Изобретение oTHociwcfl к проиавоцству профилированных стро 1тепьных и&цепий из вспенивакшихся материалов, в частности для проиввоцства пористых трубчатых заг товок, используемых для теплоизоляции . трубопроводов. Известно устройство для изготовления вспененных изделиЙ содержащее форму с подъемной крышкой и откидными стенками узел васыпки гранул . К недостаткам этого Устройства относится невысокая производительность в связи с необходимостью очистки и смазки поверхности формы перед загрузкой очередной порции гранул. Наиболее близким к изобретению является устройство для изготовления-изделий из вспенивающихся материалов, содержащее форму с крышкой, торцовыми стенками и днищем с закрепленными на нем очистными щетками, узел заливки, компонентов и выталкиватель, снабженный очистными щетками 2 J , Недостатком данного устройства является низкая производительность, так как рабочий цикл, включающий время на запо нениеформы вспенивающейся смесью, выдержку на по ли конденсацию, раскрывание, формы, выталкивание готового изделия, возврат толкателя в крайнее положение и закрывание формы, суммарное время на раскрытие формы, возврат тошсателя в крайнее положение и закрывание формы дай .интенсивно вспенивающихся материалов составляет 10-1596 от рабочего цикла, что уветачивает цикп изготовления изделий. Целью изобретения является уменьшение произвоаственного цикла при изготовч пении изделий типа полуцилиндров. Указанная цель достигается тем, что в устройстве для изготовления изделий из вспенивакяцихся материалов, содержащем форму о крышкой, торцовыми стенками и днищем с закрепленными на ьнем очистными щетками, узел заливки компонентов и выталкиватель, снабженный очистными щетками, днище формы установлен но с возможностью поворота в горизбнтапьной плоскости на осях, смонтированнЬ1х в торцовых стенках формы, а очистные шеткн закрепйены прпериметру днища, при этом выталкиватель смонтирован на одной из торцовых стенок формы под дншдем вне формы. На фиг. 1 схематично представлено устройство -продольный разрез; на фиг, 2 1 D862 86 сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1. Устройство содержит форму 1, выполненную в виде полуцилиндра с торцовыми стенками 2 и 3, узел 4 заливки исходных компонентов, днище 5, снабженное по периметру очистными щетками 6. Днище 5 установлено на горизонтальных осях 7, размещенных в торцовых стенках 2 и 3. С помощью механизмов 8 осуществляется поворот днища на 180. К днищу 5 прикреплены с двух сторон цорны 9 и 1О. Выталкиватель 11 с очистными щетками 12 и приводом 13 расположен под днищем 5 вне формы и закреплен на одной из торцовых стенок. Механизмы 8 поворота днища 5 снабжены приводом 14. Для транспортировки готовых изделий устройство снабжено конвейером 15. Устройство работает следукяцим образом. В форму 1 через узел 4 заливки йс-. ходных компонентов подается требуемое количество смеси. После выдержки вре- ; мени на процессе поликонденсации и вклю- чается привод 14 механизмов 8 поворота днища 5. ДнЕш.е Б поворачивается вокруг осей 7 на 18О°и выводится готовое изделие из формы 1 с одновременной очисткой внутренних поверхностей формь 1 и торцовых стенок 2 и 3 от адгезионного слоя. Сразу же после поворота днища 5 на 180° в форму 1 через узел 4 заливки опять поступает смесь исход 1ых компонентов. Одновременно с заливкой смеси в форму 1 включается привод 13 выталкивателя 11, который сталкивает готовое изделие с днщца на. KOHBejSep 15, и очщцает наружную часть днища 5 и дорн 9 от адгезионного слоя. После затвердевания вспенивающегося материала, снова происходит поворот днища 5, валивка-исходных компонентов в форму, съем готового изделия и очистка наружной части днища 5 и дорна 10, Использование данного устройства для по)пучения изделий из интенсивно вспени- ваклцихся материалов позволяет увеличить производительность на 10-15% на счёт исключения или совмещения отдельных тактов из рабочего цикла . Так, например, процесс снятия изделия и очистки днвшш происходит во амя формования изделия, а процессы открывания, закрывания формы и выталкивания изделия заменены одним тактом-выталкивание изделия.
Х-Д
ВидБ
П
Фи1.3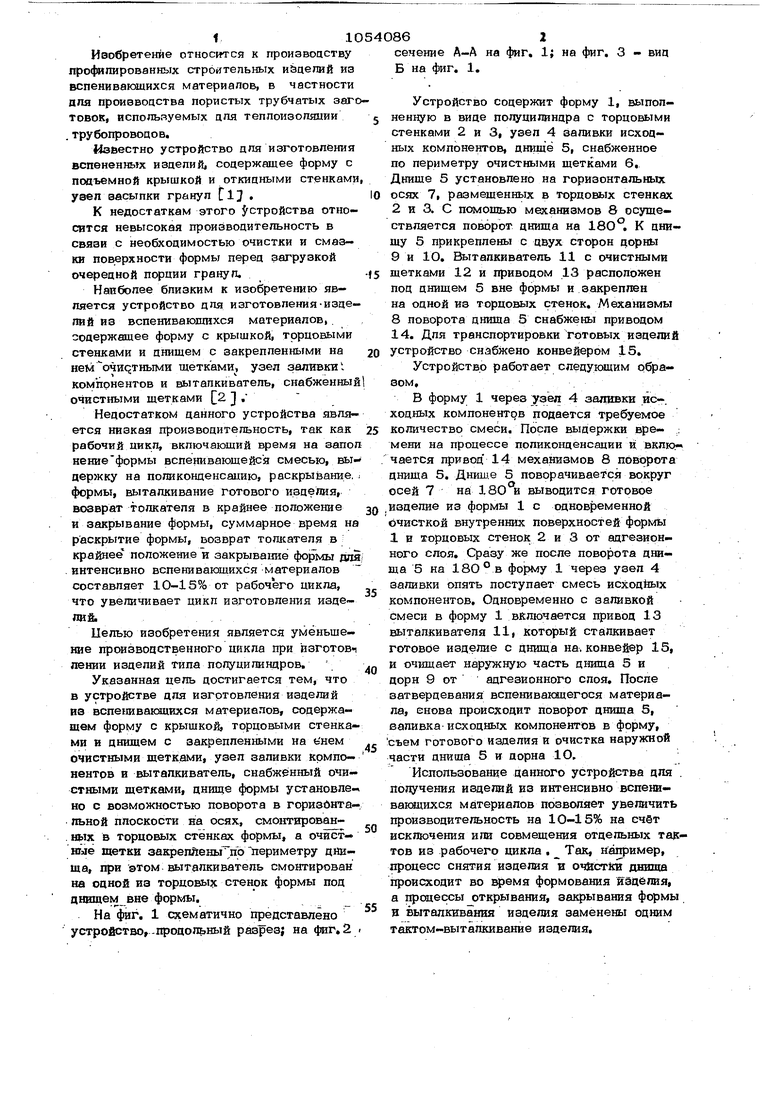
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления изделий из фенопенопласта | 1977 |
|
SU666094A1 |
| Устройство для изготовления изделий из вспенивающихся материалов | 1987 |
|
SU1470565A1 |
| Устройство для изготовления плит из вспенивающихся материалов | 1984 |
|
SU1171331A1 |
| Устройство для изготовления изделий из вспенивающихся материалов | 1983 |
|
SU1098817A1 |
| Устройство для литья под давлением полимерных материалов | 1978 |
|
SU753351A3 |
| Карусельная установка для изготовления гипсовых строительных изделий | 1982 |
|
SU1102674A1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| Форма для изготовления изделий из вспенивающихся материалов | 1987 |
|
SU1431953A1 |
| Устройство для изготовления изделий из вспенивающихся материалов | 1988 |
|
SU1641640A1 |
| Вагоноопрокидыватель для разгрузки и очистки полувагонов | 1987 |
|
SU1553487A1 |

УСТРОЙСТВО ДЛЯ ИЯ ОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ВСПЕНИВАЮЩИХСЯ МАТЕРИ АЛОВ, содержащее форму с крьшкой, tc uoBbiMid стенками и днищем с вакреппенньтмн на нем очистными шет|ками, увеп ваяивкв компонентов и вытап- киватепь, снабженный .очистными щетками, о т п в ч а ю щ е е с я, тем, что, . :с. цепью уменьшения производственного цикла при й агрто&пенви изделий типа полуцилиндров, днщце формы установпеас с возможностью поворота в горизонтальной :плоскости на осях смонтированных в тор:до№1х стенках формы, а очистные щетки закрепяены по периметру днища, при этом выталкиватель смонтирован на одной из торцовых стенок формы под днищем вне (Л эмы. ел о 00 о -Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Годило П | |||
| В | |||
| и др | |||
| Беспрессовыв пенойпасты в строитепьных конструкциях; М., Стройиэдат, 1969, с | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Солесос | 1922 |
|
SU29A1 |
