со
SСАЗ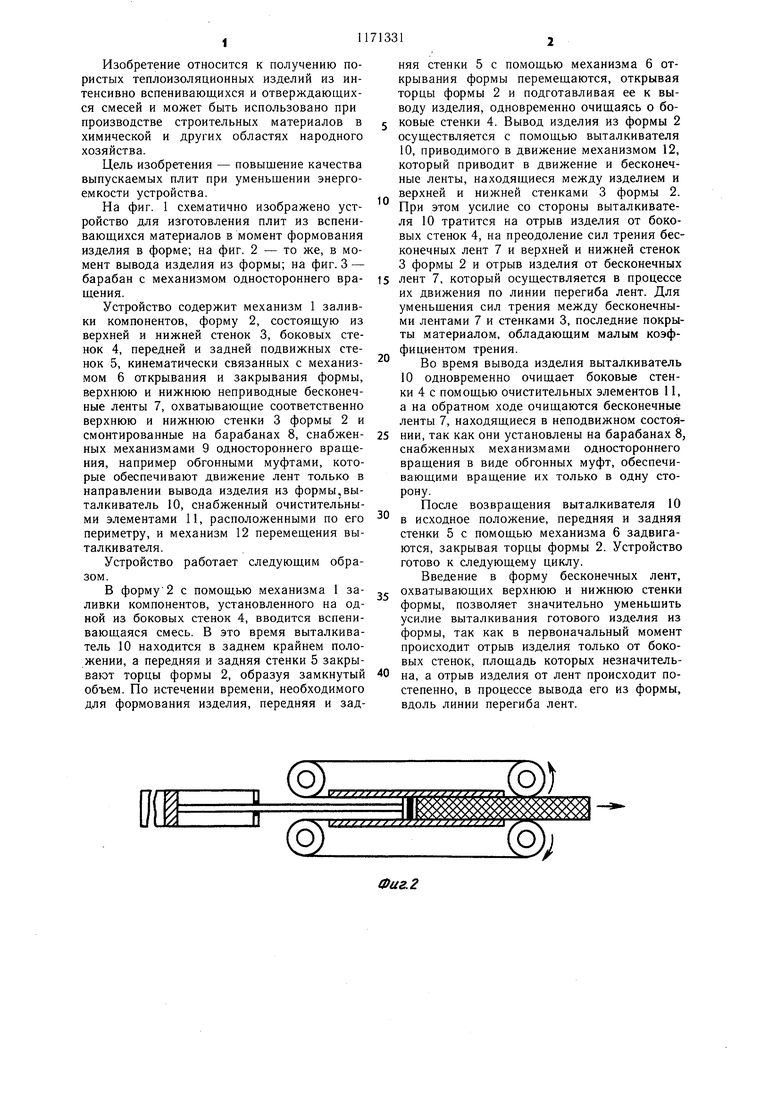
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий из вспенивающихся материалов | 1988 |
|
SU1641640A1 |
| Устройство для изготовления плит из вспененных материалов | 1986 |
|
SU1321606A1 |
| Автомат для изготовления изделий из фенопенопласта | 1977 |
|
SU666094A1 |
| Устройство для изготовления изделий из вспенивающихся материалов | 1982 |
|
SU1054086A1 |
| Устройство для прессования растительного материала | 1974 |
|
SU662060A1 |
| Устройство для изготовления изделий из вспенивающихся материалов | 1985 |
|
SU1279838A1 |
| Карусельная формовочная установка | 1982 |
|
SU1106658A1 |
| МАШИНА ДЛЯ НЕПРЕРЫВНОЙ ОТЛИВКИ ПОД ДАВЛЕНИЕМ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1936 |
|
SU49076A1 |
| МАШИНА ДЛЯ УПАКОВКИ ИЗДЕЛИЙ ПРЯМОУГОЛЬНОЙФОРМЫ | 1966 |
|
SU177791A1 |
| Ленточный ковшовый элеватор | 1987 |
|
SU1446063A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ВСПЕНИВАЮЩИХСЯ МАТЕРИАЛОВ, содержащее форму, ме.ханизм открывания и закрывания формы, узел заливки компонентов, выталкиватель и очистительные элементы, расположенные по периметру выталкивателя, отличающееся тем, что, с целью повышения качества выпускаемых плит при уменьшении энергоемкости устройства, оно снабжено неприводными бесконечными лентами, охватывающими верхнюю и нижнюю стенки формы и смонтированными на барабанах, снабженных механизмами одностороннего вращения. (Л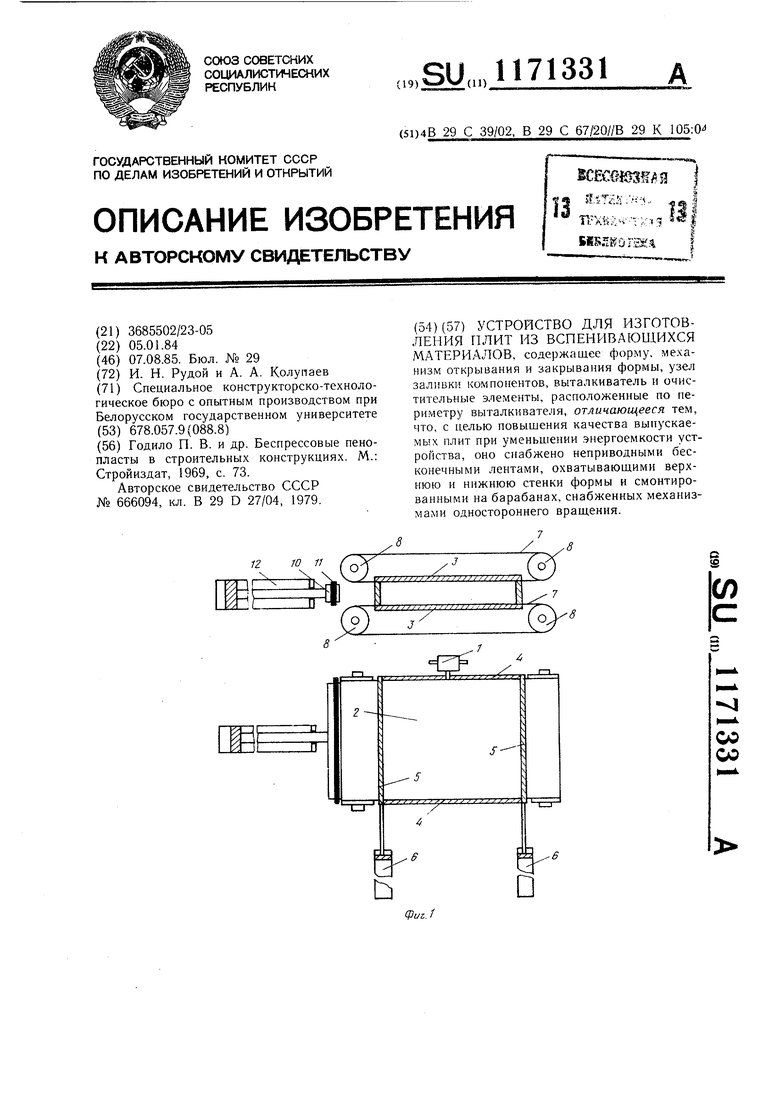
Изобретение относится к получению пористых теплоизоляционных изделий из интенсивно вспенивающихся и отверждающихся смесей и может быть использовано при производстве строительных материалов в химической и других областях народного хозяйства.
Цель изобретения - повышение качества выпускаемых плит при уменьшении энергоемкости устройства.
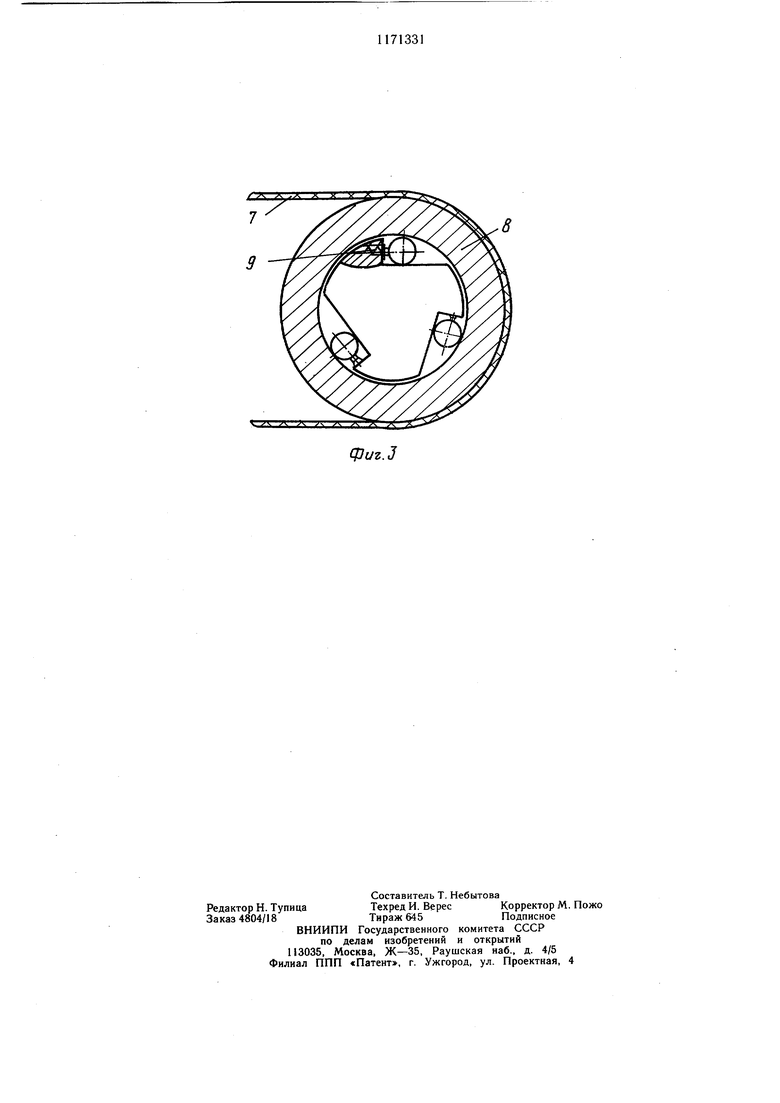
На фиг. 1 схематично изображено устройство для изготовления плит из вспенивающихся материалов в момент формования изделия в форме; на фиг. 2 - то же, в момент вывода изделия из формы; на фиг. 3 - барабан с механизмом одностороннего вращения.
Устройство содержит механизм 1 заливки компонентов, форму 2, состоящую из верхней и нижней стенок 3, боковых стенок 4, передней и задней подвижных стенок 5, кинематически связанных с механизмом 6 открывания и закрывания формы, верхнюю и нижнюю неприводные бесконечные ленты 7, охватывающие соответственно верхнюю и нижнюю стенки 3 формы 2 и смонтированные на барабанах 8, снабженных механизмами 9 одностороннего вращения, например обгонными муфтами, которые обеспечивают движение лент только в направлении вывода изделия из формы.выталкиватель 10, снабженный очистительными элементами 11, расположенными по его периметру, и механизм 12 перемещения выталкивателя.
Устройство работает следующим образом.
В форму 2 с помощью механизма 1 заливки компонентов, установленного на одной из боковых стенок 4, вводится вспенивающаяся смесь. В это время выталкиватель 10 находится в заднем крайнем положении, а передняя и задняя стенки 5 закрывают торцы формы 2, образуя замкнутый объем. По истечении времени, необходимого для формования изделия, передняя и задняя стенки 5 с помощью механизма 6 открывания формы перемещаются, открывая торцы формы 2 и подготавливая ее к выводу изделия, одновременно очищаясь о боковые стенки 4. Вывод изделия из формы 2 осуществляется с помощью выталкивателя 10, приводимого в движение механизмом 12, который приводит в движение и бесконечные ленты, находящиеся между изделием и верхней и нижней стенками 3 формы 2. При этом усилие со стороны выталкивателя 10 тратится на отрыв изделия от боковых стенок 4, на преодоление сил трения бесконечных лент 7 и верхней и нижней стенок 3 формы 2 и отрыв изделия от бесконечных
5 лент 7, который осуществляется в процессе их движения по линии перегиба лент. Для уменьшения сил трения между бесконечными лентами 7 и стенками 3, последние покрыты материалом, обладающим малым коэффициентом трения.
Во время вывода изделия выталкиватель 10 одновременно очищает боковые стенки 4 с помощью очистительных элементов 11, а на обратном ходе очищаются бесконечные ленты 7, находящиеся в неподвижном состоя5 НИИ, так как они установлены на барабанах 8, снабженных механизмами одностороннего вращения в виде обгонных муфт, обеспечивающими вращение их только в одну сторону.
После возвращения выталкивателя 10
в исходное положение, передняя и задняя стенки 5 с помощью механизма 6 задвигаются, закрывая торцы формы 2. Устройство готово к следующему циклу.
Введение в форму бесконечных лент,
- охватывающих верхнюю и нижнюю стенки формы, позволяет значительно уменьшить усилие выталкивания готового изделия из формы, так как в первоначальный момент происходит отрыв изделия только от боковых стенок, площадь которых незначительна, а отрыв изделия от лент происходит постепенно, в процессе вывода его из формы, вдоль линии перегиба лент.
8
Фиг.З
| Годило П | |||
| В | |||
| и др | |||
| Беспрессовые пенспласты в строительных конструкциях | |||
| М.: Стройиздат, 1969, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
| Автомат для изготовления изделий из фенопенопласта | 1977 |
|
SU666094A1 |
| Солесос | 1922 |
|
SU29A1 |
