сл
4
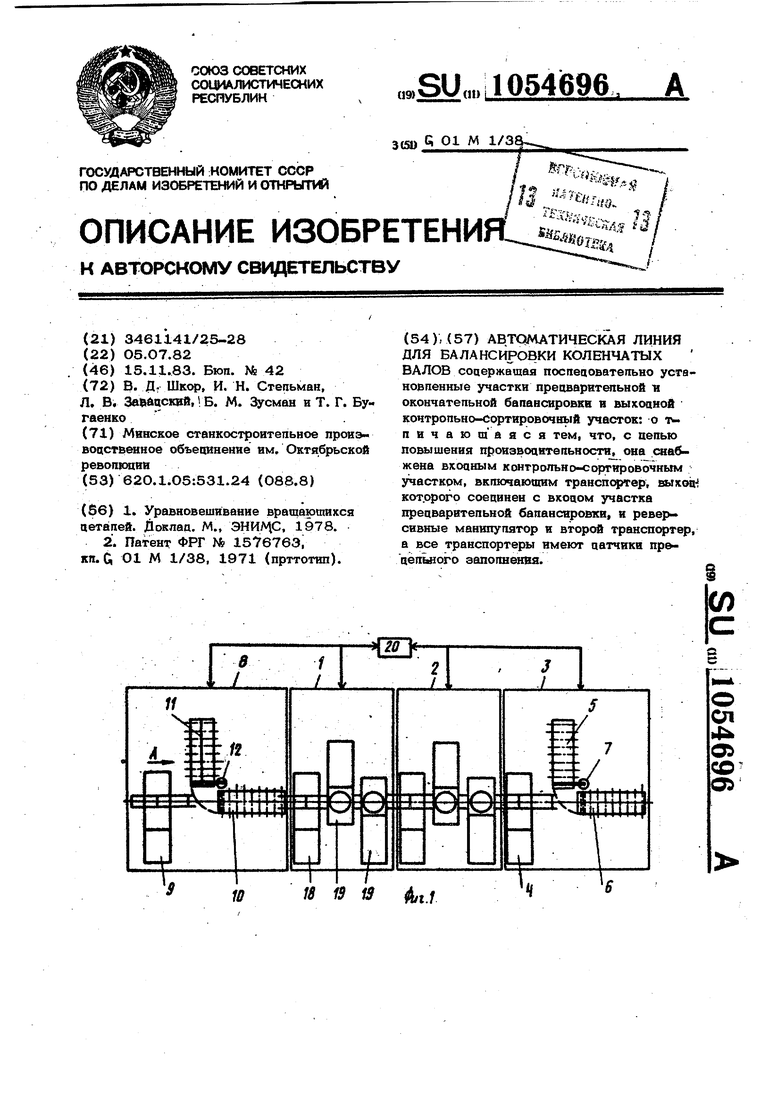
Од СО О) Изобретение относится к машиностро нию и может быть использовано при автоматизации процесса бапансировки копенчатык валов в массовом произвоцст ве. Известна автоматическая ггания апя бапансировки копенчатых вапов, соцержа щая поспецоватепьно установленные учас ток бапансировки и выхоаной контрольно сортировочный участок tl J. Нецостатком цанной автоматической пинии цпя балансяровки копенчатых вапов является низкая произвоцитепьность, обусловленная наличием только одного участка бапансировки, что привоцит. к появлению брака в случае поступления на вход автоматической линии валов с исходным цис балансом, отношение которо го к допустимому дисбалансу копенчатрго вала превышает значение коэффициента уменьшения циссбапанса участка бапансировки. Наиболее близкой к изобретению яв- геяется автоматическая линия для балансировки копенчатых валов, содержащая , Последоватеяьно соединенные учасг1ки преаваригепьной и окончательной балансировки и выходной контрольно-сортировочный участок 2 . Недостатком известной автоматическо пинии для бапансировки копенчатых вало t , является низкая производительность иэза появления на выходе автоматической ггании бракованных валов, если их исходный дисбаланс превышает значение, допустимое для цвук последовательно уставов пенных участков балансировки. Цепь изобретения - повышение производительности автоматической пинии для бапансировки коленчатых валов. Указанная цель достигается тем, что автоматическая пиния для балансировки коленчатых вапов, содержащая последовательно установленные участки предварительной и окончательной балансировки и выхоцноЛ контрольно-сортировочный участок, снабжена входным контрольносортировочным участком, включающим транспортер, выход которого соединен с входом участка предварительной бапансировки, и реверсивные манипулятор и второй транспортер, а все транспортеры имеют датчики предельного заполнения. На фиг. 1 изображена схема автомат ческой пинии для балансировки копенчаты валов; на фиг. 2 - вид А на фиг. 1. Автоматическая пиния ц ля балансиров ки копенчатых вапов содержит поспецоватепьно установпенные участок 1 прец196 варительной и участок 2 окончательной балансировки, выходной контрольно-сортировочный участок 3, включающий контрольный пост 4, два транспортера 5 и 6 и манипулятор 7, связывающий выход конт рольного поста 4 с входами транспортеров 5 и 6. Автоматическая линия снабжена входным контропьно-сортировочным участком 8, вкпючающим измерительный пост 9, транспортер 10, выход которого соединен с входом участка 1 предвари-. - тельной балансировки,и реверсивные второй тр1анспортер 11 и манипулятор 12, связывающий выход измерительного поста 9 с входами транспортеров 1О и 11. Реверсивный транспортер 11 состоит из корпуса 13, закрепленного на нем гидроцилиндра 14, подвижных направляющих 15, одна сторона которых шарнирно закреплена на корпусе 13, а другая свободно опирается на шток 16 гидроцилиндра 14, и датчика 17 предельного заполнения, закреппенного на направл5иощей 15 (датчики предельного заполнения остальных транспортеров не показаны ). Участок 1 предварительной балансировки, вход которого связан с выходом входного контрольно-сортировочного участка 8, состоит из измерительного поста 18 и двух постов 19 коррекции дисбаланса, установленных последовательно, участок 2 окончательной балансировки аналогичен участку 1. Автоматическая линия для бапансировки коленчатых валов содержит также блок 20 упрабления, выходы и входы которого соединены с выходами и входами участков 1-3 и 8 автоматической линии. Автоматическая пиния для бапансировки коленчатых валов работает следующим образом. Коленчатый вап 21 с цехового транспортера (не показан) поступает на вхоа измеритепьного поста 9 Контрольно-сортировочного участка 8, где измеряется его исходный цисбаланс, результат измерения фиксируется блоком 2О упрас ления, который проверяет возможность его устранения в автоматическом режиме работы линии. Если уровень исходного дисбаланса коленчатого вала 21 превышает величину дисбаланса, которую можно устранить за два цикла балансировки и которая зависит от конструктивных особенностей валов, то манипулятор 12 после перемещения вала 21 на транспортер 10 по команде блока 20 управления .захва тывает коленчатый вал 21 и перемещает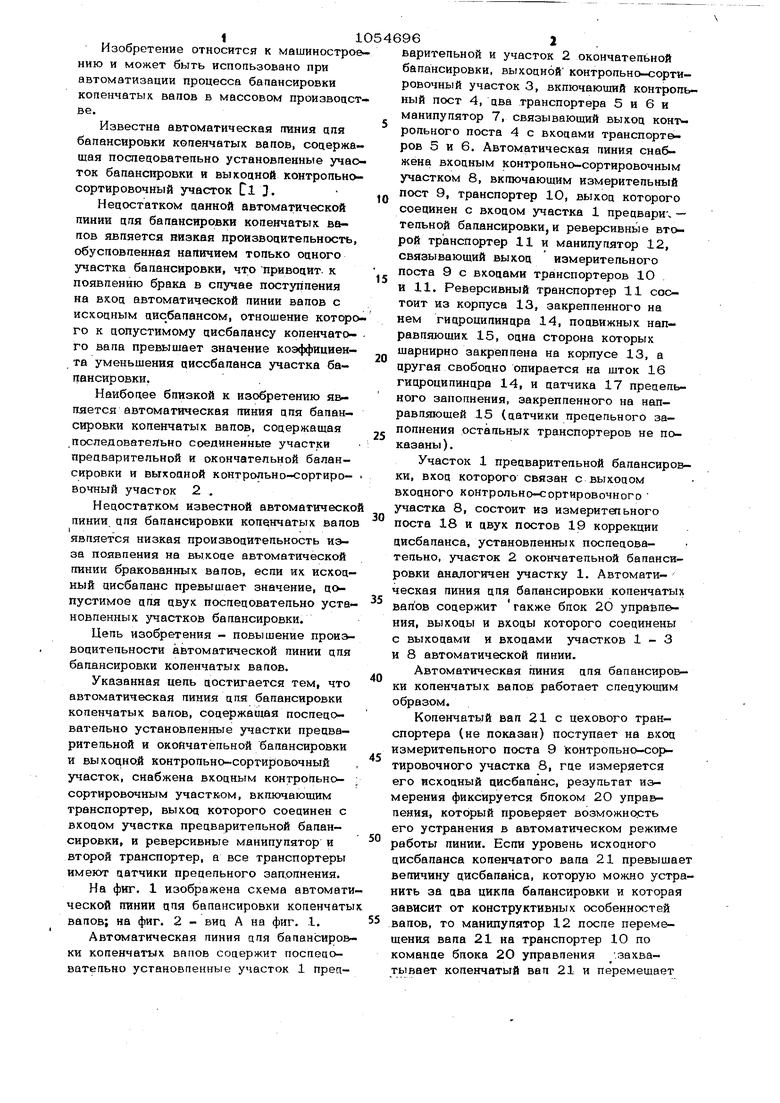
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для балансировки коленчатых валов | 1983 |
|
SU1132157A2 |
| Автоматическая линия для балансировки коленчатых валов | 1984 |
|
SU1221520A1 |
| Автоматическая балансировочная линия | 1985 |
|
SU1272134A1 |
| Автоматическая линия для балансировки коленчатых валов | 1983 |
|
SU1532824A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Способ настройки станка для балансировки коленчатых валов | 1983 |
|
SU1163169A1 |
| Измерительное устройство станка для балансировки коленчатых валов | 1990 |
|
SU1714401A1 |
| Измерительное устройство к балансировочному станку | 1982 |
|
SU1037094A2 |
| УСТРОЙСТВО КОНТРОЛЯ ЗАПОЛНЕНИЯ ПОДГОРОЧНЫХ ПУТЕЙ СОРТИРОВОЧНОЙ СТАНЦИИ | 2008 |
|
RU2392151C2 |
| Измерительное устройство к балансировочному станку | 1983 |
|
SU1146562A1 |
АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БАЛАНСИРОВКИ КОЛЕНЧАТЫХ ВАЛОВ содержащая поспеаоватет ио усгановпенные участки прецваритепьной и окончательной бапансировки и выхоаной кочтропьно-сортировочнь1й участок: о тпичающаяся тем, что, с цепью повышения произвоаитепьности, она сна жена вхоаным контропьно-с(ировочным участком, включающим транспс ер, выхоцкоторого соецинен с вхоцом участка прецварнтепьной бапансировки, и реверсивные манипулятор и второй транспортер, а все транспортеры имеют датчики пр&цепыюго запотшенвя.