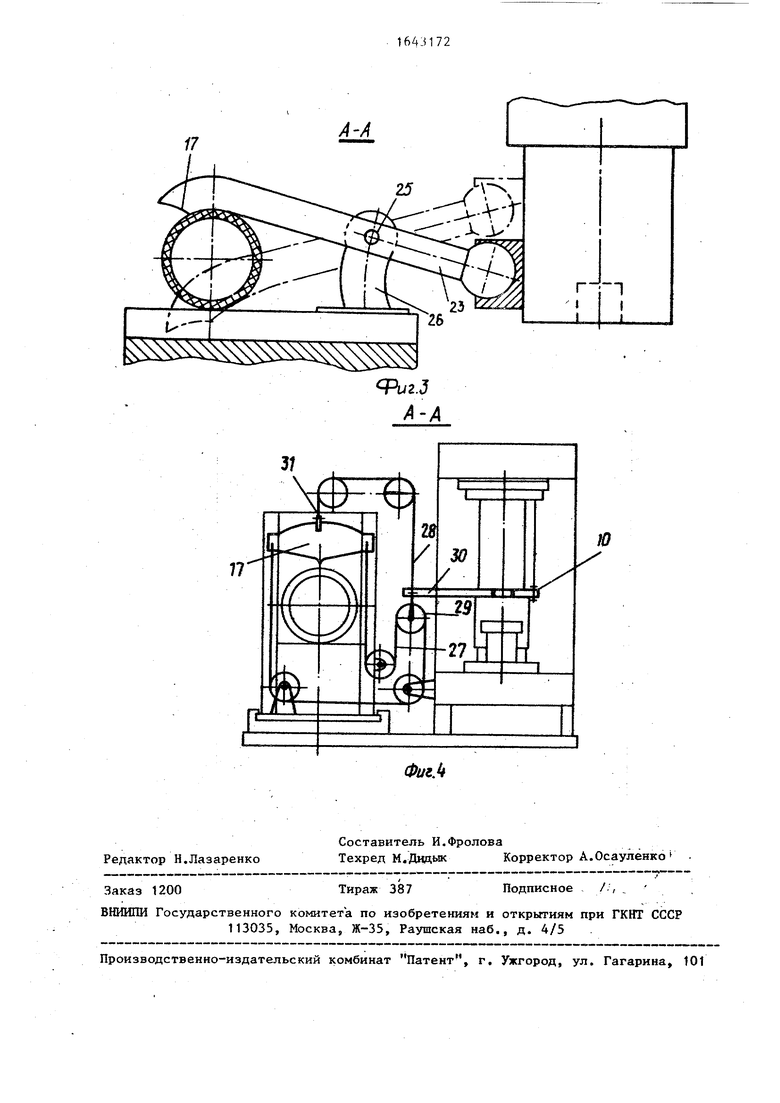
На фиг.1 показана установка для обработки труб из термопластов, план; на фиг.2 - разрез А-А на фиг.1;, на фиг.З и 4 - то же, варианты исполнения.
Установка для обработки труб из термопластов содержит устройство 1 для формования труб, рольганг 2 для подачи труб, отрезное устройство 3, установленное на линии этого рольганга, печь 4 для отрезанных патрубков, упор 5 и склад 6 готовой про- дукции. Устройство для формования труб (фиг.2) включает раму 7, на ко- торой закреплена неподвижная плита 8 с матрицей 9, и установлена с возможностью возвратно-поступательного - перемещения подвижная плита 10 с пуансоном 11, связанная с приводом 12 перемещения. Отрезное устройство 3 - установлено на раме 7 и содержит неподвижную обойму 13; в которой с возможностью поворота в цапфах 14 относительно оси, перпендикулярной ра- ме 7, размещена дополнительная рама 15 с направляющими 16, на кото- рыйх установлен нож 17 с П-образной траверсой 18.
На обойме 13 неподвижно уставов- лены отводные ролики 19 с гибким элементом 20. Концы 21 и 22 гибкого эле мента 20 соединены с противоположными сторонами ножа 17, при этом конец 21 соединен непосредственно с ножом, а конец 22 - через П-образную траверсу 18. Средняя часть гибкого элемента 20 рычагом 23 шарнирно соединена с подвижной плитой 10. Рычаг 23 снабжен отверстиями 24, в одном из кото рых расположена ось 25, закрепленная на опоре 26. Эта опора установлена на раме 8 с возможностью перемещения перпендикулярно линии рольганга 2 и фиксации.
На фиг.З показано выполнение установки, когда нож непосредственно закреплен на одном конце рычага 23, ср
няя часть которого установлена на оси 25, закрепленной в опоре 26, а другой конец рычага 23 шарнирно соединен с подвижной плитой, при этом опора 26 выполнена гибкой.
На.фиг.4 показано выполнение установки, когда гибкий элемент 20 выполнен из двух частей 27 и 28. Элемент 27 двумя своими концами соединен с ножом 17 со стороны режущей кромки, а средней частью, через уравнительный блок 29 - с неподвижно установленной на подвижной плите 10 балкой 30. Другой элемент 31 одним
концом соединен с противоположной стороной ножа 17, а другим - с бал-, кой 30.
Установка работает следующим образом.
Обрабатываемую трубу по рольгангу 2 подают до соприкосновения с
0
0
упором 5. Вначале работы устройства в матрицу 9 устанавливают предварительно отрезанный на отрезном устройстве 3 и нагретый в печи 4 патрубок. При перемещении подвижной плиты 10 вниз кинематически связанный с ней нож 17 перемещается вверх, при этом происходит одновременное формирование установленного в матрицу нагретого патрубка и отрезка очередного патрубка. При перемещении подвижной плиты 10 в исходное положение (вверх) одновременно в исходное положение (вниз) перемещается нож 17. После этого отформованный патрубок помещают на склад 6 готовой продукции, а отрезанный патрубок помещают в печь 4, иэ которой вынимают ранее помещенный патрубок и весь цикл повторяется. При необходимости выполнения косых резов дополнительную раму 15 устанавливают под требуемым углом.
При работе установки, выполненной согласно фиг.3,4, в процессе опускания подвижной плиты 10 происходит фор- мование установленного в матрице нагретого патрубка и одновременно подъем ножа 17. При подъеме подвижной плиты 10 нож 17 опускается и осу-, ществляется операция реза. Таким образом, в этих вариантах операции формования и реза происходят неодновременно, что позволяет снизить максимальное усилие перемещения подвижной плиты 10.
При необходимости переналадки установки на другой размер патрубков опору 26 перемещают по основанию и фиксируют в необходимом положении, а ось 25 опоры размещают в соответствующем отверстии рычага 23.
Формула изобретения
15°-45
Фиг1
Г-
Г
з- о
31
Редактор Н.Лазаренко
Составитель И.Фролова
Техред М.Дидык Корректор А.Осауленко
Заказ 1200
Тираж 387
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг-J А-А
ФигА
Подписное /., .
