2.
со
ГС
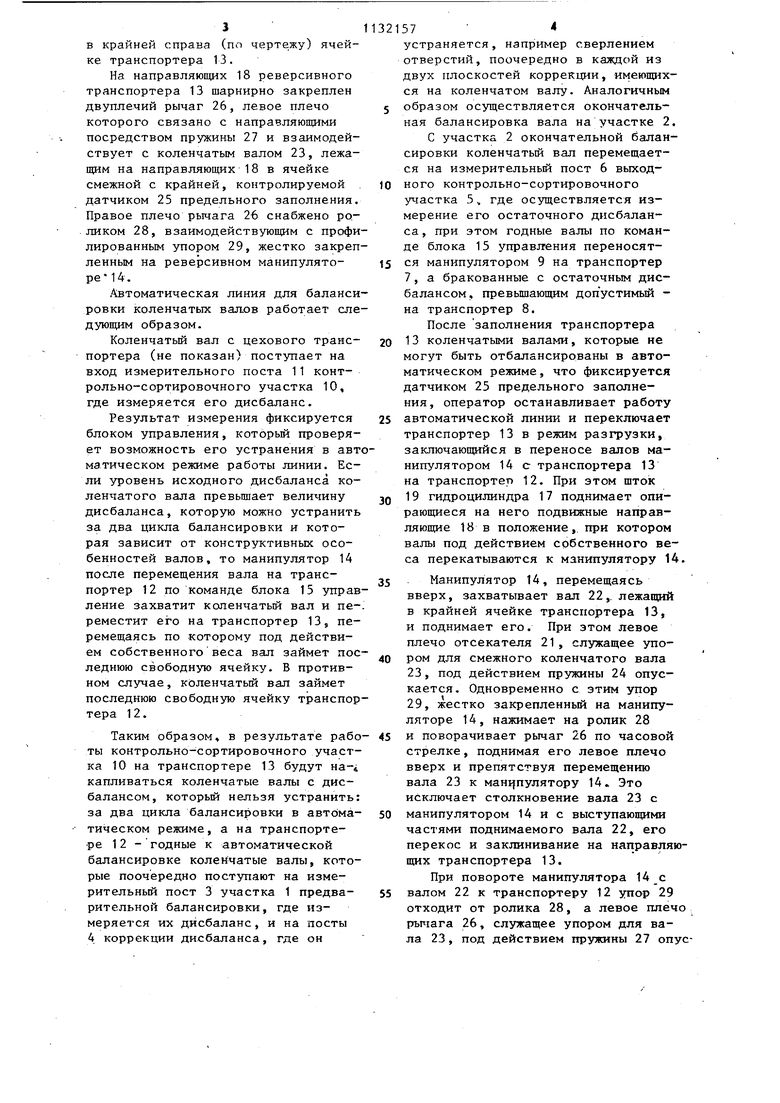
ел ч изобретение относится к машиностроению и может быть использовано при автоматизации процесса баланси ровки коленчатых валов в массовом производстве. По основному авт. св. ,№ 1054696 известна автоматическая линия для балансировки коленчатых валов, содержащая последовательно установленные участки предварительной и окончательной балансировки, выходной контрольно-сортировочньй участок и входной контрольно-сортирово ный участок, включающий транспорте выход которого соединен с входом участка предварительной балансиров ки, и реверсивные манипулятор и вт рой транспортер, причем транспорте имеют датчики предельного зайолнения - 1 j . Недостатком известной автоматической линии является низкая надеж ность, обусловленная возможностью перекоса и заклинивания балансируе мых коленчатых валов на реверсивно транспортере при работе его в режи ме разгрузки, что снижает производ тельность автоматической линии. Цель изобретения - повьшение на дежности и производительности авто матической линии для балансировки коленчатых валов. Поставленная цель достигается тем, что автоматическая линия для балансировки коленчатых валов, содержащая последовательно установленные участки предварительной и окончательной балансировки, выходной контрольно-сортировочный участок и входной контрольно-сортировочньш участок, включающий транспортер , выход которого соединен с входом участка предварительной балансировки , и реверсивные манипулятор и второй транспортер, причем все транспортеры имеют датчики предельного заполнения, снабжена шарнирно закрепленным на втором транспортере двуплечим рычагом, од но плечо которого подпружинено и предназначено для взаимодействия с балансируемым коленчатым валом, и профилированным упором, жестко закрепленным на реверсивном манипуляторе и взаимодейств.ующим с втё рым плечом рычага. На фиг, 1 изображена схема автоматической линии для балансиров572ки коленчатых валов; на фиг. 2 вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Автоматическая линия для балансировки коленчатых валов содержит последовательно установленные участок 1 предварительной и участок 2 окончательной балансировки, каждьй из которых состоит из измерительного поста 3 и двух постов 4 коррекции дисбаланса, выходной контрольно-сортировочный участок 5, включающий контрольньй пост 6, два транспортера 7, 8 и поворотньй манипулятор 9, связывающий выход контрольного поста 6 с входами транспортеров , входной контрольно-сортировочньй участок 10, включающий измерительньй пост 11, транспортер 12, выход которого соединен с входом участка 1 предварительной балансировки, и реверсивные второй транспортер 13 и поворотньй манипулятор 14, связывающий выход измерительного поста .11 с входами транспортеров 12 и 13, и блок 15 управления., выходы и входы которого соединены с выходами и входами участков 1, 2, 5 и 10 автоматической линии . Реверсивньй транспортер 13 состоит из корпуса 16, закрепленного на нем гидроцилиндра 17 и подвижных направляющих 18, одна сторона которых шарнирно закреплена на корпусе 16, а другая свободно опирается на шток 19 гидроцилиндра 17. На направляющих 18 щарнирно установлены три ряда кинематически связанных между собой отсекателей 20 и 21, исключающих соприкосновение смежных коленчатых валов 22 и 23: два крайних ряда при работе-транспортера 13 в режиме загрузки, а средний в режиме разгрузки. Отсекатели 20 и 21 вьшолнены в виде двуплечих рычагов, у которых одно плечо связано с направляющими 18 посредством пружин 24. Отсекатепи 21 среднего ряда зеркально развернуты относительно отсекателей 20 крайних рядов таким образом, что между смежными отсекателями 20 и 21 крайних и среднего ряда образованы ячейки для размещения коренных шеек балансируемых коленчатых валов 22 и 23. На направляющих 18 закреплен датчик 25 предельного заполнения, контролирующий наличие коленчатого вала
3
в крайней справа (по чертежу) ячейке транспортера 13.
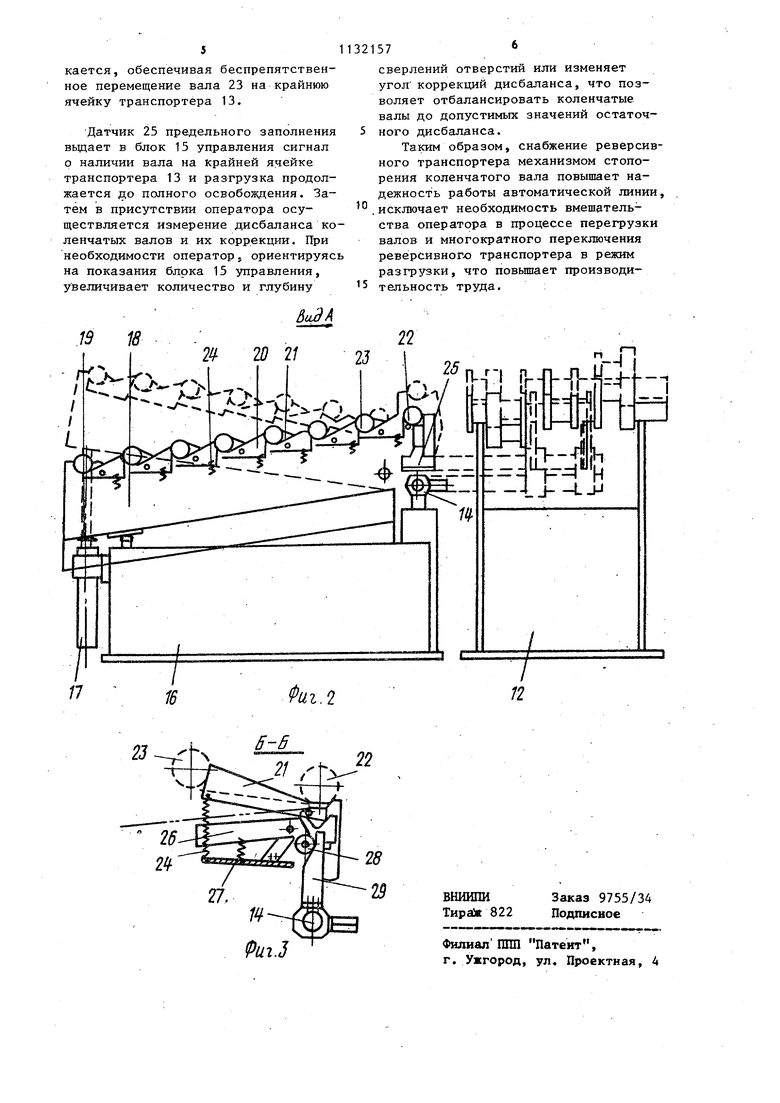
На направляющих 18 реверсивного транспортера 13 шарнирно закреплен двуплечий рычаг 26, левое плечо которого связано с направляющими посредством пружины 27 и взаимодействует с коленчатым валом 23, лежащим на направляющих 18 в ячейке смежной с крайней, контролируемой датчиком 25 предельного заполнения. Правое плечо рычага 26 снабжено роликом 28, взаимодействующим с профилированным упором 29, жестко закрепленным на реверсивном манипуляторе М 4 .
Стоматическая линия для балансировки коленчатых вал.ов работает следующим образом.
Коленчатый вал с цехового транспортера (не показан) поступает на вход измерительного поста 11 контрольно-сортировочного участка 10, где измеряется его дисбаланс.
Результат измерения фиксируется блоком управления, который проверяет возможность его устранения в автматическом режиме работы линии. Если уровень исходного дисбаланса коленчатого вала превьшает величину дисбаланса, которую можно устранить за два цикла балансировки и которая зависит от конструктивных особенностей валов, то манипулятор 14 после перемещения вала на транспортер 12 по команде блока 15 управление захватит коленчатый вал и переместит его на транспортер 13, перемещаясь по которому под действием собственного веса вал займет последнюю свободную ячейку. В противном случае, коленчатый вал займет последнюю свободную ячейку транспортера 12.
Таким образом, в результате работы контрольно-сортировочного участка 10 на транспортере 13 будут на-i капливаться коленчатые валы с дисбалансом, который нельзя устранить: за два цикла балансировки в автомагическом режиме, а на транспортере 12 -годные к автоматической балансировке колен-чатые валы, которые поочередно поступают на измерительный пост 3 участка 1 предварительной балансировки, где измеряется их дисбаланс, и на посты 4 коррекции дисбаланса, где он
57
устраняется, например сверлением отверстий, поочередно в каждой из двух плоскостей коррекции, имеющихся на коленчатом валу. Аналогичным образом осуществляется окончательная балансировка вала на участке 2. С участка 2 окончательной балансировки коленчатый вал перемещается на измерительный пост 6 выходного контрольно-сортировочного участка 5, где осуществляется измерение его остаточного дисбаланса , при этом годные валы по команде блока 15 управления переносятся манипулятором 9 на транспортер 7, а бракованные с остаточным дисбалансом, превьшающим допустимый на транспортер 8.
После заполнения транспортера
13 коленчатыми валами, которые не могут быть отбалансированы в автоматическом режиме, что фиксируется датчиком 25 предельного заполнения , оператор останавливает работу
автоматической линии и переключает транспортер 13 в режим разгрузки, заключающийся в переносе валов манипулятором 14 с транспортера 13 на транспортер 12. При этом щток
19 гидроцилиндра 17 поднимает опирающиеся на него подвижные направляющие 18 в положение,, при котором валы под действием собственного веса перекатываются к манипулятору 14.
Манипулятор 14, перемещаясь
вверх, захватывает вал 22,. лежащий в крайней ячейке транспортера 13, и поднимает его. При этом левое плечо отсекателя 21, служащее упором для смежного коленчатого вала 23, под действием прузкины 24 опускается. Одновременно с этим упор 29, жестко закрепленный на манипуляторе 14, нажимает на ролик 28
и поворачивает рычаг 26 по часовой стрелке, поднимая его левое плечо вверх и препятствуя перемещению вала 23 к ман1|пулятору 14. Это исключает столкновение вала 23 с
манипулятором 14 и с выступающими частями поднимаемого вала 22, его перекос и заклинивание на направляющих транспортера 13.
При повороте манипулятора 14 с
валом 22 к транспортеру 12 упор 29 отходит от ролика 28, а левое плечо рьпшга 26, служащее упором для вала 23, под действием пружины 27 опус
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для балансировки коленчатых валов | 1982 |
|
SU1054696A1 |
| Автоматическая линия для балансировки коленчатых валов | 1984 |
|
SU1221520A1 |
| Балансировочный станок для коленчатых валов | 1986 |
|
SU1357733A1 |
| Автоматическая балансировочная линия | 1985 |
|
SU1272134A1 |
| Балансировочный станок | 1989 |
|
SU1649327A1 |
| Автоматическая линия для балансировки роторов | 1985 |
|
SU1322100A1 |
| Линия для динамической балансировки роторов электродвигателей | 1987 |
|
SU1490521A1 |
| Балансировочный станок для коленчатых валов | 1990 |
|
SU1762135A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПТИЧЕСКОГО СКАНИРОВАНИЯ КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2001 |
|
RU2267110C2 |
АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БАЛАНСИРОВКИ КОЛЕНЧАТЫХ ВАЛОВ по авт. св. № 1054696, отличающаяся тем, что, с целью повьшения надежности и производительности, она снабжена шарнирно закрепленным на. втором транспортере двуплечим рычагом, одно плечо которого подпружинено и предназначено для взаимо.действия с балансируемым коленчатым валом, и профилированным зшором, жестко закрепленным на реверсивном манипуляторе и взаимодействующим с вторым плечом рычага.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая линия для балансировки коленчатых валов | 1982 |
|
SU1054696A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
